
Fターム[4F206JP18]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 成形条件の自動設定、管理、修正 (516) | 成形条件の最適化(適応制御、エキスパート) (283)
Fターム[4F206JP18]に分類される特許
1 - 20 / 283
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
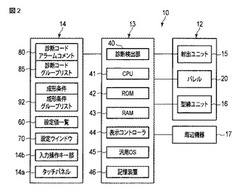
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置

【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
フェノール樹脂成形材料および摺動部品
【課題】摩耗特性及び機械的強度を高いレベルでバランスし、且つ耐水性に優れるフェノール樹脂成形材料を提供する。
【解決手段】(A)アルキルベンゼン変性ノボラック型フェノール樹脂を含むノボラック型フェノール樹脂、(B)レゾール型フェノール樹脂、(C)ヘキサメチレンテトラミン、(D)黒鉛、(E)繊維状のフィラーを含有するフェノール樹脂成形材料であって、前記成形材料全体に対する各成分の含有量が、(A)〜(C)成分の合計が30〜40重量%、(D)成分が30〜50重量%、(E)成分が5〜20重量%である。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
射出成形用金型の温度制御装置
【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
回転型流体輸送機械システムおよび回転型流体輸送機械の制御方法
【課題】被供給部へ流入する流体の温度と被供給部から流出する流体の温度との温度差が大きく、かつ、比較的短時間で大きく変動する場合であっても、回転型流体輸送機械のモータの制御を安定させることが可能な回転型流体輸送機械システムを提供する。
【解決手段】回転型流体輸送機械システム1は、モータ4を駆動源として被供給部2へ流体を送る回転型流体輸送機械3と、モータ制御部11とを備えている。回転型流体輸送機械システム1では、被供給部2へ流入する流体の温度と被供給部2から流出する流体の温度との差(流体温度差)が周期的に変動する。モータ制御部11は、流体温度差を一定時間おきに抽出したサンプリング値の、流体温度差の変動周期の1周期内の最大値を利用してフィードバック値を生成するフィードバック値生成部13と、流体温度差の目標値とフィードバック値とに基づいてモータ4を制御するフィードバック制御部15とを備えている。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
高熱伝導性樹脂組成物の製造方法および成形体の製造方法
【課題】熱伝導率が高い高熱伝導性樹脂組成物が得られる製造方法を提供する。
【解決手段】本発明の高熱伝導性樹脂組成物の製造方法は、下記一般式(1)または(2)で示される繰り返し単位を主として有する熱可塑性液晶樹脂、または、前記熱可塑性液晶樹脂および無機充填剤を、上記熱可塑性液晶樹脂が等方相から液晶相への相転移を経る温度条件下にて混練する工程を含むことを特徴とする製造方法である。
−A1−x−A2−OCO(CH2)mCOO− ...(1)
−A1−x−A2−COO(CH2)mOCO− ...(2)
(式中、A1およびA2は、各々独立して芳香族基等、縮合芳香族基、脂環基、脂環式複素環基から選ばれる置換基を示す。xは、各々独立して直接結合等からなる群から選ばれる2価の置換基を示す。mは2〜20の整数を示す。)
(もっと読む)
射出成形品の製造方法
【課題】熱変形温度が140℃未満のPAS系樹脂組成物を原料として成形品を製造する場合に、上記の熱処理を行なわなくても、成形品の結晶化度を充分高めることができる技術を提供する。
【解決手段】熱変形温度が140℃未満のポリアリーレンサルファイド系樹脂組成物を、金型内表面に断熱層が形成された金型を用い、上記熱変形温度以下の金型温度で射出成形する。金型温度の条件は100℃以下であることが好ましい。また、多孔質ジルコニアから構成される断熱層を、溶射により金型内表面に形成する方法で製造された金型を使用することが好ましい。
(もっと読む)
成形条件の調整支援方法および射出成形機
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
射出生成物製造方法及び射出生成物
【課題】好適な射出成形が可能な射出生成物製造方法及び射出生成物を提供する。
【解決手段】射出生成物製造方法は、金型の内部に設けられたキャビティ内に原料を注入する際における、基準温度プロファイルS予め設定し、射出生成物の製造時における、温度プロファイルを現状温度プロファイルXとして測定し、現状温度プロファイルXと基準温度プロファイルSとを比較し、両者の傾きが異なる場合に、現状温度プロファイルXの傾きを基準温度プロファイルSの傾きに近づくように金型内に設けられた流路を流れる熱媒体の流量を調整し、両者の温度が異なる場合に、現状温度プロファイルXの温度を基準温度プロファイルSの温度に近づくように流路を流れる熱媒体の温度を調整し、現状温度プロファイルXを基準温度プロファイルSの傾き及び温度に近い一定状態に保つことを特徴とする。
(もっと読む)
積層体の製造方法
【課題】少ない導電性フィラーの使用量で優れた電磁波シールド性を示す成形体を製造することが可能な成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂からなる基材に、導電性繊維を含有する導電性樹脂組成物からなる被覆層が積層された積層体の製造方法であって、前記基材を金型内に形成されるキャビティ内に配置する工程と、前記基材と、この基材に対向する金型のキャビティ面と、の間に形成される空間に、熱可塑性樹脂50〜99質量%、及び平均繊維長1〜20mmの導電性繊維1〜50質量%(但し、熱可塑性樹脂、導電性繊維の含有量の合計を100質量%とする)、を含有する導電性樹脂組成物を、射出速度500mm/s以上で充填し、前記基材の上に厚み0.01〜1mmの被覆層を形成する工程と
を有することを特徴とする積層体の製造方法。
(もっと読む)
射出成形機
【課題】樹脂の可塑化状態をより高精度に監視できる射出成形機を提供すること。
【解決手段】射出シリンダ20内の樹脂の状態を監視する射出成形機は、樹脂の可塑化のために消費される消費エネルギを検出する消費エネルギ検出部10を備える。また、その射出成形機は、消費エネルギ検出部10が検出した消費エネルギに基づいて成形品質を判別する成形品質判別部11と、消費エネルギ検出部10が検出する消費エネルギの変動を抑制する消費エネルギ変動抑制部12と、を備える。
(もっと読む)
樹脂封止装置
【課題】ひずみゲージの異常を簡易かつ高精度に検出して成形品の品質信頼性を向上させた樹脂封止装置を提供する。
【解決手段】ワークを樹脂封止する樹脂封止装置であって、ホイートストンブリッジ回路を備えたひずみゲージと、ホイートストンブリッジ回路の四端子における電圧値を検出する検出部と、検出部の出力を増幅するトランスミッタと、トランスミッタの出力をA/D変換して、ひずみゲージのひずみ量を算出するA/D変換部と、ひずみゲージに与えるように指令された荷重とA/D変換部の出力とを比較して、この荷重とA/D変換部の出力との差異が小さくなるようにサーボモータの動作を制御する制御部とを有し、検出部は、ホイートストンブリッジ回路の四端子における電圧値のそれぞれを所定のしきい値と比較することにより、ホイートストンブリッジ回路を構成する抵抗体の異常を検出する。
(もっと読む)
OA機器外装部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かしたOA機器外装部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が80%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られるOA機器外装部品の製造方法。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)で245〜300℃で熱処理したものである。
(もっと読む)
原料組成又は製造条件決定方法
【課題】液晶性樹脂組成物を成形してなる成形体の反り変形の問題を、事後的に発生する反り変形の問題も含めて予め評価することで、反り変形の問題についての評価を行いつつ、成形条件や原料組成の検討を行うことができる技術を提供する。
【解決手段】成形体表面からの深さ方向における、単位深さ毎の樹脂流動方向の歪み量から算出される各単位深さまでの歪み量の積算値の変化が飽和した飽和積算値と反り変形の変形量との間の相関関係を用いる。
(もっと読む)
1 - 20 / 283
[ Back to top ]