
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
181 - 200 / 6,556
フィルムおよび加飾成形品並びにこれらの製造方法
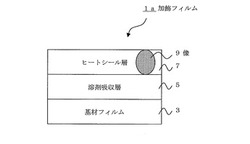
【課題】曲面を加飾しやすく、小ロット多品種生産に短納期で対応でき、また、耐水性、耐油性及び耐化粧品性に優れた加飾フィルムを提供する。
【解決手段】基材フィルム3と、溶剤吸収層5と、ヒートシール層7とを、この順で積層し、前記ヒートシール層は、有機溶剤系インクジェットプリンタで印刷された像9を有し、合計の厚さが50μm以下であることを特徴とする加飾フィルムである。この加飾フィルムについて、ヒートシール層が溶剤吸収層の機能も併せ持っても良い。これらの加飾フィルムは、インモールド加工により、成形品を加飾することができる。また、これらの加飾フィルムの基材フィルム上に離型層を設けてもよい。離型層を設けた加飾フィルムは、インモールド転写や熱転写により、成形品を加飾することができる。
(もっと読む)
大型射出成形品
【課題】ポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を提供すること。
【解決手段】粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
(もっと読む)
伝動装置用ガイド

【課題】伝動チェーンの誤組み付け状態を回避するとともにガイド側壁のガイド幅方向内側への倒れ込みを防止して、合成樹脂製シューと合成樹脂製ベースの相互間の融着強度を向上させる伝動装置用ガイドを提供すること。
【解決手段】伝動チェーンをガイド長手方向に沿って摺接走行させる摺接面110aを備えた合成樹脂製シュー110と、この合成樹脂製シュー110の裏面をガイド長手方向に沿って支持する支持面120aを備えて合成樹脂製シュー110よりも高剛性の合成樹脂製ベース120とを2材成形加工により一体成形して組み付けて、合成樹脂製ベース120が、合成樹脂製シュー110をガイド幅方向の両側から挟持して伝動チェーンを収容規制する左右一対のガイド側壁121、121を備えている伝動装置用ガイド100。
(もっと読む)
インサート成形品の製造方法
【課題】インサート成形品の樹脂材料からなる部分にヒケが発生することを防止もしくは抑制しつつ、離型性の向上を図ることができるインサート成形品の製造方法を提供すること。
【解決手段】多孔質材料からなりインサート成形品の樹脂成形部を成形する空間部分が成形された入れ子部材531,532を着脱可能に装着された成形型5を用い、あらかじめ入れ子部材531,532に離型剤を浸透させておき、インサート成形品の樹脂成形部13に埋め込まれる所定の部材(=端子金具11と電線12)を成形型5の内部に配設し、ヒケや気泡が発生しない圧力条件で樹脂材料を射出および保圧して所定の部材(=端子金具11と電線12)を樹脂成形部13の内部に埋め込む。
(もっと読む)
樹脂複合成形体の製造方法、及び樹脂複合成形体
【課題】二重成形法による樹脂複合成形体の製造において、結晶性熱可塑性樹脂を用いる場合であっても、一次成形体と二次成形体との密着力を高めつつ、上記のような熱処理を樹脂複合成形体に施さなくても、結晶性熱可塑性樹脂の結晶化度を充分に高めることが可能な技術を提供する。
【解決手段】二重成形に用いる一次成形体を、キャビティ表面の一部に断熱層が形成された断熱金型を用い、金型温度が一次成形体を構成する結晶性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
樹脂流路開閉機構及びその制御方法
【課題】射出成形装置等の樹脂流路を有する構造体において、弁移動機構を小型にすることができる技術を提供することを課題とする。
【解決手段】樹脂流路の軸Yに平行な通孔71が備えられている弁体72を加熱筒23に設ける。通孔71が樹脂流路に合うと弁開状態になり、通孔71が樹脂流路から外れると弁閉状態になる。
【効果】弁移動機構70は、弁体72を移動させる役割のみを果たす。すなわち、弁移動機構70の能力の大小は弁のシール性に影響しない。結果、弁移動機構70の小型化が図れる。
(もっと読む)
転写用ポリエステルフィルム
【課題】優れた艶消し外観を成形品表面に付与できると共に、表面の光沢度均一性も良好な成形品が得られ、しかも転写用として良好な離型性をも兼備した転写用ポリエステルフィルムを提供すること。
【解決手段】艶消し層と支持層とからなる転写用ポリエステルフィルムであって、該艶消し層は平均粒子径が1〜10μmの粒子を5〜20重量%と、融点が70〜140℃のワックスを0.5〜2.0重量%含有し、艶消し層の厚みは含有する粒子の平均粒子径より大きく、かつ、艶消し層に対する支持層の厚み比率が3以上である転写用ポリエステルフィルムにより達成される。
(もっと読む)
ガスバリア性に優れた合成樹脂製キャップ及びその製造方法
【課題】スコアにより区画された開口予定部を備えたキャップにおいても、ガスバリア性を向上させたキャップ及びその製造方法を提供することを目的とする。
【解決手段】外筒6と、内筒7と、中央5bにスコア11で区画された開口予定部10を有する頂壁5とを備え、容器口部に嵌着される合成樹脂製キャップ1であって、前記スコア11で区画された開口予定部10は、その内部にガスバリア樹脂層12を備えている。そして、該キャップ1は、前記開口予定部10の中央10bをゲート部14として前記ガスバリア樹脂層12を形成するガスバリア性樹脂R2と、それ以外の部分を形成する樹脂R1とを共射出成形することで成形することができる。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
射出成形機、および射出成形機の設定支援装置
【課題】成形条件の設定を支援できる射出成形機および射出成形機の設定支援装置を提供すること。
【解決手段】加熱軟化された樹脂を収容する加熱シリンダ21と、加熱シリンダ21内を進退自在なスクリュ23とを備え、スクリュ23が前進することにより、樹脂が加熱シリンダ21から射出され金型装置50内のキャビティ55に供給される射出成形機10において、スクリュ23の前進速度の減速開始以降におけるキャビティ55内の樹脂の質量増加量ΔWおよび/または流動先端伸長量ΔLを樹脂の状態方程式に基づいて検出する検出部61を備える。
(もっと読む)
複合成形体の製造方法
【課題】造時間が短縮できると共に、所望方向への接合強度が高められた複合成形体を得ることができ、さらに接合面が複雑な形状のものの接合強度を高めることができる、金属成形体と樹脂成形体からなる複合成形体の製造方法提供すること
【解決手段】金属成形体1の接合面1aに対して、一方向又は異なる方向に直線及び/又は曲線からなるマーキングを形成するようにレーザースキャンする工程であり、各直線及び/又は各曲線からなるマーキングが互いに交差しないようにレーザースキャンする工程と、マーキングを形成した金属成形体1の接合面を含む部分を金型内に配置して、前記樹脂成形体2となる樹脂をインサート成形する工程を有する複合成形体3の製造方法。
(もっと読む)
模様付き樹脂成形品
【課題】表面意匠や諸物性にすぐれ、リサイクルも可能で特に低温耐衝撃性にも強い模様付き樹脂成形品を提供すること。
【解決手段】成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、化粧シートの基材がオレフィン系樹脂からなること、記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であること、硬質ポリプロピレン樹脂の引張弾性率が1000MPa以上であることを特徴とする。
(もっと読む)
射出装置およびその射出制御方法
【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
フィルムコーティング剤
【課題】インモールド成型用フィルムに塗布され、成型後の成型品にコーティング層を形成するコーティング剤であって、溶剤を揮発させただけでべたつきがない、タックフリー性に優れたフィルムコーティング剤を提供する。
【解決手段】エポキシ樹脂と(メタ)アクリル酸との反応物であるエポキシ樹脂の(メタ)アクリル酸エステル化合物(A)に、少なくとも有機ポリイソシアネート化合物(B)を反応させて得られるウレタン(メタ)アクリレート化合物(C)を含有してなり、前記(A)成分の水酸基に対する(B)成分のイソシアネート基のモル比であるNCO/OH比が1未満であり、かつ前記ウレタン(メタ)アクリレート化合物(C)の数平均分子量が2,000〜20,000であるものとする。
(もっと読む)
射出成形機
【課題】加熱対象部材の温度をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、複数の温度制御ゾーンZ1、Z2、Z3、Z4に分割されて温度制御される加熱シリンダ1と、複数の温度制御ゾーンZ1、Z2、Z3、Z4のうちの所定の温度制御ゾーンZ1を加熱するバンドヒータ30と、バンドヒータ30で所定の温度制御ゾーンZ1以外の箇所Z1.5の温度を所定温度に制御する温度制御部20と、を有する。
(もっと読む)
アルミニウム−樹脂複合体の製造方法
【課題】接着剤を使用せずにアルミニウムと樹脂組成物の密着性を向上できる上、廃液処理が容易なアルミニウム−樹脂複合体の製造方法を提供する。
【解決手段】本発明のアルミニウム−樹脂複合体の製造方法では、アルミニウム製部品の表面をエッチング剤によって粗化処理する粗化工程と、前記粗化処理した表面に樹脂組成物を付着させる付着工程とを実施する。前記エッチング剤は、両性金属イオンと酸化剤とアルカリ源とを含むアルカリ系エッチング剤、並びに第二鉄イオン及び第二銅イオンの少なくとも一方と酸とを含む酸系エッチング剤から選ばれる一種以上である。
(もっと読む)
二色成形品
【課題】二色成形品を過酷な使用条件下で長期間にわたり使用する際や塗装する際に、貼り付けたフィルムの剥離が起こりにくいことを特徴とする二色成形品を提供する。
【解決手段】熱可塑性樹脂よりなるシート状物1にフィルム2を貼り合せ、該シート状物1の周囲面に二色目の熱可塑性樹脂が該フィルム端部を挟持するように形成されていることを特徴とする二色成形品。
(もっと読む)
複合構造体及び複合構造体の製造方法
【課題】インサート成形体における樹脂部材が、薄肉部分、立体的形状を有することが可能な複合構造体を提供する。
【解決手段】立体腑形シートからなる第一熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体に積層するように接合された第二熱可塑性樹脂成形体と、第一熱可塑性樹脂成形体と第二熱可塑性樹脂成形体とに挟まれるインサート部材と、を備える複合構造体とする。第一熱可塑性樹脂成形体は、インサート部材が配置される溝部を有することが好ましい。用途によっては、第一熱可塑性樹脂成形体は、発泡構造を有することが好ましい。
(もっと読む)
射出成形機の樹脂飛散防止装置
【課題】射出された樹脂が型締部に到達することを防止する遮蔽部材が、ノズル前進方向、即ち遮蔽部材がノズルからの距離を確保する方向、に回動して固定盤のロケート孔を遮蔽することで、遮蔽部材とノズルとの間の距離を十分に確保することができる射出成形機の樹脂飛散防止装置を提供すること。
【解決手段】射出された樹脂が型締部14に到達することを防止する射出成形機10の樹脂飛散防止装置において、ノズル挿通孔30へのノズル26の前進動作を妨げず且つスクリュシリンダ24と干渉しない格納位置と、格納位置からノズル26の前進方向に回動した位置であって固定盤22のロケート孔32を遮蔽する遮蔽位置との間を回動可能な遮蔽部材50を設けた射出成形機の樹脂飛散防止装置。
(もっと読む)
181 - 200 / 6,556
[ Back to top ]