
Fターム[4F206JQ06]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 装置細部の共通的特徴 (819) | 取付け、支持、交換 (465)
Fターム[4F206JQ06]に分類される特許
41 - 60 / 465
縦型射出成形機および縦型射出成形機の作動方法
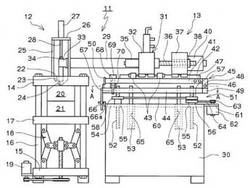
【課題】装置全体の高さを抑えることができ、ノズルタッチ作業が容易であるとともに型締時における成形金型のノズルタッチ面の位置の変化に対応することの容易な縦型射出成形機を提供する。
【解決手段】縦型型締装置12と横型射出装置13を組み合わせた縦型射出成形機11において、横型射出装置13には射出機構31を昇降させる昇降機構51と、射出機構31を揺動させる揺動機構45とが備えられており、姿勢を保った状態での射出機構31の昇降と、ノズル22の揺動をさせることができる。
(もっと読む)
金型移載装置

【課題】本発明は、ローラを備えた金型ラックから搬送台車へ金型を移載する作業を、簡便でありながら確実かつ安全に実施できる金型移載装置の提供を課題とする。
【解決手段】本発明の金型移載装置(1)は、金型(M)を移載する複数のローラ(13)と該金型の移動を規制する金型ストッパ(30)とを備えた金型ラック(10)と、上下動可能なローラアーム(40)の先端に金型ラックと係合するフック(46)を備えた搬送台車(20)とからなり、前記金型ラックのローラと前記ローラアームのローラ(421)の上面高さを一致させる該ローラアームの上下動により、前記搬送台車が前記フックおよび前記金型ストッパを介して前記金型ラックと係合するとともに、前記金型ストッパの規制が解除されることを特徴とする。
(もっと読む)
樹脂成型品の製造方法及び製造装置
【課題】射出成型法を用いて熱硬化性樹脂から成る樹脂成型品を効率よく製造する方法を提供する。
【解決手段】第1ベース金型111に着脱可能に設けられた第1入子211と第2ベース金型112に着脱可能に設けられた第2入子212を、第1ベース金型111と第2ベース金型112を押圧することにより密着させる。これにより第1入子211と第2入子212の間に形成されるキャビティ23に、そのキャビティ23に接続された圧入路24、25を通して流動状態の熱硬化性樹脂を圧入する。続いて、圧入路を封止すると共に第1入子211と第2入子212を密着させた状態で両者を固定する。そして、第1入子211及び第2入子212から成る入子ユニット21を第1ベース金型111及び第2ベース金型112から取り出し、キャビティ23内の熱硬化性樹脂を硬化させる。
(もっと読む)
樹脂押出し加工装置
【課題】 実験室レベルでも樹脂の有効な加工ができる小型の樹脂押出し加工装置を提供することを目的とする。
【課題手段】 加熱される小径のシリンダー1の下端にオリフィス8を設け、シリンダー1内の溶融樹脂6を押し下げるピストン7を設けてあり、シリンダー1及びオリフィス8の下方にホッパー14を設け、このホッパー14内に冷媒を供給し、ホッパー14の下部にカッター15を設けてある。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 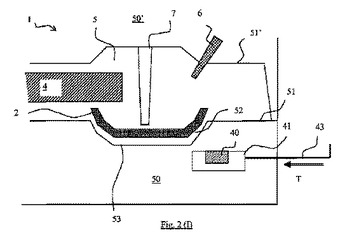 (もっと読む)
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 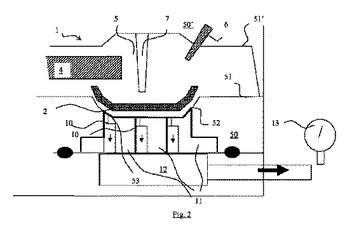 (もっと読む)
(もっと読む)
クイックチェンジ式成形ツーリングを用いるシステムおよび方法
モジュールキャリアユニットにツーリングモジュールを装着し、キャリアユニットが、射出成形プレスの支持部材上に載置されるように、モジュールキャリアユニットを成形プレスに挿入し、ツーリングモジュールがモールドベースの突き出し側と結合するまで成形プレスを閉じる方法。 (もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
成形同時転写用金型及び成形同時転写品の製造方法
【課題】空洞を有する樹脂成形品の金型であって、転写領域に正常に転写が行われて、かつ、転写シートの破れが発生しない成形同時転写用の金型を得る。
【解決手段】転写領域、縦壁と空洞を有し、縦壁は転写領域の外周線から立下り、空洞は転写面の裏側にへこんだ空洞であり、空洞の少なくとも一部の境界面は縦壁である樹脂成形品の製造に用いる成形同時転写用金型であって、表面側金型30、裏面側金型40と置き駒60からなり、表面側金型と裏面側金型によりキャビティ51が形成され、キャビティは空洞相当空間を含んでいて、置き駒がキャビティ内に配置され、空洞相当空間を埋める。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法
【課題】樹脂成形品を複数個所で検査して良否を判別することにより樹脂成形品を高い精度で検査する。樹脂成形機の操作側または反操作側におけるスペースを充分に確保し、金型交換作業や保守作業の障害になるのを回避する。
【解決手段】少なくとも1本のアームを回動して樹脂成形品を保持するハンドユニットを三次元方向へ移動する関節ロボットを成形品開放位置側の本体フレームに固定する。関節ロボットの可動範囲内に樹脂成形品を撮像して画像データを出力する成形品撮像手段を設ける。制御手段により予め設定された移動位置データに基づいて関節ロボットを駆動してハンドユニットを移動制御すると共に入力される画像データと予め記憶された基準画像データに基づいて樹脂成形品の良否を判別する。
(もっと読む)
箔転写射出成形方法及び金型並びに成形品
【課題】転写箔のシワや箔バリの発生を低減した箔転写射出成形方法及び金型並びに成形品を提供する。
【解決手段】キャビティ輪郭部を構成し、可動側金型131に対してバネ111により一定圧力で付勢するスライドコア101を設け、成形時、このスライドコア101によって輪郭形成と、転写フィルム141の固定を行うことにより、成形品輪郭部のシワ発生を抑制する。また、溶融樹脂を射出、成形冷却後に、転写フィルム141のキャビティ輪郭部をスライドコア101で固定した状態で金型を開く。このとき、キャビティ輪郭部における成形品の成形部と非成形部にて、転写フィルム141の基材フィルムと転写箔から転写箔を分離することにより、転写箔を輪郭形状通りに切り取り、箔バリの発生を抑制する。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
射出成形用金型及び該成形用型を用いた射出成形品の色替え方法
【課題】色替えに要する手間や時間を大幅に削減することが可能な射出成形用金型を提供する。
【解決手段】射出成形用金型を、射出ユニット60から成形材料M1,M2を導入するための導入口I1,I2が設けられたノズルタッチブロック10と、導入口I1,I2からそれぞれ導入された成形材料M1,M2をそれぞれ独立して案内するためのホットランナーR10,R20が設けられたマニホールド20と、ノズルタッチブロック10をマニホールド20に対して移動可能に支持するための支持手段30とを備えたものとして、ノズルタッチブロック10をマニホールド20に対して移動させてノズル61に接続される導入口を導入口I1と導入口I2とで切り替えることにより、使用するホットランナーをホットランナーR10とホットランナーR20とで切り替えることができるようにした。
(もっと読む)
材料供給装置および材料供給装置の作動方法
【課題】シャッタ部材と摺動される部材の間の摺動クリアランスへ入り込んだ樹脂粉等により、シャッタの気密シールが損なわれたり開閉不良を来たす等の問題や、または入り込んだ樹脂粉等やシャッタの金属粉等が加熱筒内に供給され、焼けを起こしたり成形品の品質を低下させるといった問題のいずれかを解決した材料供給装置および材料供給装置の作動方法を提供する。
【解決手段】真空吸引可能な加熱筒15内に供給路18,19,20を介して成形材料Mを供給する材料供給装置13において、前記供給路18,19,20を開閉自在なシャッタ部材と、前記シャッタ部材を挟んで両側に開口部が設けられるとともに前記シャッタ部材が格納されるケース部材と、ケース部材の内部空間を負圧状態とする負圧手段31とを有するシャッタ装置25,26を備える。
(もっと読む)
材料供給装置
【課題】
成形材料が入っている材料供給装置1において、ホッパー2の排出口15をシャッター6が開いた状態のまま、ホッパーユニット5を取り外してしまう場合があり、成形材料が散乱してしまうことがあった。
【解決手段】
シャッター6に、ホッパーユニット5の離脱防止手段を設け、シャッター6を閉じた時のみホッパーユニット5をホッパー台4から取り外すことができる様にすることで、排出口15開口時のホッパー2からの成形材料の散乱を防止する。
(もっと読む)
樹脂成形部品の成形方法および装置
【課題】主に、成形された樹脂成形部品における、表皮材の位置ズレや製品不良などを防止し得るようにする。
【解決手段】予備成形された表皮材21を、表皮受台24に載置し、表皮受台24に載置された表皮材21を、移載装置27を用いて樹脂成形金型26へ移載すると共に、表皮材21を樹脂成形金型26へセットし、表皮材21がセットされた樹脂成形金型26へ樹脂原料を注入することにより、表皮材21が樹脂部品本体25に一体化された樹脂成形部品23のインサート成形を行う樹脂成形部品23の成形方法であって、表皮材21に設けた位置決め用耳部51を、表皮受台24に設けた位置決め用耳保持部52に位置決め保持させることにより、表皮受台24に対して表皮材21を位置決めし、表皮受台24に位置決めされた表皮材21に対して、耳部切断装置53で位置決め用耳部51を切断した後、位置決め用耳部51が切断された表皮材21を、移載装置27で樹脂成形金型26へ移載するようにしている。
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
41 - 60 / 465
[ Back to top ]