
Fターム[4F206JQ06]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 装置細部の共通的特徴 (819) | 取付け、支持、交換 (465)
Fターム[4F206JQ06]に分類される特許
21 - 40 / 465
成形機、その成形機を用いたモールドモータの製造方法、およびその製造方法により製造されたモールドモータを備えた電気機器

【課題】従来の成形手法によれば、副金型で形成される製品の一部の外観不具合やボイドの発生が多くなるという課題があり、またベアリングハウジングの寸法精度も悪化し、近年の低振動化・低騒音化には対応し難く、さらなる振動・騒音の低減が強く求められていた。
【解決手段】熱硬化性樹脂を挿入するポットを有し、熱硬化性樹脂を金型の内に加圧充填するために稼動させるプランジャーを有する成形機で、プランジャーの熱硬化性樹脂を加圧する面は複数の面に分割され、分割されたプランジャーの熱硬化性樹脂を加圧する面が、それぞれ加圧機によって制御される。
(もっと読む)
射出成形機

【課題】射出シリンダの着脱作業を簡略化した射出成形機の提供。
【解決手段】射出成形機1において、金型4,5を保持するための成形機本体と、成形機本体に保持される金型4,5に型締力を付与する型締力付与部と、成形材料を射出するものであると共に、成形機本体に装着され且つ成形機本体に保持される金型と成形機本体との間に対応する領域に突出するフランジ部が設けられた射出シリンダ10とを備え、射出シリンダ10は、型締力付与部からの型締力が金型に付与されない型開き状態において型締力付与部からの金型に対する型締め及び型開き方向に移動可能であると共に、型締力付与部からの型締力が金型に付与される型締状態において金型4,5と成形機本体との間でフランジ部が挟持されて型締め及び型開き方向への移動が規制されるようにする。
(もっと読む)
抑制治具付シート幅センサを備えた両面加飾射出成形装置
【課題】両面加飾用射出成形装置において、固定型用転写シートの幅方向マーク近傍が変形しても適切な固定型用転写シートの位置合わせを行う。
【解決手段】シート幅センサ60は発光体と受光体を有し、発光体と受光体の間に固定型用転写シートを位置付けるものである。シート幅センサ60は、一方面が発光側平板シート面64である発光側平板62と一方面が受光側平板シート面74である受光側平板72を有し、発光側平板シート面64と受光側平板シート面74は平行に保持され、発光側平板シート面と前記受光側平板シート面の間隔が0.1mm以上1.5mm以下に保持されていて、固定型用転写シートに形成された幅方向マークを検出する。
(もっと読む)
フィルム一体化成形品製造システム
【課題】フィルムがカールしていても、埋め込み体が所望の位置/姿勢でフィルムに埋め込まれたフィルム一体化成形品を製造する。
【解決手段】埋め込み体が埋め込まれたフィルムを備える成形品の製造システムであって、成形品を射出成形する金型30を備える射出成形装置58と、フィルムの第1表面を吸着する平坦な吸着面を備えた吸着テーブル70と、フィルムを吸引して吸着保持する平坦な吸着保持面を備え、吸着テーブル70に吸着されたフィルムの第2表面に吸着保持面を押し当てて吸引することによってフィルムを保持し、保持したフィルムを金型30に位置合わせするロボット96と、金型30に搬送される前に、ロボット96に保持されたフィルムの第1表面に埋め込み体を貼り付ける貼り付け装置56と、ロボット96によって平坦状態で金型30に位置合わせされた、且つ第1表面に埋め込み体が貼り付けられたフィルムを金型30に固定する固定装置とを有する。
(もっと読む)
プラスチック筐体
【課題】金属製ロゴマークをプラスチック筐体から剥がれにくする。
【解決手段】樹脂に埋め込まれた金属製ロゴマーク20が筐体の表面側で露出しているプラスチック筐体を、前記金属製ロゴマーク20が前記筐体の前記樹脂の表面側に露出する露出部21と、前記露出部の表面より高さが低い上面を有する帯状の梁部22を備え、前記梁部22が前記露出部21を連結し、前記露出部21の周縁と前記梁部22の上面が前記樹脂で覆われ、前記梁部22の上面の該樹脂が前記梁部22の縁22bの樹脂を介して裏面の前記樹脂に連結されて強固に保持されるようにする。
(もっと読む)
射出成形方法
【課題】複数の樹脂成形層を別個の成形型を用いることなく形成することができ、さらに、転写シートの搬送機構の簡素化を図ることができる射出成形方法を提供する。
【解決手段】本発明の射出成形方法は、金型を型締めして形成される第1の閉空間S1に、転写シート3に形成されている第1の転写柄21を配置する第1の転写柄配置工程と、第1の閉空間S1に溶融樹脂を射出して第1の転写柄21が転写された第1の樹脂成形層11を形成する第1の射出工程と、第1の射出工程後に金型を型締めして形成される閉空間が拡大されるようにコア部を後退させる成形型後退工程と、成形型後退工程後に金型を型締めして形成される第2の閉空間S2に、転写シート3に形成されている第2の転写柄22を配置する第2の転写柄配置工程と、第2の閉空間S2に溶融樹脂を射出して第2の転写柄22が転写された第2の樹脂成形層12を形成する第2の射出工程とを含む。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
スクリュー式射出装置及びその分解組立方法
【課題】スクリューの着脱作業を容易かつ効率良く行うことが可能なスクリュー式射出装置と、その分解組立方法とを提供する。
【解決手段】射出用ビルトイン型モータ9を構成するケーシング9aの端面に、射出用ビルトイン型モータ9の回転子9cに強嵌合されたスリーブ14と、ボールねじ機構10を構成するねじ軸12の一端とを締結するボルト15を外部から臨むことが可能な透孔17を開設する。透孔17は、ねじ軸12の回転中心を中心とする円周上に、ボルト15の回転軌跡とほぼ同一の曲率で形成する。透孔17を通してケーシング9a内に工具を差し込み、工具にてボルト15を押圧することにより、射出用ビルトイン型モータ9を手動にて操作する。これにより、電源が遮断されているときにも、射出用ビルトイン型モータ9の回転駆動が可能になり、スクリューの着脱作業が容易になる。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 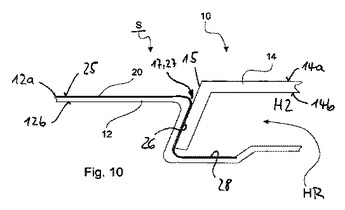 (もっと読む)
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
電子部品の製造装置及び電子部品の製造方法
【課題】本発明は、多孔性部材に吸着固定される電子部品をモールド射出成形する電子部品の製造装置及び電子部品の製造方法に関する。
【解決手段】本発明の一実施例による電子部品の製造装置は、電子部品が装着される多孔性部材であって少なくとも1つからなり、上記電子部品が収容される内部空間が形成される上部及び下部金型と、上記上部及び下部金型の内部空間に離型フィルムを提供する離型フィルム提供部と、上記電子部品がモールド射出成形されるように上記内部空間にモールディング樹脂を提供するモールディング樹脂提供部と、を含むことができる。
(もっと読む)
直動案内装置用仮軸
【課題】レールカバー仕様の直動案内装置においてスライダを装着する際に、レールカバーの浮き上がりを防止してスライダ内のインナシールの損傷を防ぐとともに、仮軸の材料選択も容易とする。
【解決手段】この直動案内装置100用の仮軸20は、仮軸本体22と、この仮軸本体22の上面を覆うようにしてその側面に係止される仮軸カバー24とを備えている。そして、この仮軸カバー24は、レールカバー7の側端部7tに隙間無く突き合わされる突合せ端面24tを有するとともに、仮軸本体22の上面22jを軸方向Sに沿ってスライド移動可能になっている。
(もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】成形同時転写品の成形品質が低下し難くする。
【解決手段】型締めにより転写シート1との間で樹脂充填用のキャビティを形成する第1金型A1と、転写シートが当接する凹状のキャビティ面C2、型締時に第1金型との間で転写シートを挟持する把持部8を備えた第2金型A2と、型締時及び樹脂注入時に、転写シートをキャビティ面の側に吸引する吸引機構10とを備え、型締時の吸引に際し、転写シートのうち、キャビティ面に対向する対向領域1aと把持部8により挟持される把持領域1bとの境界部分1cが、凹状のキャビティ面の縁部で過度に曲がるのを防止するよう、把持領域を縁部に対して第1金型の側に位置させる曲げ緩和部11を第2金型の把持部に設けてある。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
クランプ部材がキャビティ面の一部分となる成形同時転写用金型と成形同時転写品の製造方法
【課題】成形品において、転写シートの転写層が転写される領域の近傍であって、かつ、同一面に、ボスやリブなどに代表される凸凹形状を転写できる金型を得ることである。
【解決手段】相互に開閉可能な一対の金型である第一金型10と第二金型60、及び第一金型に設けられた第一クランプ部材20からなる成形同時転写用金型である。第一クランプ部材20はシート当接面21と、シート当接面に対向する面であるキャビティ延伸面22を有し、キャビティ延伸面22には転写形状23が形成されている。第一クランプ部材により第一転写シート17を挟持しつつ、第一金型と第二金型を型閉めしたとき、第一キャビティ構成面11及びキャビティ延伸面22並びに第二キャビティ構成面61に取り囲まれるキャビティ2が形成される。
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
ガラス窓を備えた射出成形部品、及びその製造方法
【課題】 射出成形時にインサートするガラス板の破損を防止すること。
【解決手段】 ガラス窓を備えた射出成形部品において、ガラス窓は、射出成形時にガラス板20をインサートしてなるものであり、ガラス板は、長さLが15.0[mm]以下、幅Wが7.5[mm]以上の長方形を呈するとともに、厚さTが0.3−0.6[mm]のものであり、射出成形部品の樹脂成形部10は、ガラス板の正面側と当接する当接面11と、ガラス板の角部をそれぞれ保持する複数の保持部12とを備えたものである。また、その製造方法において、射出成形を行う射出成形装置の金型100は、ガラス板を吸着する複数の吸引孔121を備え、複数の吸引孔は、ガラス板の中心oからの距離が等しく、ガラス板の中心oを中心とし且つ複数の吸引孔を含む最小の円Oは、その直径をDとするとき、(1/3)W≦D≦(2/3)W、の関係が成り立つように設定した。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
21 - 40 / 465
[ Back to top ]