
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
221 - 240 / 6,556
転写加飾用金型及び転写加飾装置
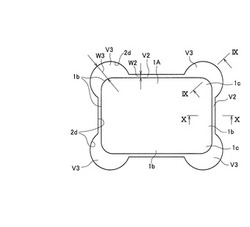
【課題】被加飾体表面に簡易かつ確実に転写層による加飾を施す。
【解決手段】転写加飾用金型34は、媒体によって転写シート12を被加飾体20に対して押圧することで転写層12aを被加飾体20に転写する転写加飾装置に用いられる型である。型34は、第1型1と、第2型2とを有する。第1型1は、被加飾体20を載置可能な載置部1Aを内面に有する。第2型2は、第1型1と型締めされることで、被加飾体20上に配置された転写シート12との間にキャビティVを形成する。載置部1Aの縁部1dとキャビティVの外側縁部2dとの間には隙間が確保されている。隙間は、隙間V2と、隙間V2よりも載置部1Aの内外方向に長い隙間V3とを有している。
(もっと読む)
樹脂射出成形品

【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】難燃性、剛性、成形加工性に優れ、殊に複雑形状の精密部品に好適なポリカーボネート樹脂組成物を提供する。
【解決手段】(A)ポリカーボネート樹脂(A成分)、(B)液晶ポリエステル樹脂(B成分)、(C)リン系化合物(C成分)、および(D)ハロゲン元素を含まないホスファゼン化合物を除く難燃剤(D成分)からなる樹脂組成物であり、かつ得られた樹脂組成物中のA成分とB成分の一部または全部がエステル交換をしていることを特徴とする難燃性ポリカーボネート樹脂組成物。
(もっと読む)
電動射出成形機の電圧監視方法および電動射出成形機
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
熱可塑性樹脂組成物及び成形品
【課題】耐衝撃性及び耐面衝撃性に優れる熱可塑性樹脂組成物を提供する。
【解決手段】〔A〕ゴム質重合体の存在下、芳香族ビニル化合物及びシアン化ビニル化合物を含む単量体を重合して得られた、グラフト樹脂、〔B〕芳香族ビニル化合物に由来する構造単位(by)を含み、シアン化ビニル化合物に由来する構造単位(bx)を、0質量%以上r1質量%以下で含む重合体(B−1)と、上記構造単位(by)を含み、上記構造単位(bx)を、r1質量%を超えてr2質量%以下で含む重合体(B−2)と、上記構造単位(by)を含み、上記構造単位(bx)を、r2質量%を超えて60質量%以下で含む重合体(B−3)とからなる重合体、並びに、〔C〕芳香族ビニル化合物に由来する構造単位を含む重合体ブロックと、共役ジエン化合物に由来する構造単位を含む重合体ブロックとを備えるブロック共重合体を含む熱可塑性樹脂組成物。
(もっと読む)
射出成形機用のスクリュ
【課題】フライトやシリンダ内壁の摩耗を防止し、金属粉が成形品に混入したり、金属摩擦の発熱による焼け等の成形不良が生じることがない、射出成形機用のスクリュを提供する。
【解決手段】
射出成形機用のスクリュ(1)において、圧縮部(6)寄りの供給部(5)から計量部(7)にかけて、フライト(2)の頂部にステップ状の段部(9)を形成し、頂部(9)を後方寄りの大径部(11)と前方寄りのランド部(12)とから構成する。フライト幅(B1)は加熱シリンダ(14)の内径に対して0.16〜0.26倍に選定する。ランド部(12)と加熱シリンダ(14)の内周壁の隙間(H1)は、大径部(11)と加熱シリンダ(14)の内周壁の隙間(H2)の1.65〜2.15倍に、ランド部(12)の幅(B2)は、フライト幅(B1)の0.63〜0.79倍に選定する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】1基の主射出機と複数基のサブ射出機を有する射出成形装置において、キャビティへの射出条件を均等にすることができる技術を提供することを課題とする。
【解決手段】プレート53Aが距離haだけ下がるとシリンダ46Aでの溶融樹脂59の圧力はP4になる。同様に、プレート53Bが距離hbだけ下がるとシリンダ46Bでの溶融樹脂59の圧力はP4になり、プレート53Cが距離hcだけ下がるとシリンダ46Cでの溶融樹脂59の圧力はP4になる。このようにして溶融樹脂予圧工程を実施することで、溶融樹脂59の圧力をP4に揃える。次に、ピストン47A、47B、47Cを予め定めた距離La〜Lcだけ前進させて、サブ射出工程を実施する。
【効果】複数のサブ射出機に係る樹脂通路の圧力が互いに同一になる上に、複数のサブ射出機からの各々適量の溶融樹脂が射出されるため、キャビティへの射出条件をより一層均等にすることができる。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
ポリアリーレンスルフィド樹脂組成物及びそれよりなる複合体
【課題】 熱伝導性、金属との接合性、成形流動性、電気絶縁性に優れることから、特に電気・電子部品又は自動車電装部品などの電気部品用途に有用なポリアリーレンスルフィド樹脂組成物及びそれからなる複合体を提供する。
【解決手段】 ポリアリーレンスルフィド(A)100重量部に対し、少なくとも、エチレン−α、β−不飽和カルボン酸アルキルエステル−無水マレイン酸共重合体(b1)、エチレン−α、β−不飽和カルボン酸グリシジルエステル共重合体(b2)、エチレン−α、β−不飽和カルボン酸グリシジルエステル−酢酸ビニル共重合体(b3)、エチレン−α、β−不飽和カルボン酸グリシジルエステル−α、β−不飽和カルボン酸アルキルエステル共重合体(b4)及び無水マレイン酸グラフト変性エチレン−α−オレフィン共重合体(b5)からなる群より選択される少なくとも1種以上のエチレン系共重合体(B)5〜50重量部、エポキシ樹脂(C)1〜15重量部、並びに、シラン系カップリング剤、チタネート系カップリング剤、アルミネート系カップリング剤からなる群より選択される少なくとも1種以上の表面処理が施され、かつ、酸化マグネシウム含有率が97〜99.99重量%である高純度酸化マグネシウム粉末(d1)、ケイ素とマグネシウムの複酸化物及び/又はアルミニウムとマグネシウムの複酸化物で被覆された被覆酸化マグネシウム粉末(d2)、及び、六方晶構造を有する鱗片状窒化ホウ素粉末(d3)からなる群より選択される少なくとも1種以上の熱伝導性フィラー(D)100〜400重量部を含んでなるポリアリーレンスルフィド樹脂組成物。
(もっと読む)
合成樹脂の射出成形方法
【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
パネル及びパネル設置構造
【課題】吸光蓄熱性のパネル本体を有するパネルにおいて、パネル本体の吸光に伴う蓄熱の問題を軽減したパネルを提供する。
【解決手段】前面及び後面を有するパネル本体と、該パネル本体の後面の周縁部に設けられた枠部材とを備え、該枠部材を介してパネル支持体に支持される、合成樹脂製のパネル1Dにおいて、該パネル本体2は、透光性と、光を吸収して熱に変え、内部に蓄熱する吸光蓄熱性とを有し、該枠部材の熱伝導係数が0.5W/m・K以上であることを特徴とするパネル1D。パネル1Dの枠部材3Bに熱伝導性に優れた材料を用い、吸光蓄熱性のパネル本体2が蓄熱した熱をこの熱伝導性の枠部材3Bを経て放熱させるようにすることにより、パネル本体2の蓄熱量を下げて輻射熱による温度上昇を防止することができる。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
支持部材
【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転部材を直接又は軸受けを介して支持し、外周面に複数の突起を有する樹脂製の支持部材において、前記複数の突起は支持部材の成形時に外周面全体に形成され、少なくとも一部の突起が括れ形状を有している。樹脂製の支持部材は例えば射出成形により製造される。樹脂製の支持部材は、例えば樹脂又はゴム製の外側部材中に射出成形により装着される。
(もっと読む)
インサート成形体及び放熱構造体
【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
熱交換器用パッキン材料およびそれを用いた熱交換器
【課題】タンク本体の材質としてシリコーン樹脂と接着しにくい樹脂を用いた場合であっても、タンク本体との接着力を十分に発現できるように、従来のパッキンと比較して、パッキンのシール性を確保しつつ、接着性を向上させる。
【解決手段】熱交換器の樹脂製タンクに接着されるパッキンを形成するための熱交換器用パッキン材料として、主剤と、主剤の架橋反応のための第1の架橋材と、シランカップリング剤と、シランカップリング剤との結合形成のための第2の架橋材と、シリカフィラーとを含有する液状のシリコーン樹脂組成物を用いる。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、製造コストの削減を図ると共に生産性の向上を図る。
【解決手段】射出機16から可動型14の第2キャビティ42に成形材を射出して第2成形部52を得る際、前記成形材が前記可動型14のゲート部62を通じて前記第2キャビティ42へと供給される。この際、成形材は、ゲート部62に供給されると同時に固定型12のサブキャビティ38に供給され充填される。そして、固定型12から可動型14を離脱させる際、ゲート部62の連通部48が、第2キャビティ42側に向かって先細状に形成されているため、前記固定型12と共にゲート成形部56が可動型14から離脱し、その作用下に前記連通部48で形成されたゲート部62が、その先端部62aを起点として第2成形部52から切り離される。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、その結晶化度を向上させる前記の方法を容易かつ確実に実現することができる樹脂成形品の成形方法を提供する。
【解決手段】成形型11内において、温度が融点以下、結晶化温度以上である結晶性高分子樹脂材A’2,A’3にねじり力を加えることにより、該樹脂材A’2,A’3を、臨界伸長ひずみ速度以上のひずみ速度で伸長させ、配向融液状態を経て結晶化させるように成形する。この際、前記ねじり力と共に、該ねじり力の回転軸に略平行な方向に沿った引張り力または圧縮力の少なくとも一方を加えることが好ましい。
(もっと読む)
合成樹脂製ボトルの成形方法と合成樹脂製ボトル
【課題】 本発明は、金型に垂下状に装着されたインサート材の不正な揺動変位を阻止することにより、射出成形される外殻体における偏肉を防止することを目的とするものである。
【解決手段】 ボトル本体11をインサート材とし有底筒状の透明な合成樹脂製の外殻体21を射出成形するボトル1の成形方法において、ボトル本体11の底部15に、中央に底面凹部15bを有する底面15aを形成し、ボトル本体11内に冷却エアaを循環供給するエアピン36の先端の押さえコア38に突起38bを設け、この突起38bを底面凹部15bに当接係止させて、エアピン36によりボトル本体11を揺動変位不能に保持した状態で外殻体21をインサート成形して、起立機能の安定したボトル1を得る。
(もっと読む)
射出成形機
【課題】整流部に流れる循環電流を抑制できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102と、前記駆動回路と整流器102との間に設けられたコンデンサ301と、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104の交流部側に接続された高調波成分抑制部63と、整流器102に並列接続された回生経路82とを有し、ブリッジ回路104と高調波成分抑制部63とを回生経路82に備える、射出成形機あって、ブリッジ回路104を構成する複数のスイッチング素子は、コンデンサ301の電圧が所定値以上のとき、前記モータの電力を回生するようにオン/オフし、コンデンサ301の電圧が前記所定値未満のとき、全てオフする、ことを特徴とする、射出成形機。
(もっと読む)
221 - 240 / 6,556
[ Back to top ]