
Fターム[4F206JN14]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323)
Fターム[4F206JN14]の下位に属するFターム
充填通路の開閉(射出ノズルの弁の開閉を含む) (112)
混合、混練 (17)
ゲートシール (20)
Fターム[4F206JN14]に分類される特許
141 - 160 / 174
RTM系におけるピッチ/熱可塑性/熱硬化性樹脂の改良された放出
樹脂またはピッチは、溶融配合装置(11)中で溶融され、次いで加熱され、ジャケットされた保持タンク(12)に充填される。一対の供給管路(14、16)は、樹脂を保持タンク(12)から受入れ、そして上部ギヤーポンプ(15)および下部ギヤーポンプ(17)に供給する。スタティックミキサ(18、19)のような混合促進機がそれぞれの供給管路(14、16)においてギヤーポンプ(15、17)と供給管路の樹脂放出末端(25、26)との間に位置する。樹脂溶融物供給管路は、圧力指示計(27、28、32、34)および圧力放出弁(23、24)を備えることができる。樹脂溶融物供給管路は、さらにポンプアキュムレータ(31、32)を備えることもできる。ギヤーポンプ(15、17)で生じた樹脂溶融物の圧力は、アキュムレータ内部のピストンを所望する位置まで押戻す。アキュムレータ(31、33)は、さらに供給源量の圧力を一定に維持するために使用することもできる。樹脂は、アキュムレータ(31、33)から溶融配合機(11)に再循環することができる。 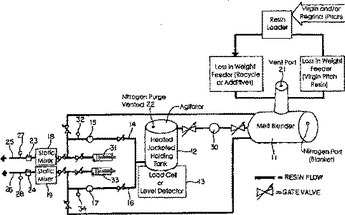 (もっと読む)
(もっと読む)
インサート成形型およびインサート成形方法

【課題】インサート部材の表面と裏面との少なくとも一方に長尺の樹脂材が形成されてなり、インサート部材の変形が抑制されている成形品をインサート成形するためのインサート成形型およびインサート成形方法を提供する。
【解決手段】インサート成形型にフィルムゲートを設け、フィルムゲートのうちキャビティとの連絡口であるゲート端部を表成形面に開口させる。
(もっと読む)
複数の射出成形部材キャビティー内でのコーティング
成形装置は複数の型キャビティー(34,36)を画定する型(12,14)を含む。型キャビティー(34,36)には1以上の第1の組成物インジェクター(30)および1以上の第2の組成物インジェクター(32)が流体接続され、それぞれ成型物が形成される溶融物質および形成された物品をコーティングする組成物が供給される。  (もっと読む)
(もっと読む)
可溶性材料の処理用の射出装置
本発明は、時間と共に変化するシーケンスで、少なくとも2つの溶融物流れが流路システムを経て1つまた複数の成型キャビティに供給される、例えば、熱可塑性樹脂、セラミックまたは合金などの可溶性材料を処理する射出装置に基づいている。
本発明に従って、成型キャビティ(複数のキャビティ)に至り、少なくとも2つの供給流路(6;7)からなる各流路システムに対して1つだけの弁要素が設けられている。弁要素は、溶融物の圧力流路(20)に接続され、かつ半径方向外側に延び、同じく圧力流路(20)に接続された少なくとも1つの分配流路(21)を、供給流路(6;7)の平面内に有する中空のスピンドル(11)からなる。
(もっと読む)
射出成形型

【課題】 サイドゲート方式でありながら溶融樹脂が成形表皮の表側に回り込まないようにして商品性を向上させるとともに、簡素な型構造で経費の低減化を図る。
【解決手段】 第2金型11のパーティング面25に、成形表皮15を第1金型5にセットして型閉めした状態で、成形表皮15の外周端末部から延出してキャビティ23外に位置する延出部17に対応するように延出部セット凹所26を成形表皮15の厚みに相当して凹設する。延出部セット凹所26にサイドゲート27及びランナー29を成形表皮15の延出部17により覆うように形成する。スプル31を延出部17の裏面に対応位置させる。射出機のノズル33からスプル31及びランナー29を経てサイドゲート27からキャビティ23内に溶融樹脂Rを射出して表皮一体成形品45を成形する。
(もっと読む)
射出成形型
【課題】 サイドゲート方式でありながら溶融樹脂が成形表皮の表側に回り込まないようにして商品性を向上させるとともに、簡素な型構造で経費の低減化を図る。
【解決手段】 成形表皮19を第1金型7にセットして型閉めした状態で、成形表皮19の外周端末部が外側に所定角度で傾斜して反り返る反返り部21を収容する反返り部収容凹所27を第1金型7の成形面17にサイドゲート29と連続するように凹設する。射出成形時にサイドゲート29を通過した溶融樹脂Rの射出圧で反返り部21を反返り部収容凹所27の壁面に押し付けるようにする。
(もっと読む)
成形方法
【課題】 部品をインサート成形する場合において、固定ピン等を用いることなく位置ずれを確実に抑制する。
【解決手段】 金型1のキャビティ内に配置された部品2を樹脂によりインサート成形するに際し、所定の金型面1aに設けられたガイド3により部品2を位置決めするとともに、部品2に対してガイド3が設けられた金型面1aに向かって樹脂の流れによる力が加わるように樹脂を注入する。具体的には、部品2のガイド3が設けられた金型面1aと対向する面を高さ方向の基準h0として、部品2の重心の高さ以上の位置から樹脂を注入する。
(もっと読む)
燃料電池セパレータおよびその成形方法ならびにその成形装置
【課題】 材料密度差が少ない、したがって、強度も向上された燃料電池セパレータ、およびその成形方法(製造方法)、ならびにその成形装置(製造装置)の提供。
【解決手段】(1)密度バラツキが±15%以下で曲げ強度が15MPa以上の燃料電池セパレータ。(2)複数のノズル孔52から射出された成形材料同士を、金型面55に衝突する前に、互いに衝突させ微粒化させ、金型キャビティ54内に充填する燃料電池セパレータの成形方法。(3)ノズル51は成形材料を射出する複数のノズル孔52を有しており、該複数のノズル孔52の軸芯の延長線は、ノズル51と金型面55との間で、互いに交差している燃料電池セパレータの成形装置。
(もっと読む)
射出成形装置
射出成形装置(10)は、少なくとも1つの分配器(20)と少なくとも1つの射出成形ノズル(30)を有し、各ノズル(30)は保持要素(40)によって分配器(20)に固定可能である。分配器に対する全てのノズルの迅速な組立と持続的なシールを可能にするために、保持要素(40)は、少なくとも1つの調心及び/又は固定要素(50)を備え、この調心及び/又は固定要素は、長手方向に移動可能に支承されており、分配器(20)とノズル(30)が互いに位置固定されるように最終組立位置で分配器(20)と係合可能である。保持要素(40)は、ノズル(30)を収容するための少なくとも1つの切欠き(41)と、固定要素(50)を収容するための少なくとも1つの別の切欠き(42)を備え、固定要素(50)は、別の切欠き(42)内に長手方向に移動可能に支承されている。好ましいことに、固定要素(50)は、保持要素(40)用の固定要素、特にネジ継手(14)の一部である。  (もっと読む)
(もっと読む)
保持器成形方法及び保持器
【課題】簡単な保持器成形方法で幅寸法の小さな保持器を低価格で一体成形する技術を提供する。
【解決手段】複数の転動体4を1つずつ回転自在に保持する複数のポケット6a,6bが周方向Rに沿って複列で成形され、且つ一方の列を構成する各ポケット6aと他方の列を構成する各ポケット6bとが周方向に対して直交する方向Pに整列した保持器2を成形する際に、一方の割型に成形品(保持器)を残留させ、その残留させた成形品に対して突出力を作用させて、当該成形品を一方の割型から脱型させる。この場合、一方の列を構成する各ポケット6a間には、突出力を受けるための受け部8が一体成形され、これにより各ポケット間の剛性が高められることにより、割型の分割の際に成形品が一方の割型に残留する。
(もっと読む)
マイクロ成形機用特殊射出ユニット
【課題】 小物品または超小物品であっても高精度で高品質な成形を容易に行うことを可能とする。
【解決手段】 可塑化シリンダ101内部の原料を圧送するメーンスクリュー102に原料の一部または全部を貯留しておく原料貯留孔102aを穿設するとともに、その原料貯留孔102aの内部に蓄えられた原料を吐出させる射出用ロッド106を軸方向に往復移動自在に配置し、メーンスクリュー102の原料貯留孔102aを小径に形成することによって原料を少量単位で蓄えることを可能とし、その原料貯留孔102a内の少量の原料を射出用ロッド106により押し出して射出することにより、成形すべき小物品または超小物品に見合った少量または極めて少量単位の原料を安定的に射出させるように構成したもの。
(もっと読む)
土木建築資材およびその製造方法
【課題】 軽量でありながら、長手方向に高強度・高剛性な土木建築資材を提供するを提供する。
【解決手段】 スプル14に流入した溶融樹脂21は、矢印で示すように、スプル14の下端からランナ15に流入して扇状に広がった後、ランナ15の下流端からフィルムゲート16を経てキャビティ11に流入する。溶融樹脂21は、キャビティ11内を図中右方に向けて流れるが、その際に溶融樹脂21中のフィブリル(高分子鎖の束)22が溶融樹脂21の流れ方向に配向する。溶融樹脂21は、成型金型10内で冷却・固化することにより横矢板1となるが、フィブリル22の配向は完成品の横矢板1においても保持され、外周フランジ3や横リブ4が形成されていることも相俟って、横矢板1の長手方向における強度および剛性が著しく高くなる。
(もっと読む)
グリップ付き筆記具用軸筒の製造方法
【課題】グリップ付き筆記具用軸筒の製造方法において、ゲート跡が表面に露出しないグリップを軸筒本体に成形すると共に、射出成形に使用するコアピンの本数を少なくしてコストを下げることができる構造の製造方法とする。
【解決手段】二次成形において、第2キャビティと第2固定側金型と可動側金型と可動側金型に取付けた可動側コアピン及び一次成形で成形された軸筒本体との間で構成される隙間に、第2固定側金型に設けたランナ流路と可動側コアピンに設けたサブランナ流路とを接続した上で、サブランナ流路より軸筒本体の射出口の内側から外側へ向けて弾性樹脂を流し込み、グリップを軸筒本体の外側面に成形した後に、固定側金型に対する可動側金型及び/又は可動側コアピンの移動により、サブランナ流路内のサブランナをグリップから切り離して軸筒を成形する。
(もっと読む)
射出成形金型の検査機及びこれと金型の連結装置
【課題】一定量の成形材料が金型内に充填されると、該材料の流入を自動的に停止し、該材料の漏出を防止する射出成形金型の検査機および当該機と金型の連結機を提供する。
【解決手段】ダミー成形品を形成する材料収容室20を有し、該室内の成形材料を加熱溶融する発熱体を有するタンク16と、基端部で該タンクと該収容室に連通し、先端部では金型のノズルタッチ8に接続されるゲート32と連結されたシリンダ18と、該シリンダ内で進退自在に可動するピストン29と、該収容室と連通する通路を有し、バルブピン37を有するゲートバルブ35と、該シリンダ18内への流体圧力の切換え制御を行うコントローラ40の制御で該ゲートバルブを後退させて該ゲートを開放して成形材料を該キャビティに流入させ、成形材料流入後は該ゲートバルブを前進させて該ゲートを閉塞し、成形材料の該キャビティへの流入を阻止するようにしたことを特徴とする。
(もっと読む)
射出成形装置
【課題】溶融樹脂を射出する射出機1と、この射出機1から射出された溶融樹脂をキャビティ24内で成形する金型20とを備えた射出成形装置において、射出機1の溶融樹脂に混入された異物による金型20の破損を未然に防止するとともに、その異物の混入の有無を金型20の分解をせずに確認できるようにする。
【解決手段】射出機1において樹脂射出口13が形成された射出機側接続部10と、金型20において樹脂導入口48が形成された金型側接続部47と間に異物除去用のフィルタ部材53を配置する。そのフィルタ部材53の各フィルタ孔59の内径d2を、金型20におけるゲートノズル31の樹脂供給口34の内径d1よりも小さくすることで、異物をフィルタ部材53で捕捉できるようにする。
(もっと読む)
ポリプロピレン系樹脂製射出発泡成形体およびポリプロピレン系樹脂製射出発泡成形体の製造方法
【課題】シルバーストリークのない、外観良好なポリプロピレン系樹脂製射出発泡成形体および該成形体の製造方法を提供する。
【解決手段】スキン層および発泡コア層を有するポリプロピレン系樹脂製射出発泡成形体であって、該成形体の少なくとも一つの面における明度の標準偏差が0.6以下であり、かつ該面におけるグロスの平均値が3.5以下であるポリプロピレン系樹脂製射出発泡成形体。発泡剤を含んだ溶融状ポリプロピレン系樹脂をキャビティ面を有する一対の雌雄金型のキャビティ面間に射出することによるポリプロピレン系樹脂製射出発泡成形体の製造方法であって、前記ポリプロピレン系樹脂を両金型のキャビティ面間に射出するときの射出速度が200cc/秒〜1200cc/秒であり、かつ、(キャビティ面間での溶融樹脂の最長流動距離)/(射出時間)が200mm/秒以下であるポリプロピレン系樹脂製射出発泡成形体の製造方法。
(もっと読む)
射出成形装置
【課題】成形サイクルを早くでき、しかも成形機を小型化できると共に金型も小型化できる射出成形装置を提供する。
【解決手段】搬送中にペレットを溶融させて溶融樹脂を供給する可塑化機構Aと、射出シリンダ4と射出プランジャー6とを備えた複数の射出機構Bと、可塑化機構Aで可塑化された溶融樹脂を複数の射出機構Bに供給するために可塑化機構Aと複数の射出機構Bとを連通させる第1連通経路7と、射出機構Bから射出口8を介して金型5内に溶融樹脂を射出するために複数の射出機構Bと1つの射出口8とを連通させる第2連通経路9とを具備した。
(もっと読む)
電磁波シールド成形品
【課題】 電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供する。
【解決手段】 熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の最薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)金属被覆炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
(もっと読む)
金型製作方法
【課題】成形品形状や成形品キャビティに至る樹脂流路形状、成形品外で成形品キャビティを繋ぐ流動支援ランナ形状などの解析値と実際に成形した場合との差によって補正した形状による金型製作方法を提供する。
【解決手段】樹脂成形用金型製作方法において、所定の入力およびパラメータから樹脂流動解析によってキャビティ内各部の樹脂充填完了時間を求め、キャビティ内各部での樹脂充填完了時間が等しくなる形状を定め、試験金型により成形し、実測した樹脂充填状態からキャビティ特定部分に対する他のキャビティ部分の樹脂充填比率を算出し、上記解析によりキャビティ特定部分と他のキャビティ部分との樹脂充填比率の変化を求め、上記変化率を実測による樹脂充填比率から導出した補正比率で補正し、その変化率が1となるときの成形品キャビティに至る樹脂流路2の形状データと成形品外で成形品キャビティを繋ぐ流動支援ランナ3の形状データで金型を製作する。
(もっと読む)
多層構造をもつ樹脂成形体の成形方法及び樹脂成形体
【課題】発泡樹脂成形体の振動特性、光の透過性、熱伝導性、音の透過性、剛性を部分的に変化させる。
【解決手段】表面を形成するスキン層3とその内部を形成する発泡層1からなる樹脂成形体に関し、前記成形体の成形過程中における溶融樹脂の流動方向を変化させて所望の位置にスキン層の合流部2を形成し、合流部と合流部以外の部分との樹脂密度を5%以上変化させる成形方法を提供する。
(もっと読む)
141 - 160 / 174
[ Back to top ]