
Fターム[4F206JM01]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 混合、可塑化、計量工程 (312)
Fターム[4F206JM01]に分類される特許
1 - 20 / 312
情報記録媒体収納用ケース
射出成形機の材料供給装置
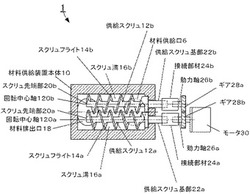
【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
成形機における射出装置
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
射出成形機の計量制御装置
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
射出成形機および射出成形機の作動方法
【課題】加熱筒内にて前側に逆流防止装置が設けられ回転可能かつ前後進可能なスクリュを用いて材料の可塑化工程を行う際に、計量される溶融材料の量を安定させることができる射出成形機および射出成形機の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒内にて前側に逆流防止装置18が設けられ回転可能かつ前後進可能なスクリュ17を用いて材料の可塑化工程を行う射出成形機11の作動方法において、可塑化工程時には逆流防止装置18よりも後方側の加熱筒内の空間が真空状態に保持されるとともに、溶融材料をスクリュ前方28に供給し、スクリュ回転終了より後にスクリュ17を前進させる。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
射出成形方法
【課題】ベース樹脂となるペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合した成形材料をダイレクトミキシング方式で成形した場合でも、ベース樹脂と添加剤との混練・分散性を高めつつ高品質の成形品を得る。
【解決手段】ペレット状のポリ乳酸樹脂と粉体状の添加剤とを混合してホッ5に収容する。サークルフィーダ7と定量切り出し装置8からなる材料供給装置をホッパ5の底部に設ける。インラインスクリュ型の射出成形機を用い、計量工程中のスクリュ3の回転に同期して材料供給装置を作動させる。予め混合されたホッパ5内の成形材料は、標準的な計量時間T100の1.3倍〜2.0倍の計量時間Tsをかけてマスフローとなってシリンダ3の供給口2aから連続供給される。
(もっと読む)
射出装置、射出成形機、及び、射出制御方法
【課題】計量後における計量サーボモータの回転トルクを低減することで不要な電力消費を防止し、機構系の負担を軽減すること。
【解決手段】金型30を開閉する型締装置20と、金型30内に材料を射出する射出装置40とを備え、射出装置40は、金型30内に材料を射出することができるスクリュ54と、スクリュ54を回転駆動するとともに最大限界回転トルクが可変である計量サーボモータ61と、計量サーボモータ61の最大限界回転トルクを、スクリュ54により材料を計量した後、スクリュ54を金型30方向に移動させて射出する前にゼロにする又はゼロに収束させる制御部70とを備えている。
(もっと読む)
樹脂材料の挟み込み防止機能を有する射出成形機
【課題】射出後の保圧工程時に圧力制御でスクリューを前進または後退させる際、シリンダの射出材料供給孔の前方または後方開口縁とスクリューとフライトの間に樹脂ペレットが挟まることに起因する成形品質のバラツキの発生を回避することが可能な射出成形機を提供すること。
【解決手段】射出成形機による計量工程完了の後で保圧工程開始の前に、保圧工程中にスクリュー10のフライト12がシリンダに形成された射出材料供給孔の前方開口縁100または後方開口縁を通過するか否かを予め判定しておき、その判定結果に基づいて、保圧工程より前の段階でスクリュー10を回転させることにより、保圧工程中のスクリュー前進時にスクリュー10のフライト12が射出材料供給孔の前方開口縁100を通過しない位置に調整する。こうして、シリンダの射出材料供給孔の前方または後方開口縁とスクリューとフライトの間に樹脂ペレットが挟まることを防止する。
(もっと読む)
射出成形機の温度分布矯正装置
【課題】 温度制御時に生じる温度分布のオーバシュートを排除し、正規の温度分布となるように、より正確な矯正を行うとともに、温度分布を変更する必要が生じた場合であっても、変更に対する自由度(柔軟性)、更には適応性及び汎用性を高める。
【解決手段】 加熱筒2におけるフィードゾーンZfを加熱する後部ヒータ3fの後方に配設し、後部ヒータ3fよりも、軸方向Fs長さが短く、かつワット密度が大きい矯正ヒータ3sと、後部ヒータ3fの後端3frから矯正ヒータ3sの軸方向Fs中央位置間に配設して、加熱筒2の温度を検出する矯正温度センサ4sと、矯正温度センサ4sにより検出した温度(矯正検出温度)Tsdと予め設定した矯正目標温度Tssに基づいてフィードバック制御を行う制御手段5とを備える。
(もっと読む)
混合方法、射出成形方法、混合装置
【課題】材料を均一に混合することができる混合方法、射出成形方法、混合装置を提供することができる。
【解決手段】少なくとも異なる2種類の材料をタンブラー(容器回転式混合装置)40により混合する混合方法であって、前記タンブラー40内部に、定形の穴を有する固定板42、又は、メッシュからなる固定板42’を設けて混合する。
(もっと読む)
射出成形方法
【課題】ポリ乳酸系樹脂、ポリリン酸塩難燃剤、及びホスファゼンを直接、射出成形装置に供給した場合において、これらの材料を均一に混合することができる射出成形方法を提供する。
【解決手段】ペレット状のポリ乳酸系樹脂50と、粉状のポリリン酸塩難燃剤52とホスファゼン化合物54とを、シリンダー14と、供給部40、圧縮部42、計量部44とを有するスクリュー16を備えた射出成形装置10に直接供給し、供給部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物を砕いて混ぜながら圧縮部に送り出し、圧縮部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物とを溶融し、溶融物を形成し、計量部では、溶融物を計量し、溶融物を射出成形装置からに金型30内に射出する。スクリューは、フライト16Bと、フライトの下流側の側面に隣接し、フライトより低い段差16Cを有する。
(もっと読む)
射出成形機の樹脂替え及び色替え方法
【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
可塑化装置
【課題】より簡易に且つ迅速に、樹脂の状態を把握可能な可塑化装置を提供すること。
【解決手段】シリンダ2内に樹脂を供給するフィーダ4と、シリンダ2内を軸方向に移動するスクリュ3とを有する可塑化装置100は、シリンダ2内の所定位置に設置されたシリンダ圧センサ6と、シリンダ圧センサ6の検出値に基づいて、計量工程の際に圧力が上昇し始める位置を推定する圧力上昇点推定部11と、を備える。
(もっと読む)
射出成形装置
【課題】材料の可塑化状態や圧力値に依存することなく、安定した計量制御を行って精密な成形を行うことのできる射出成形装置の提供。
【解決手段】バレル11に対するスクロール12の回転によって材料を可塑化及び圧送する可塑化部10と、該材料を金型のキャビティ内へ射出する射出部20と、該射出部から該可塑化部への材料の逆流を遮断する逆流阻止機構30とを備えており、該スクロールに回転軸と同軸に一体化された弁体31と、該バレルに一体化されており該弁体と係合する弁座32とを備えている。該弁座が少なくとも1つの弁座溝32aを有すると共に該弁体が少なくとも1つの弁体溝31aを有しており、少なくとも1つの弁体溝が、第1の回転位置において少なくとも1つの弁座溝と対向状態となって該可塑化部及び該射出部間を連通する流路を形成し、第2の回転位置において少なくとも1つの弁座溝と非対向状態となってこの流路を遮断する。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
樹脂成形品、及び樹脂成形品の製造方法
【課題】本発明は、透明性に優れ、しかもアウトガスの発生が少ない新規な樹脂成形品及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】素材Pとしてのポリプロピレン系樹脂組成物を、加熱筒2の上流側から間欠的に供給し、供給された素材Pを加熱筒2の軸心に沿って加熱筒2内に配されたスクリュー3を回転させることによって加熱筒2の上流側から下流側に順次輸送し、加熱筒2を加熱すると共に加熱筒2内を減圧することによって、素材Pからガス成分を遊離させつつ、ベント孔4を介して除去する。
(もっと読む)
射出成形機
【課題】樹脂の可塑化状態をより高精度に監視できる射出成形機を提供すること。
【解決手段】射出シリンダ20内の樹脂の状態を監視する射出成形機は、樹脂の可塑化のために消費される消費エネルギを検出する消費エネルギ検出部10を備える。また、その射出成形機は、消費エネルギ検出部10が検出した消費エネルギに基づいて成形品質を判別する成形品質判別部11と、消費エネルギ検出部10が検出する消費エネルギの変動を抑制する消費エネルギ変動抑制部12と、を備える。
(もっと読む)
1 - 20 / 312
[ Back to top ]