
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
2,201 - 2,220 / 6,556
石鹸の製造方法及び製造装置
【課題】所望の形状の石鹸を効率良く製造することができる石鹸の製造方法及び製造装置を提供すること。
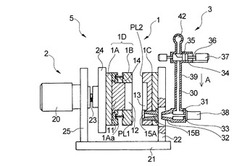
【解決手段】本発明の石鹸の製造方法は、駆動源20に接続され所定方向に往復動可能な蓋型1Aを含む複数の割型1A,1B及び1Cを組み付けることによって内部に成形用のキャビティ10が形成され、且つ駆動源20を用いて蓋型1Aを動作させることによってキャビティ10の容積を調整可能な成形型1の該キャビティ10に、溶融石鹸を充填して冷却固化させる工程を備えている。蓋型1Aにかかる圧力が、溶融石鹸の充填開始時から充填完了時の間は0.2MPa以下、該溶融石鹸の充填完了時から冷却完了時の間は0.03〜0.2MPaの範囲に維持されるように、キャビティ10の容積を増減させながら溶融石鹸を固化させる。駆動源20は好ましくはサーボモーターであり、該サーボモーターのトルクを制御することによってキャビティ10の容積を調整する。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機

【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
射出成形機、及びその制御方法
【課題】同一条件下では、同一の計測結果(荷重値)が得られ、成形条件を一様にできる射出成形機、及びその制御方法を提供すること。
【解決手段】射出成形機に取り付けられるロードセルの荷重換算値を予め求め、かかる荷重換算値を射出成形機の制御装置に組み込む。その荷重換算値に基づき、ロードセルが計測した荷重値を修正し、正規の荷重値に換算することとした。そして制御装置で、換算された正規の荷重値を用いて、射出成形機における成形作業の制御を行わせることとした。
(もっと読む)
OA用ブレード用金型
【課題】ショートだけでなく、バリの発生も抑制して効率良く製造できるように設計したOA用ブレード用金型を提案する。
【解決手段】長尺形状のプレート上に、弾性部材が長手方向に沿って設けてあるOA用ブレードの製造に用いる金型であって、プレートがセットされる金型表面に粗面加工が施してあるので、OA用ブレードを製造する際にキャビティ内に滞留していた不要ガスを排出するガス逃げ機構として機能させることができる。よって、製造時にショートの発生を確実に防止して、製品の歩留り向上を図ることができる。
(もっと読む)
成形品の製造方法、及び熱交換用膜エレメント
【課題】フィルムの大きさを問わず、該フィルムを単独で枠体に貼設(一体成形)できる技術を確立する。
【解決手段】樹脂製枠体にフィルムを貼設した成形品は、1)フィルムを溶剤可溶性又は溶剤崩壊性の補強層で補強し、2)射出成形金型に前記補強されたフィルムを挿入し、3)前記金型に樹脂を供給して枠体を射出成形しつつ前記補強されたフィルムに貼り付け、4)得られた射出成形体を溶剤で処理して前記補強層を除去する方法によって製造する。前記フィルムは、延伸多孔質ポリテトラフルオロエチレンフィルムが好ましく、透湿性樹脂が前記延伸多孔質ポリテトラフルオロエチレンフィルムと複合化されているのが好ましい。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
型締装置
【課題】キャビティ内樹脂圧による型開力の偏りが発生しても、金型の分割面からの成形材料の吹き出しを抑制し、かつ、金型の寿命を延ばすことができる型締装置を提供する。
【解決手段】型内圧力が型盤中心に対し対称でない成形に対して、型内圧力による型開力を推定し、推定された型開力に対応するように、各タイバーに負荷する型締油圧値をそれぞれ決定し、この決定した各型締油圧値になるように各タイバーへの供給油圧を分配する制御装置を備える型締装置。
(もっと読む)
塗布具用コーム状ブラシの成形方法および塗布具用コーム状ブラシ
【課題】複数のブリッスルを備えたコーム状ブラシの成形方法において、コームの成形不良(ショートモールド)の発生を抑えて、生産性を向上させる。
【解決手段】成形すべきブリッスル11の長さ方向の一端に射出用ゲート18を備えた成形材料の溜まり部12を有し、他端に射出用ゲート18を備えない成形材料の溜まり部14を有する成形品17Aを成形する金型15Aを用意し、ゲート18を備えた溜まり部12から、他方の溜まり部14に向けて成形材料を注入し、成形後、金型15Aから離型された成形品17Aのブリッスル部を、台座となる側の溜まり部12から、形成されるべきブリッスル11の長さLに相当する位置で切断する。
(もっと読む)
ポリ乳酸系樹脂成形品の製造方法
【課題】従来、結晶造核剤としてトリメシン酸トリアミド化合物などが提案されているが、金型温度が80℃以下の場合、成形品の耐熱性はせいぜい80〜90℃程度であり不十分なものであった。そこで本発明は、80℃以下の金型温度で成形した場合であっても従来にない高い耐熱性を得ることができるポリ乳酸系樹脂成形品の製造方法を提供することを目的とする。
【解決手段】ポリ乳酸系樹脂とトリメシン酸トリアミド化合物とを混練して得られる樹脂組成物を射出成形するポリ乳酸系樹脂成形品の製造方法であって、以下の条件で行うことを特徴とする。
(a)樹脂組成物中のトリメシン酸トリアミド化合物の配合量:0.7〜1.3重量%
(b)混練温度:200〜210℃
(c)シリンダー温度:210〜240℃
(d)シリンダー内の滞留時間:0.5〜2分
(e)金型温度:60〜85℃
(もっと読む)
射出成形機の制御装置および射出成形機
【課題】射出成形機の充填・保圧制御において、樹脂の充填・保圧動作に起因して発生した外乱に起因する、射出用モータの速度追従特性の劣化を補償し、過渡応答特性を改善して、安定した制御を行うことができる射出成形機の制御装置を提供する。
【解決手段】スクリューの動作速度を決定する速度指令信号を入力し、速度指令信号からスクリューを駆動するモータの動作速度を示す速度信号を引いた速度偏差信号に対し二回以上の積分特性を有する演算を行い、モータを駆動するためのトルク指令信号を出力する。
(もっと読む)
ペレット供給装置
【課題】サイトガラスの内部を効果的に除電することを可能にするペレット供給装置を提供する。
【解決手段】ペレット供給装置100は、ペレットを収納するホッパー2と、ホッパーと成型装置7とを接続するサイトガラス1と、サイトガラスの内部を除電する除電器200と、からなり、除電器200は、軸方向に貫通孔が形成され、一端がサイトガラス内に位置するパイプと、導電性材料からなる自己放電電極と、からなり、自己放電電極は、自己放電電極の先端がパイプの軸方向において貫通孔と重なり合うように、パイプに取り付けられている。
(もっと読む)
ピペット
この装置は、プラスチックから製造され、一端に周囲環境に通じる1つの出口オリフィス(14)を有するとともに、他端が塞がれる一体のピペット管(12)を備える。出口オリフィス(14)の領域には、自由に流れる物質を充填可能な塗布装置(22)が設けられる。 (もっと読む)
光学デバイス用加飾成形品およびその製造方法
【課題】 軽量で厚みの薄い省スペースであり、また、加飾層が意匠的な効果と光源の光を遮光する光学式デバイス用加飾成形品を提供する。
【解決手段】 透明成形樹脂層の上面中央部が透明な窓部からなり、該透明成形樹脂層の上面外枠部に光源の光を遮光するための加飾層が形成され、該透明成形樹脂層の加飾層下部に光源を設置できるスペースが備えられた光学式デバイス用加飾成形品であって該光源から発生した光が前記透明成形樹脂層内を全反射で伝播するよう形成されたことを特徴とする光学デバイス用加飾成形品である。製造方法は、基体シート上に加飾層を形成した転写シートを作成し、該転写シートを射出成形金型内にセットして型締めし、該転写シートの加飾層形成面から溶融した透明射出成形樹脂を射出成形金型内に充填し、冷却後、前記射出成形金型を開いて基体シートを剥離することにより、透明成形樹脂層の上面に加飾層を形成することを特徴とする。
(もっと読む)
射出成形装置の金型温度調節回路及び熱媒体の排出方法
【課題】射出成形装置の金型温度調節回路に残る熱媒体の排出を早めることにより、射出成形装置における熱交換のエネルギー効率を向上する。
【解決手段】金型温度調節回路は、熱媒体の供給側合流配管25Aと排出側合流配管25Bとを連結する金型バイパス配管21A,21Bと、両管に設置した金型バイパス開閉弁45A,45Bと、供給側合流配管25Aに設けた加熱用媒体と冷却用媒体と掃気用圧縮空気の通過を検知する通過熱媒体センサ41と、予め設定した金型目標温度と金型温度センサ42により検知した金型温度を比較判定する金型温度判定プログラムと、開閉弁45A,45Bの開閉時期を調整するタイマーのタイムアップおよび/または通過熱媒体センサ41の検出信号により通過熱媒体の種類を判定して開閉弁45A,45Bの開閉時期を調整する通過熱媒体判定プログラムとを格納した金型温調制御装置を備える。
(もっと読む)
設定画面、射出成形機及び成形条件変換方法
【課題】成形条件を射出成形機に適合する成形条件に、短時間で、かつ、容易に変換することができるようにする。
【解決手段】設定画面において、射出成形機の成形条件を設定することができるようになっている。そして、成形条件を設定する必要がある射出成形機とは仕様の異なる射出成形機の成形条件を参照するための参照用の操作要素、及び該参照用の操作要素によって参照された前記仕様の異なる射出成形機の成形条件を、前記成形条件を設定する必要がある射出成形機に適合する成形条件に変換するための変換用の操作要素が表示される。設定画面に参照用の操作要素及び変換用の操作要素が表示されるので、操作者は、各操作要素を操作するだけで、成形条件を短時間で、かつ、容易に変換することができる。
(もっと読む)
射出成形機の型締力設定方法
【課題】 バリ不良の発生しない必要最小限となる適正型締力を的確に設定するとともに、樹脂の充填に伴う金型の変化に係わるより広範な情報を得る。
【解決手段】 最大型締力(100〔%〕)から所定の大きさを順次低下させた型締力(100〔%〕,80〔%〕,70〔%〕…)により順次型締めして試し成形を行うとともに、金型2の固定型2cを支持する固定盤3c及び金型2の可動型2mを支持する可動盤3mの外面3cf,3mfに付設した型位置センサ4により射出工程における固定盤3cに対する可動盤3mの相対位置(型位置Xc)を検出し、少なくとも、当該型位置Xcに所定の条件を満たす変化が生じたなら当該変化が生じたときの型締力に対して所定の大きさだけ増加させた型締力を適正型締力Fsとして設定する。
(もっと読む)
OA用ブレード
【課題】ショートだけでなく、バリの発生も抑制して効率良く製造できるように設計したOA用ブレードを提案する。
【解決手段】長尺形状のプレート上に、弾性部材が長手方向に沿って設けてあるOA用ブレードであって、前記硬質プレートの表面に粗面加工が施してある。表面粗さについてのRa値が0.1μm以上、0.5μm以下であるのが望ましい。また、更にはRsk値が正値であるのが望ましい。プレートの表面に粗面加工が施してあるので、これをOA用ブレードの製造に際して金型の所定位置にセットすると、キャビティ内に滞留していた不要ガスを排出するのに役立つガス逃げ機構として機能する。よって、ショートの発生を確実に防止して、製品の歩留り向上を図ることができる。
(もっと読む)
検査装置
【課題】取出機との間での成形品の受渡しに工夫を施すことにより成形機の横に検査装置を省スペースに設置することを可能とする検査装置を提供する。
【解決手段】成形機3で成形された成形品Mをその撮像画像に基づいて外観検査するための検査装置1であって、照明手段と撮像手段を配置する検査室11が筐体10により囲まれて暗室とされ、検査室11が成形機3の横に設置され、成形品Mを保持する保持部7が検査室11の側板部13の内側面に設けられ、保持部7を設けた側板部13は、その側板12a面に対して垂直方向に移動して開閉され、成形機3から成形品Mを取り出す取出機2と保持部7との間で成形品Mの受渡しを行う受渡し扉として構成される。
(もっと読む)
インサート成形装置及びインサート成形方法
【課題】シェルとコンタクトとを備え、低背化、小型化にも対応可能なコネクタを効率的に製造することが可能であって、製造工程の簡素化、高速化を図ることができるインサート成形技術を提供する。
【解決手段】インサート成形装置100は、連鎖形状のシェル片を供給するシェル供給装置と、複数の接触部及びキャリア部を有する連鎖形状のA,Bコンタクト片を供給するコンタクト供給装置と、シェル片とコンタクト片とを重ね合わせる整列装置109と、整列装置109にて重ね合わせられたシェル片及びコンタクト片を金型112まで搬送する搬送装置115と、シェル片及びコンタクト片を金型112内に位置決めしてインサート成形する金型装置111と、を備え、重ね合わせられたシェル片及びコンタクト片を整列装置109から金型装置111に搬送する間に、シェルとコンタクト片との相対位置を変更する移動機構を搬送装置115に設けている。
(もっと読む)
2,201 - 2,220 / 6,556
[ Back to top ]