
Fターム[4F206JN31]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 型開閉、型締 (620)
Fターム[4F206JN31]の下位に属するFターム
型閉じ、型締 (253)
型締後の型締の微調整 (83)
型開き (118)
型の厚さ変化に伴う調整 (68)
Fターム[4F206JN31]に分類される特許
1 - 20 / 98
射出成形機の異常検出装置
【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
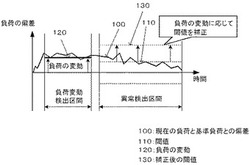
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
歪センサの取り付け構造及び歪測定装置

【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
射出成形機
【課題】長尺の部品が組み付けられるエンドプレートの設置位置をより柔軟に設定可能な射出成形機を提供すること。
【解決手段】竪型射出成形機100は、型締用ボールねじ機構50が組み付けられるエンドプレート12と、上端が可動プラテン11に結合され下端がエンドプレート12に結合されるタイバー13a〜13bとを備える。エンドプレート12は、エンドプレート12の剛性を補強する補強部12xを含み、補強部12xは、エンドプレート12に対して脱着可能である。
(もっと読む)
発泡樹脂成形品成形用の金型構造
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を剥離して発泡層を露出させた発泡樹脂成形品を成形することができる発泡樹脂成形品成形用の金型構造を提供する。
【解決手段】発泡樹脂成形品成形用の金型10は、発泡樹脂成形品の本体部を成形するための本体部成形部10cと、本体部の表面に立設されるリブ部を成形するためのリブ部成形部10bとを有し、該リブ部成形部10bは、リブ部の立設方向に対してアンダーカット状に形成されるリブ部を成形するように形成され、金型10は、発泡樹脂成形品を成形した後に取り出す際に、リブ部成形部10bにリブ部を保持した状態でリブ部の立設方向にリブ部と本体部とを離間させることにより、リブ部に連続する本体部のスキン層を剥離して本体部の発泡層を露出させるように構成されている。
(もっと読む)
電動射出成形機の停電時の運転方法、および電動射出成形機
【課題】停電時に、電動射出成形機のサーボアンプに電力を供給して適切な状態で停止して金型を保護できる電動射出成形機の運転方法を提供する。
【解決手段】電動射出成形機1において、交流電圧を直流電圧に変換する交流直流変換器2の直流回路(P、N)側に、直流電圧を電力として貯蔵すると共に貯蔵した電力を直流回路に供給できる、電力貯蔵装置3を備える。正常時は、電力貯蔵装置3に所定の電力を貯蔵する。型閉工程中、型開工程中、または突出工程中において、交流電圧の異常を検出すると、電力貯蔵装置3から直流電圧を供給してこれらの工程を完了させ、その後電動射出成形機1を停止する。
(もっと読む)
複数の加工部品を別個の金型で、単一のプレス機を用いて同時に成形するためのゴム射出成型装置および方法
【課題】金型の変更時間が実質的に削減されるゴム射出成形装置および方法を提供する。
【解決手段】クランプ機構52は、プレスラム26の略垂直の運動を水平のクランプ力に変換するために、プレスラム26の垂直の往復運動に応答して、ゴムが空洞38に射出されている間、金型を締付けて保持する。金型30は、分割線界面36に沿って互いに接合し、間に金型空洞38を有する2つの金型半体32、34を各々有する。金型半体32、34は自在搬送体62に受けられ、それは次に、間隔をおいた第1のレール58と第2のレール60との間に懸架され、それらに沿って摺動可能である。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
射出成形機
【課題】金型の構造に関連して配置される可動部を実際に動作させることなく、その可動部の動作タイミングが適切であるか否かを操作者に判定させることができる射出成形機を提供すること。
【解決手段】コアトラクタ5を備えた射出成形機100は、コアトラクタ5の動作タイミングを設定する動作タイミング設定部12と、射出成形機100の実際の或いは仮想的な動作に合わせて、動作タイミング設定部12によって設定されたコアトラクタ5の動作タイミングを知らせる情報を出力する動作タイミング情報出力部13と、を備える。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
型締装置
【課題】型締部の移動の時間、特に、型締後の型締部の退避移動の時間を短縮すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部を移動させる駆動手段と、前記駆動手段を制御して、前記第1の型締部が前記第2の型締部に近接する方向に移動するように前記駆動手段に駆動力を発揮させる型締め制御と、前記第1の型締部が前記第2の型締部から離間する方向に移動するように前記駆動手段に駆動力を発揮させる退避移動制御と、を実行する制御手段とを備え、前記制御手段は、前記型締め制御の後、前記駆動手段の駆動力を消失させる消失制御を行った後、前記退避移動制御を行うことを特徴とする。
(もっと読む)
型締装置及び射出成形機
【課題】駆動機構間の誤差や金型の取り付け誤差が解消されるように駆動源に対する制御量を補正すること。
【解決手段】第1の型締部の互いに異なる被付勢部位に対して前記第1の型締部を進退させる移動力を付勢する、複数軸タイプの駆動手段と、軸毎の各々のモータを制御して型締時の型締力を制御する型締力制御手段と、各々の前記被付勢部位の移動量を検出する検出手段と、型締時の制御量を補正するための補正値を設定する補正手段とを備え、前記補正手段は、型締方向に前記第1の型締部が移動するよう各々の前記モータを制御する移動制御手段と、前記検出手段が検出した移動量と前記移動制御手段の制御における指令移動量との差分が規定値を超えた前記被付勢部位について対応する前記モータの制御量に関する制御情報を保存する保存手段と、各々の前記モータの前記制御情報に基づいて前記補正値を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
型締装置、射出成形機及び型締装置の制御方法並びに射出成形機の制御方法
【課題】より安価な構成で金型保護機能を実現すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部を移動させる駆動手段と、を備え、前記駆動手段が、その駆動源としてステッピングモータを備え、前記ステッピングモータを制御して、前記第1の型締部を型開き位置から型締開始位置まで移動させる移動制御手段を更に備え、前記移動制御手段は、前記第1の型締部の移動中に該第1の型締部に過剰な負荷がかかった場合に前記ステッピングモータが脱調するように所定のトルクを前記ステッピングモータに出力させることを特徴とする。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
型締装置及びその制御方法
【課題】 本発明は簡単な形状を成す成形品だけでなく、複雑な形状を成す成形品も容易に製造することができるようにし、また成形品の厚さが均一にできるような型締装置及びその制御方法を提供する。
【解決手段】型締装置は、複数の駆動装置に別々の指令値または目標値を与えることで、複数の駆動装置を各々個別に駆動し、それに伴い複数の駆動装置それぞれに対応した複数のタイバーを各々個別に動作させ、移動盤を移動させる制御装置を備えている。
(もっと読む)
トグル式型締装置におけるトグル機構の劣化診断方法および装置
【課題】 ダイカストマシンや樹脂射出成形機の金型に型締力を負荷し開閉動作を行なうトグル式型締装置において、トグル機構の摩耗による劣化を運転中に測定、診断し、故障が発生することを未然に防ぎ、予防保全する。
【解決手段】 トグル機構における構成部品の相対位置(クロスヘッドの傾きなど)を、非接触式変位センサーで測定し、測定値と予め設定された基準値とを比較することにより、摩耗などによる劣化を自動判定し、警告を発してオペレータに知らせる。成形運転の安定化および生産設備の長寿命化に貢献できる。
(もっと読む)
1 - 20 / 98
[ Back to top ]