
Fターム[4F206JM06]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 型開き、離型、取り出し工程 (304)
Fターム[4F206JM06]に分類される特許
1 - 20 / 304
電動射出成形機の停電時の運転方法、および電動射出成形機
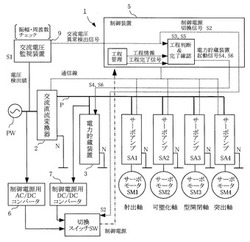
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型

【課題】高い面精度が要求される高品質要求面と、高品質要求面よりも要求される面精度が低い面とを有する射出成形品において、高品質要求面に発生するヒケを要求される面精度が低い面よりも抑制すること。
【解決手段】可動入れ子6を含む固定側金型2と可動側金型4との間に形成されている成形空間へ射出された溶融樹脂Rの表面を可動入れ子6と接触した状態で冷却して固化させ、可動入れ子6と接触した状態で表面が固化した溶融樹脂Rが内部の固化を完了する前に可動入れ子6を移動させて、溶融樹脂Rと可動入れ子6とを離間させた状態で、溶融樹脂Rを冷却して内部の固化を完了させる。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
樹脂成形装置
【課題】使用する樹脂の種類や成形部分の形状の違いに拘わらず、成形品を確実に所望の金型に残留させて取り出す。
【解決手段】第1金型、第2金型及び第3金型を接離可能に配置し、第2金型と第3金型の間に基板56を挟持し、第2金型に形成した成形用凹部38と基板56とで形成されるキャビティ内に、第1金型に形成したランナー溝16と、第2金型に形成した縦ランナー孔を介して樹脂を充填することにより、基板56に実装した電子部品を樹脂封止する。第1金型は、ランナー溝16内で固化した樹脂を突き出すランナーエジェクタピン32と、ランナーエジェクタピン32を作動させる第1金型用エジェクタプレートと、を備える。第2金型は、エジェクタプレートに連動し、成形用凹部38で固化した樹脂を突き出す製品エジェクタピン42を備える。
(もっと読む)
射出成形機の樹脂替え及び色替え方法
【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
樹脂成形品取出し機及び樹脂成形品処理方法
【課題】樹脂成形機から取出された樹脂成形品を樹脂成形機外に開放するまでの途中で所要の処理を実行することにより樹脂成形品の取出し時間が長くなるのを防止する。また、樹脂成形品に対して所要の処理を実行する際に、樹脂成形品の振動を短時間に収束させて樹脂成形品の処理時間を短縮する。
【解決手段】金型及び開放位置に至るチャックユニット(19)の経路途中に処理手段(35)を配置し、チャックユニット(19)が処理手段(35)の位置に停止した際に、静止手段(37・39)によりチャックユニット(19)の振動を収束して静止する
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】射出成形機本体が型開動作又は突出し動作状態にあるとき、オペレータが安全扉を開いて保守点検作業した場合に、これを確認してその後に続く1次監視処理又は2次監視処理をしない待機状態に射出成形機監視装置を制御することにより一段と安全性を高めることができる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】基板に表面実装した半導体素子を樹脂封止した成形品を、金型から離型する際に生じ得る基板の破損を防止し、歩留まりの高い樹脂封止金型装置および樹脂封止方法を提供する。
【解決手段】キャビティブロック63の上面に設けたキャビティ部68に樹脂封止材料を注入するとともに、プリント基板1に表面実装した半導体素子を投入して樹脂封止する樹脂封止装置である。特に、前記キャビティブロック63と保持装置90の下面に設けた当接部材98とで挟持した前記プリント基板1を、前記キャビティブロック63からトランスファーピン66で突き出し、離型する。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法
【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
熱可塑性エラストマー発泡成形体
【課題】高発泡倍率で、ソフト感と表面硬度のバランスに優れた熱可塑性エラストマー発泡成形体を提供する。
【解決手段】表層から順に非発泡層A(1)、低発泡層B(2)、高発泡層C(3)が配置してなり、(a)高発泡層Cの独立気泡率が5%以上50%以下、(b)高発泡層Cのコア倍率XCが2倍以上25倍以下、(c)少なくとも片面の隣り合うA層,B層の厚み、tA、tBの合計が0.7mm以上、であることを特徴とする熱可塑性エラストマー発泡成形体。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
1 - 20 / 304
[ Back to top ]