
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
2,101 - 2,120 / 6,556
インモールド用転写箔、及びそれを用いた立体成形品

【課題】
射出立体成形品であっても、層間剥離、白化、割れが少ない意匠性の高い金属光沢ホログラムを有するインモールド用転写箔、及びそれを用いた立体成形品を提供する。
【解決手段】
基材11、離型層13、ハードコート層14、印刷層21、ホログラム層15、金属反射層17及び接着層19が設けてなり、前記ホログラム層15が(1)、(2)及び(3)を含む組成物を電離放射線で硬化させてなる層であり、前記ハードコート層14が前記ホログラム層15と同一樹脂の(1)及び同一樹脂の(2)を含む組成物を電離放射線で硬化させてなる層であり、かつ、前記ホログラム層の凹凸のピッチがインモールド射出成形で成形される立体成形品の表面膨張率に反比例していることを特徴とする。
(もっと読む)
アクリル樹脂系積層フィルム、積層体及び積層体の製造方法
【課題】ポリプロピレン樹脂等の基材に対して耐熱性に優れた密着性及び耐候耐久性に優れた密着性を有するアクリル樹脂系積層フィルム、基材の表面にアクリル樹脂系積層フィルムが積層された積層体並びにその積層体の製造方法を提供する。
【解決手段】アクリル樹脂フィルムの少なくとも一方の面上に、無水マレイン酸で変性され、且つ塩素含有率が20〜30質量%である塩素化ポリプロピレン樹脂の層が積層されたアクリル樹脂系積層フィルム、アクリル樹脂系積層フィルムがアクリル樹脂系積層フィルムを構成する塩素化ポリプロピレン樹脂の層の面を介して基材の表面に積層された積層体及びアクリル樹脂系積層フィルムを射出成形金型内で真空成形又は圧空成形した後に射出成形金型内に基材となる樹脂を射出成形して積層一体化して得られる積層体の製造方法。
(もっと読む)
インモールド用転写箔、及びそれを用いた立体成形品

【課題】
層間剥離、白化、割れが少ない意匠性の高い部分的な金属光沢ホログラムを有するインモールド用転写箔、及びそれを用いた立体成形品を提供する。
【解決手段】
基材11、離型層13、ハードコート層14、印刷層21、ホログラム層15、部分的な金属反射層17及び接着層19が設けてなり、前記ホログラム層15が(1)、(2)及び(3)を含む組成物を電離放射線で硬化させてなる層であり、前記ハードコート層14が前記ホログラム層15と同一樹脂の(1)及び同一樹脂の(2)を含む組成物を電離放射線で硬化させてなる層であり、かつ、前記ハードコート層14及び前記ホログラム層15が(a)電離放射線硬化前の塗膜が指乾状態で、(b)電離放射線硬化後の23℃における破断伸度が5%以上で、(c)インモールド用転写箔10状態で、150℃雰囲気中に1時間放置しても白化しない耐熱性を有することを特徴とする。
(もっと読む)
加飾部材のベース部材へのインサート射出成形方法、及びそのベース部材
【課題】加飾部材をベース部材にインサート成形するときに、加飾部材にダメージを与えない射出成形方法及びそのベース部材を提供する。
【解決手段】第1成形型11のキャビティにポリカーボネートPCの溶融樹脂を射出し、加飾部材原体5を成形する。この加飾部材原体5を第2成形型18のキャビティにインサートし、ポリカーボネートPCの溶融樹脂を射出しながら第2内側コア型23を前進させ、ポリカーボネートPCの溶融樹脂を圧縮しながら加飾部材単体6を成形する。この加飾部材単体6を、第3成形型27のキャビティにインサートして、加飾部材4が組み込まれたフロントパネル3を成形する。
(もっと読む)
木粉を含有する成形品の製造方法ならびに成形品
【課題】本発明の課題は、予備混練工程なしに、直接ポリプロピレン樹脂と木粉を用いて、木粉を50%以上含有する木粉含有樹脂成形品を、射出成形法によって効率良く製造することができる方法、ならびに、この製造方法によって製造された木粉含有樹脂射出成形品を提供することである。
【解決手段】曲げ弾性率(JIS K7203準拠)が、1000MPa以上1450MPa以下であり、メルトフローレート(JIS K7210準拠)が、15g/10min以上30g/10min以下であるランダムポリプロピレン樹脂と、15メッシュの篩を通過し、40メッシュの篩を通過しない木粉とを混合し、射出成形機によって金型に射出して成形品を得ることを特徴とする木粉含有樹脂射出成形品の製造方法である。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】シート体の縁を外観上視認し難くし、見映えを良くする技術の提供。
【解決手段】シート体13に対し本体12における外形面12aの面縁と整合する折込線13cを形成するため、シート体13を本体12における外形面12aの面縁に合わせて容易に屈曲でき、シート体13の縁を本体12の外形面12aから本体12の内形面12c側に回すことができる。よって外観上はシート体13の縁を視認し難くすることができ、見映えを良い加飾成形体11を製造することができる。
(もっと読む)
材料供給装置および材料供給装置の作動方法
【課題】シャッタ部材と摺動される部材の間の摺動クリアランスへ入り込んだ樹脂粉等により、シャッタの気密シールが損なわれたり開閉不良を来たす等の問題や、または入り込んだ樹脂粉等やシャッタの金属粉等が加熱筒内に供給され、焼けを起こしたり成形品の品質を低下させるといった問題のいずれかを解決した材料供給装置および材料供給装置の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒15内に供給路18,19,20を介して成形材料Mを供給する材料供給装置13において、前記供給路18,19,20を開閉自在なシャッタ部材と、前記シャッタ部材を挟んで両側に開口部が設けられるとともに前記シャッタ部材が格納されるケース部材と、ケース部材の内部空間を負圧状態とする負圧手段31とを有するシャッタ装置25,26を備える。
(もっと読む)
型締力あるいは型締機構の異常を検出可能な射出成形機の制御装置
【課題】型締時または型開時の型締機構を駆動するモータのエネルギーを算出することによって、型締力の異常もしくは型締機構の異常を検出することが可能な射出成形機の制御装置を提供する。
【解決手段】型締用サーボモータを駆動し、可動プラテンを固定プラテン側へ前進させるSA1〜SA6。可動プラテンが金型タッチ位置に到達すると、位置検出信号および電流検出信号を取得し、可動プラテンの位置を算出し、モータのトルク値Tを算出し、型締用サーボモータが発生するエネルギー量を算出するSA7〜SA13。型締機構の弾性定数KとステップSA11で積算して求められた型締用サーボモータが発生したエネルギーとから算出型締力を求め、算出型締力が型締力下限値と型締力上限値で規定される範囲になければ成形サイクルを停止し、警告を出力し、表示装置に算出型締力や警告を表示するSA14〜SA18。
(もっと読む)
スクリュー、並びに、車輌用内装部材の製造方法
【課題】本発明は、発泡ガスを樹脂内に均一に分散し、発泡ガスの気泡の破裂や空洞(ボイド)の発生を無くすことで、外部からの衝撃や曲げ応力に強い発泡樹脂成形品を成形できるスクリュー並びに車輌用内装部材の製造方法を提供することを目的とした。
【解決手段】スクリュー1は、シリンダーバレルに収容されて成形機の一部を構成し、樹脂が溶融状態である領域(計量部Mz)が少なくとも1条以上のフライト7で構成されている。フライト7は樹脂の進行方向に向かう側面が凹状の曲面9であり、当該フライト7は樹脂の進行方向に貫通した複数の切欠き31を有している。
(もっと読む)
射出成形用金型及び該成形用型を用いた射出成形品の色替え方法
【課題】色替えに要する手間や時間を大幅に削減することが可能な射出成形用金型を提供する。
【解決手段】射出成形用金型を、射出ユニット60から成形材料M1,M2を導入するための導入口I1,I2が設けられたノズルタッチブロック10と、導入口I1,I2からそれぞれ導入された成形材料M1,M2をそれぞれ独立して案内するためのホットランナーR10,R20が設けられたマニホールド20と、ノズルタッチブロック10をマニホールド20に対して移動可能に支持するための支持手段30とを備えたものとして、ノズルタッチブロック10をマニホールド20に対して移動させてノズル61に接続される導入口を導入口I1と導入口I2とで切り替えることにより、使用するホットランナーをホットランナーR10とホットランナーR20とで切り替えることができるようにした。
(もっと読む)
プラスチック成形品の仕上げ装置
【課題】成形品のパーティングライン等に生じるバリを自動的に除去し、除去後の切削屑が生じないプラスチック成形品の仕上げ装置を提供する。
【解決手段】成形品を保持する治具と、上記成形品に生じたバリに押し付ける加熱具とを備え、上記加熱具は、上記成形品に生じたバリと接触する面に設けられた合成ゴムと、上記合成ゴムを所定の温度に加熱するヒーターから構成され、上記合成ゴムを上記ヒーターにて所定の温度に加熱した後、上記成形品に生じたバリに上記合成ゴムを押し付け、上記バリを溶かして、上記バリが溶けたものを上記成形品の表面に溶着させて平坦にする。
(もっと読む)
向上した音響減衰特性を有するバフル
a)180℃以下の温度まで加熱したときに変形しないポリマー材料(A)から製造されたキャリヤープレートの1つ以上、およびb)熱膨張性材料(B)を含んでなる、内面を有する縦キャビティの封止および音響減衰のためのインサートであって、ポリマー材料(A)が、キャリヤープレートに機械的強度を与える主ポリマー(A1)、および少なくとも1種の制振性ポリマー(A2)を含んでなる、インサート。制振性ポリマー(A2)は、好ましくは、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマー、水素化スチレン/イソプレンブロックコポリマー、スチレン/イソプレン/スチレン/トリブロックコポリマー、および水素化スチレン/イソプレン/スチレントリブロックコポリマーからなる群から選択される。本発明は更に、射出成形によるそのようなインサートの製造方法、およびそのようなインサートを用いた縦キャビティにおける空気伝送振動または構造由来の振動を減衰する方法を包含する。 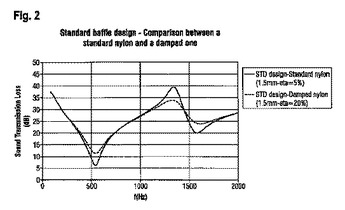 (もっと読む)
(もっと読む)
インモールド用転写箔、及びそれを用いた立体成形品
【課題】
射出立体成形品であっても、層間剥離、白化、割れが少ない意匠性の高い透明ホログラムを有し、さらにセキュリティ性と装飾性の高い色彩可変印刷を有するインモールド用転写箔、及びそれを用いた立体成形品を提供する。
【解決手段】
基材11、離型層13、ハードコート層14、印刷層21、ホログラム層15、透明反射層17、色彩可変印刷層25及び接着層19が設けてなり、前記ホログラム層15が(1)、(2)及び(3)を含む組成物を電離放射線で硬化させてなる層であり、前記ハードコート層14が前記ホログラム層15と同一樹脂の(1)及び同一樹脂の(2)を含む組成物を電離放射線で硬化させてなる層であることを特徴とする。
(もっと読む)
光学素子の製造方法
【課題】 光走査装置に用いられるプラスチックより成る光学素子を成形用金型を用いて射出成形して製造するとき、像面湾曲が低減でき、更にfθ特性を十分に満足した光学性能を有する光学素子を容易に製造することができる光学素子の製造方法を得ること。
【解決手段】 光走査装置で使用される光学素子を成形用金型を用いて射出成形にて製造するとき、成形条件を設定するイニシャル成形工程と、光学機能面の曲面モデルを決定する形状近似工程と、鏡面駒の形状を補正加工する第1の補正工程と、焦点ずれ量測定工程と、焦点ずれ量の敏感度を算出する敏感度算出工程と、非球面係数を再設計する再設計工程と、鏡面駒の形状を補正加工する第2の補正工程と、第2の補正工程で得られた鏡面駒で射出成形を行う本成形工程とを有すること。
(もっと読む)
合成樹脂歯車
【課題】 外周面に凹溝を有するインサート部材をインサート射出成形により歯部と一体化した合成樹脂歯車において、歯の成形精度、特に、歯幅方向中央部の精度を高めた、高精度の合成樹脂歯車を提供する。
【解決手段】 平歯車またはハスバ歯車状の複数の歯21を有する歯部2とインサート部材4とが射出成形により一体化された合成樹脂製歯車1において、インサート部材4の外周面には、歯車両端面を結ぶ方向に延在する凹溝41が形成されるとともに、歯の歯スジ方向と、インサート部材の凹溝の方向が、半径方向から見て互いに所定の角度で交わるような方向にされ、さらに、歯車の歯幅方向中央部における断面において、インサート部材の凹溝41が、歯部の歯底21aと円周方向位置で略一致するようにされたことを特徴とする合成樹脂歯車。
(もっと読む)
光輝性樹脂成形品及びその製造方法
【課題】凸凹形状を有する金属薄膜の表面側を透明な保護部材で被覆した光輝性樹脂成形品を容易に製造し得る製造方法の提供を目的とする。
【解決手段】金属薄膜の両面に樹脂層を一体的に配設して凸凹形状5を形成した光輝フィルム2を一方の金型の型面にセットした状態で金型を閉じて保護部材3又は支持基材4のいずれか一方を射出成形して、保護部材3又は支持基材4のいずれか一方と光輝フィルム2が一体的に溶着した半成形品を得、さらに、前記半成形品を他方の金型に残した状態で前記一方の金型を交換し、保護部材3と支持基材4のいずれか他方を射出成形することで、光輝フィルム2の両面に保護部材3と支持基材4が夫々一体的に溶着した光輝性樹脂成形品1を製造するようにした。
(もっと読む)
樹脂成形体および樹脂成形体の製造方法
【課題】樹脂部品とモールド樹脂とを確実に融着させて一体化できる樹脂成形体および樹脂成形体の製造方法を提供することである。
【解決手段】上記した目的を達成するため、本発明の課題解決手段の樹脂成形体1は、樹脂部品2をインサート成形してモールド樹脂3と一体化されてなり、モールド樹脂3が、樹脂部品2の外周を被覆する被覆部3aと、被覆部3aとは別個のゲートG1から射出され被覆部3aとは独立して樹脂部品2の外周を被覆する融着部3bと、樹脂部品2の外周を覆って被覆部3aと融着部3bとを接続するとともに肉厚が被覆部3aおよび融着部3bの肉厚より薄肉の絞り部3cとを備えたことを特徴とする。
(もっと読む)
熱伝導性樹脂組成物
【課題】十分に高い伝熱特性を有しかつより安価な熱伝導性樹脂組成物を提供すること。
【解決手段】本発明の熱伝導性樹脂組成物は、熱硬化性樹脂中に伝熱性材料が均一に分散され、該熱伝導性樹脂組成物の成形体の切断面を二次元的に解析した場合に、該切断面に粒子径が0.3〜250μmの伝熱性粒子が含まれ、そして該伝熱性粒子のうち、0.3〜10μmの範囲の粒子径を有する各粒子間の距離が7μm以下である。本発明の熱伝導性樹脂組成物は、射出成形という非常に量産性の優れた加工方法において成形することが可能である。
(もっと読む)
射出成形方法および射出成形装置
【課題】射出成形機において、キャビティ内の環境を良好に制御するし、射出工程において、溶融樹脂の酸化を防ぐと共に、キャビティ内の温度が低下し、溶融樹脂の流動性が低下することを防ぎ、冷却工程において、キャビティ内の温度を速やかに低下させる。
【解決手段】溶融樹脂を金型のキャビティ内に射出し冷却して固化する射出成形方法であり、射出工程において、金型の近傍に設けた加熱装置で供給ガスを加熱した高温ガスをキャビティ内に注入して、キャビティ内をガス雰囲気とすると共に、キャビティ内の温度を高めた後、キャビティ内に溶融樹脂を射出する。溶融樹脂を射出した後の冷却工程において、キャビティ内に冷却用ガスを注入してキャビティ内の温度を低下させ、キャビティ内の溶融樹脂を冷却して固化させる。
(もっと読む)
接合体の製造方法
【課題】金属表面に設けた凹凸形状が小さくても十分にアンカー効果を得ることができる樹脂と金属部材の接合体の製造方法を提供することを目的とする。
【解決手段】接合面に凹凸形状を形成した金属部材30を設置する下金型3と、金属部材30が設置された下金型3と型締めされた状態で樹脂10を成型する上金型2とをそれぞれ異なる温度に設定して、成型された樹脂31と金属部材30の接合体32を製造する。下金型3の金型温度を樹脂10の常用耐熱温度を超える温度に設定することで、樹脂10が金属部材30の凹凸形状に入り込み、成型と金属部材30との接合を両立させた一体成型が実現できる。
(もっと読む)
2,101 - 2,120 / 6,556
[ Back to top ]