
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
301 - 320 / 6,556
車載用電子モジュールの樹脂モールド方法
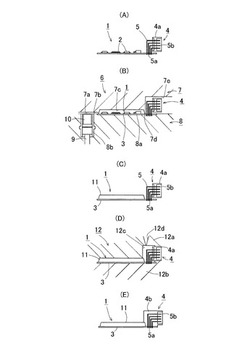
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法、および複合体とその製造方法

【課題】高い機械的特性を示す複合体の材料として好適な繊維強化熱可塑性樹脂成形品とその製造方法、および高い機械的特性を示す複合体とその製造方法を提供する。
【解決手段】断面が開断面形状であるシェル部20と、該シェル部20の内側に設けられたリブ部30とからなる繊維強化熱可塑性樹脂成形品10であって、前記シェル部20が、リブ部30を構成する材料Rよりも曲げ弾性率が高い材料Sを含むことを特徴とする繊維強化熱可塑性樹脂成形品10とその製造方法。該繊維強化熱可塑性樹脂成形品の複数が、リブ部を内側にして接合され、閉断面形状を形成していることを特徴とする複合体とその製造方法。
(もっと読む)
インサート成形用ポリエステルフィルム
【課題】 均一な成形性を有し、各種部材製造用等に好適なインサート成形用フィルムを提供する。
【解決手段】 主たる構成成分がポリエチレンエチレンテレフタレートであり、第三成分がジエチレングリコール、トリエチレングリコール、および1,4−シクロヘキサンジメタノールから選ばれた1種以上であり、当該第三成分の合計が2.0〜10.0モル%であるポリエステルフィルムであり、少なくとも片面に塗布層を有し、下記(1)〜(5)を同時に満たすことを特徴とするインサート成形用ポリエステルフィルム。
0.56≦フィルムIV≦0.80 …(1)
−1.0%≦MD方向の100℃での寸法変化率≦1.0% …(2)
−1.0%≦TD方向の100℃での寸法変化率≦1.0% …(3)
−1.0%≦MD方向の150℃での寸法変化率≦1.0% …(4)
−1.0%≦TD方向の150℃での寸法変化率≦1.0% …(5)
(もっと読む)
射出成形方法
【課題】ベース樹脂となるペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合した成形材料をダイレクトミキシング方式で成形した場合でも、ベース樹脂と添加剤との混練・分散性を高めつつ高品質の成形品を得る。
【解決手段】ペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合してホッ5に収容する。サークルフィーダ7と定量切り出し装置8からなる材料供給装置をホッパ5の底部に設ける。インラインスクリュ型の射出成形機を用い、計量工程中のスクリュ3の回転に同期して材料供給装置を作動させる。予め混合されたホッパ5内の成形材料は、標準的な計量時間T100の1.3倍〜2.0倍の計量時間Tsをかけてマスフローとなってシリンダ3の供給口2aから連続供給される。
(もっと読む)
インサート成形方法および装置
【課題】インサート物が例え柔軟な部分を含んでいても高品位の製品を安価に得ることができるインサート成形方法を提供する。
【解決手段】半製品(50)の製作に使用された製作治具(55)を利用して半製品(50)の外周面を樹脂層(J1、J2)で被覆する。製作治具(55)に保持されている半製品(50)の上半分と固定側金型(1)の凹部(5L、5R)とにより構成されるキャビティ(C1)に射出して1次成形する(J1)。1次成形され固定側金型(1)に残っている半製品(50)の下半分と可動側金型(20)の凹部(30L、30R)とにより構成されるキャビティ(C2)に射出して2次成形する(J2)。1、2次成形を実質的に同時に実施する。
(もっと読む)
射出装置及びその芯調整方法
【課題】芯調整時にけるスクリューと加熱シリンダとの接触を防止しうる射出装置及びその芯調整方法を提供する。
【解決手段】回転自在及び進退自在に加熱シリンダ33内に配設されたスクリュー31と、スクリュー31を駆動する駆動軸を有する駆動装置32とを有する射出装置であって、スクリュー31の軸芯Sに対して駆動軸46の軸芯Sを合わせる芯調整機構を設ける。また、駆動装置32はスクリュー31を回転させる計量モータ42と、スクリュー31を進退させる射出モータ43と、計量モータ42及び射出モータ43を支持する射出枠38,39,41とを有する。更に調整機構は、駆動軸46のスクリュー31に近い側の端部、又はこの端部と反対側の他端部の少なくとも一方の射出枠38,39,41に対する取り付け位置を調整可能な構成とする。
(もっと読む)
半導体発光装置用樹脂パッケージ及び該樹脂パッケージを有してなる半導体発光装置
【課題】樹脂成形体とリードとの接着性が良好でリードとの隙間がなく、硬化後の可視光から近紫外光の反射率が高く、液状射出成形に適したシリコーン樹脂組成物を用いた半導体発光装置用樹脂パッケージを提供する。
【解決手段】半導体発光素子を載置するための凹部を有する半導体発光装置用樹脂パッケージであって、
該樹脂パッケージの凹部は底面と側面とからなり、少なくとも前記凹部側面を形成する(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成される樹脂成形体と、
前記凹部底面の一部を形成するように対応して配置された少なくとも1対の正及び負のリードとを、
液状射出成形法によって、両者の接合面を隙間なく一体化して形成されてなることを特徴とする半導体発光装置用樹脂パッケージ。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
半導体発光装置用の樹脂成形体用材料およびその成形体
【課題】耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させる半導体発光装置用の樹脂成形体とすることができる樹脂成形体用材料、さらに、成形が容易となる半導体発光装置用の樹脂成形体用材料などの提供を課題とする。
【解決手段】(A)ポリオルガノシロキサン、(B)白色顔料及び(C)硬化触媒を含有する半導体発光装置用の樹脂成形体用材料であって、前記(B)白色顔料が、(a)アルミナを主成分とする白色顔料であり、(b)前記アルミナが、(B1)0.2μm以上1.5μm以下の平均二次粒子径をもつ成分と、(B2)2μm以上30μm以下の平均二次粒子径をもつ成分とを含有し、(c)前記(B1)成分の含有量と(B2)成分の含有量との質量比[(B1)/(B2)]が1/5から3/1の範囲内である樹脂成形体用材料、該材料を液状射出成形する半導体発光装置用の樹脂成形体の製造方法、該材料を成形してなる半導体発光装置用の樹脂成形体、該樹脂成形体を具備する半導体発光装置。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
半導体発光装置用樹脂パッケージ及びその製造方法並びに該樹脂パッケージを有してなる半導体発光装置
【課題】耐熱・耐光性に優れ、広い波長範囲において薄肉でも高い反射率を有し、成形性、放熱性、量産性に優れた半導体発光装置用パッケージを提供する。
【解決手段】半導体発光素子を載置するための回路基板と、前記回路基板に形成され、前記発光素子からの光を反射させるための壁部とを有する半導体発光装置用樹脂パッケージであって、
前記壁部は液状熱硬化性シリコーン樹脂組成物を液状射出成形することによって前記回路基板に密着して形成されており、
かつ前記壁部を構成する樹脂成形体が、厚さ0.4mmの成形体試料について波長460nmの条件で測定した光反射率が80%以上となる樹脂成形体である半導体発光装置用樹脂パッケージ。
(もっと読む)
設定画面、射出成形機及び設定画面の表示方法
【課題】成形条件出しを行うための作業を簡素化することができ、成形条件出しを行うのに必要な時間を短くすることができるようにする。
【解決手段】操作者による操作部32の操作に基づいて設定画面が表示部31に形成されるようになっている。操作者によって、あらかじめ設定された成形条件が所定の設定項目について変更されたときに、該設定項目について強調表示を行う表示要素を有する。強調表示が行われた設定項目について、成形条件の変更情報に基づいて作成された設定変更履歴が表示される。成形条件が変更されると、前記設定画面において成形条件が変更された設定項目について強調表示が行われるので、成形条件が変更された設定項目を極めて容易に認識することができ、所定の設定項目についての変更を容易に参照することができる。
(もっと読む)
電極端子と金属膜層を備えた合成樹脂成形品
【課題】アンテナや、電子回路の構成要素としての回路パターンを一体的に設けた合成樹脂成形品に、信頼性のある電気的接続を確保できる電極端子を備えるようにすることを課題とする。
【解決手段】金型内に設置した合成樹脂シート21上に溶融合成樹脂を射出することによって成形される合成樹脂成形品10において、この合成樹脂成形品は、合成樹脂シート部21と射出成形樹脂部31から成り、合成樹脂シート部21には加飾印刷により形成された加飾膜層と、無電解めっき又は電解めっきにより形成された金属膜層21aが備えられ、射出成形樹脂部31には、インサート成形により電極端子11が埋め込まれ、電極端子11の一方の端部は当該金属膜層21aに接触し、電極端子11の他方の端部は当該射出成形樹脂部31から外部へ突出している構成の合成樹脂成形品10とした。
(もっと読む)
複合光学部品の製造方法
【課題】樹脂製の光学レンズと樹脂製のレンズホルダーが一体化された複合光学部品を、工数を増やすことなく、双方の部品を確実に接合した状態で精度良く製造すること。
【解決手段】光学レンズ2とレンズホルダー3を備えた複合光学部品1の製造方法では、熱硬化性樹脂である第1樹脂を用いて光学レンズ2を射出成形し(ST2)、光学レンズ2の熱硬化性樹脂の架橋反応が終了する前の段階において熱硬化性樹脂あるいは熱可塑性樹脂である第2樹脂を用いてレンズホルダー3を射出成形する(ST3、4)。レンズホルダー成形用の樹脂の射出充填後において光学レンズ2の樹脂の架橋反応が進行して、レンズホルダー3の側の樹脂との間で架橋構造による接合状態が形成される。耐熱性に優れた複合光学部品を得ることができ、光照射などの架橋の工程を別途追加することなく、双方の部品2、3を確実に接合して一体化できる。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
ウェルドラインの定量化測定方法及びその測定装置
【課題】本発明は、ウェルドラインの外観評価を数値で管理し、一定の基準で外観評価を行うこと、サンプル表面の複数個所を同時に測定して変動係数の計算に必要なデータを一度の測定で取得し、変動係数を用いることで試料の色間の影響を受けずにウェルドラインの外観評価を一元管理することを目的としている。
【解決手段】このため、光沢計において、ウェルドラインの定量化測定装置用標準板にて標準合わせを行い、光源からの光入射角側絞りにて入角量を絞り試料に照射し、試料からの反射光を受光角側の受光角側絞りを用いずに受光器で受光し、測定された値を基に樹脂のウェルドラインの定量化を行う。また、ウェルドラインの定量化測定方法を実施するためのウェルドラインの定量化測定装置とした。
(もっと読む)
樹脂成形装置および樹脂成形方法
【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、樹脂材料に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、樹脂材料に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型1を移動させる支持装置3と、転写面1aと転写面2aとの間に供給された樹脂材料を硬化させてレンズを成形する加熱装置4と、成形金型1・2の側面から振動を付与することにより、転写面1a・2aとレンズとの間の少なくとも一部に空隙を形成する超音波振動子5とを備える。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
樹脂材料の挟み込み防止機能を有する射出成形機
【課題】射出後の保圧工程時に圧力制御でスクリューを前進または後退させる際、シリンダの射出材料供給孔の前方または後方開口縁とスクリューとフライトの間に樹脂ペレットが挟まることに起因する成形品質のバラツキの発生を回避することが可能な射出成形機を提供すること。
【解決手段】射出成形機による計量工程完了の後で保圧工程開始の前に、保圧工程中にスクリュー10のフライト12がシリンダに形成された射出材料供給孔の前方開口縁100または後方開口縁を通過するか否かを予め判定しておき、その判定結果に基づいて、保圧工程より前の段階でスクリュー10を回転させることにより、保圧工程中のスクリュー前進時にスクリュー10のフライト12が射出材料供給孔の前方開口縁100を通過しない位置に調整する。こうして、シリンダの射出材料供給孔の前方または後方開口縁とスクリューとフライトの間に樹脂ペレットが挟まることを防止する。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
301 - 320 / 6,556
[ Back to top ]