
Fターム[4F206JQ90]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | その他の成形装置の細部、付属装置 (597)
Fターム[4F206JQ90]に分類される特許
161 - 180 / 597
射出成形方法
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
管継手及び管継手の製造方法,並びに管継手製造用の射出成形金型

【課題】内部に形成された連通路が曲折部乃至は合流部を備えた管継手において,前記曲折部乃至は合流部において前記連通路に内向きに突出する内側コーナー部を弧状に形成する。
【解決手段】管継手1を,管継手1の内部形状を成す内筒体2と,この内筒体2の外周に一体的に形成された外包体3によって形成する。前記内筒体2は,これをブロー成形によって前記連通路10に内向きに突出する内側コーナー部11が弧状となるように製造する。そして,この内筒体2に形成された流路10内にコアピン301a〜301cを挿入して射出成形金型のキャビティ23内に配置し,前記弧状に形成された内側コーナー部11を除き前記内筒体2を溶融温度に加熱した状態で前記キャビティ23内に外包体3と成る溶融樹脂を注入する。
(もっと読む)
樹脂成形装置
【課題】金型が進退動した場合でも、離型フィルムに掛かるテンションを一定の範囲内に調整する。
【解決手段】上型112と該上型112に対して進退動可能な下型114とを備え、該下型114の表面に離型フィルム160を介在させた状態で樹脂封止を行う樹脂封止装置であって、使用前の離型フィルム160が巻回された供給ロール150と使用後の離型フィルム160を巻回して回収する回収ロール151とを下型114に対して水平方向同じ側に配置すると共に、離型フィルム160を供給ロール150から回収ロール151まで案内する複数の案内ローラ154を備え、下型114が進退動した場合でも、離型フィルム160に掛かるテンションを一定範囲内に調整可能なバッファローラ159を備える。
(もっと読む)
樹脂温度計測装置
【課題】本体を前後一対の円形盤の接合体により構成し、その前後部材の接合面に溶融樹脂路を形成して、組立・分解が容易で溶融樹脂路の清掃が簡単に行えるようにする。また本体後部の設置盤に円形盤を採用し、その設置盤のロケート穴に挿入係止できるようにして金型を取外すことなく溶融樹脂の温度を計測できるようにする。
【解決手段】計測装置の本体を前後一対の盤状部材の接合体により構成する。前部材に導入孔と上記流出孔とを設ける。後部材にセンサー装着孔を導入孔の軸線上に設ける。前後部材の接合面に導入孔の両側から弯曲して2方向から流出孔に連なる分岐溝を形成する。分岐溝を接合面により閉塞して溶融樹脂路を形成する。本体後部に支持杆を通して設けたボルトにより連結した円形の設置盤を備える。設置盤は型取付盤のロケート穴に挿入可能な直径からなる。
(もっと読む)
成形同時加飾システム
【課題】加飾シート中に含まれる欠陥を有する絵柄を用いて成形同時加飾を行うことを防止し、その結果として加飾成形品の歩留まりを向上させる
【解決手段】検査装置10で加飾シート71の絵柄91に欠陥があるか否かを光学的に検査すると共に、前記欠陥絵柄91Nに対応して欠陥マーク86aを付与された加飾シート71aを用い、前記欠陥絵柄を用いて成形同時転写しないように、成形同時加飾装置1で欠陥マークに基づいて欠陥絵柄をスキップして位置あわせしないようにする
(もっと読む)
自動車内装パネルの製造方法
【課題】自動車内装パネルの製造において、樹脂製の表皮材のコストを低減するとともに、成形性が良く安価なポリプロピレン樹脂を主成分とする樹脂材料を使用して基材の成形と同時に表皮材を基材に強固に融着させて一体化させる。
【解決手段】自動車内装パネルの製造方法は、樹脂製の表皮材を成形する表皮材成形工程(b)(c)と、表皮材成形工程で得られた表皮材の裏面側に変性ポリオレフィン樹脂を含有するプライマー14によりプライマー被膜を形成するプライマー処理工程(d)と、プライマー処理工程でプライマー処理された表皮材のプライマー被膜側において、ポリプロピレン樹脂を主成分とする溶融した樹脂材料Rにより基材を成形すると共に、該表皮材と該基材とをプライマー被膜を介して一体化させる一体成形工程(e)〜(g)と、を備える。
(もっと読む)
成形同時加飾装置
【課題】欠陥を有する絵柄91Nを用いて成形同時加飾を行うことを防止し、その結果として加飾成形品の歩留まりを向上させることができる。
【解決手段】複数の良品絵柄91及び欠陥絵柄91Nが付され、欠陥絵柄に対応して設けられた欠陥マーク86と幅方向マーク84と長手方向マーク85を有する加飾シート71を用いて成形同時加飾を行う装置である。装置は、前記加飾シート71を金型34,40の間に供給する加飾シート供給部60a,60bと、上記マーク84、85、86を検出するマーク検出センサ82a,82b,83と、センサからの検出結果に基づいて加飾シートの絵柄91を前記金型34,40に対して位置あわせする駆動制御部とを備え、マーク検出センサにより欠陥マーク86Nを検出したときは、前記欠陥マーク86Nに対応する絵柄91Nについて位置あわせしないようにする。
(もっと読む)
射出樹脂成形機用加熱シリンダ
【課題】加熱シリンダの磨耗しやすい部位毎に超硬度スリーブを設けることにより、長期耐用できるうえに、磨耗した部位の超硬度スリーブのみ交換すればよいのでランニングコストを大幅に低減できる射出樹脂成形機用加熱シリンダを目的とする。
【解決手段】樹脂原料供給口3aが形成される供給筒部3と、樹脂を加熱溶融する加熱筒部4と、溶融された樹脂を金型内に射出する射出筒部5とを分離自在な連繋部材6により連結した加熱シリンダ1であって、前記供給筒部3の筒孔30の樹脂原料供給口3aから樹脂送出し方向に発生する樹脂の送り込み摩擦が高い部位に超硬度スリーブ34aを嵌着するとともに、射出筒部5の射出圧が高く樹脂温度が高い部位に超硬度スリーブ54を嵌着し、供給筒部3や射出筒部5が磨耗することを防止するものである。
(もっと読む)
計量中断サックバック
【課題】 近年、成形サイクルタイムの短縮を図るため、計量工程の途中であっても型開工程を開始するいわゆる複合動作が頻繁に行われるようになった。
しかしながら、ホットランナーは装備しているがバルブゲートは未装着である金型を用いて成形する場合、計量工程の途中で金型を開くと「樹脂ダレ」や「糸引き」が発生し、それを取り除くために成形運転を一時停止する必要が生じるので、複合動作を行うことができなかった。
【解決手段】 射出・保圧工程が完了すると冷却工程と計量工程を同時に開始し、計量工程より先に冷却工程が完了した場合、スクリューの回転を停止するとともにシャットオフバルブを開き、スクリューを一定距離後退(サックバック)させ、シャットオフバルブを閉じ、その後残りの計量工程と型開工程を同時に開始することとした。
(もっと読む)
型締力測定センサ
【課題】型締力を測定する歪センサを安定保持し、耐久性に優れ、出力特性も良好で、信号ケーブルの断線防止をも図ることができる型締力測定センサを提供する。
【解決手段】センサ保持体2の中央部に嵌め込んだ弾性嵌込体12の端面に歪センサ5を密着させ、歪センサ5に端部を半田付接続した信号ケーブル5bと、一方のセンサ保持体2と、歪センサに端部を半田付接続した信号ケーブルを前記弾性嵌込体、前記中央部の肉厚部を貫通させてこの中央部より外部に導出した他方のセンサ保持体と、ヒンジ結合により開閉可能に連結し、タイバーの外周に装着して型締力を測定する型締力測定センサ1であって、弾性嵌込体12の端面に設けた半田付部分の膨出部を没入させる没入長溝と、センサ保持体2内における信号ケーブルの配線経路の途中において、その一部を曲がり余裕を持たせつつ固定保持する緩衝接続部とを有する構成とした。
(もっと読む)
樹脂搬送機構を備えた樹脂封止装置、および、当該樹脂封止装置における樹脂の搬送方法
【課題】樹脂搬送機構の搬送能力の向上を図り、全体としてサイクルタイムに優れた樹脂封止装置を提供する。
【解決手段】金型106に対して樹脂タブレット180を搬送するローダ130を備えた樹脂封止装置100であって、樹脂タブレット180を収容可能且つローダ130に着脱・交換可能とされた複数の樹脂ホルダ170を備え、ローダ130が、該ローダ130に装着された樹脂ホルダ170を介して収容されている樹脂タブレット180を搬送可能とされ、更に、ローダ130が樹脂タブレット180を金型106へと搬送するサイクル毎に、空き樹脂ホルダと収容済み樹脂ホルダとを着脱・交換する。
(もっと読む)
金型装置
【課題】補助スプルーが短く金型構造が単純な、汎用の射出成形装置を使用可能な2色成形用金型装置を提供する。
【解決手段】金型装置は、固定側金型1と、固定側金型1に対して開閉自在の可動側金型2と、固定側金型1または可動側金型2の少なくとも一方側に配設されておりかつ2種類の熱可塑性樹脂を成形するための空間11を第1熱可塑性樹脂を成形する第1空間11aと第2熱可塑性樹脂を成形する第2空間11bに仕切る可動仕切部材3と、を有し、さらに第1熱可塑性樹脂を射出する小型射出成形機を内蔵しており、第1空間11aに対して小型射出成形機のノズルを直接的に隣接させていることを特徴とする。
(もっと読む)
金型装置
【課題】第1熱可塑性樹脂を成形する第1キャビティと第2熱可塑性樹脂を成形する第2キャビティが全く異なる形状であったり、それらの接合部が単純ではない形状であったりする場合にも使用可能な可動仕切部材を備える2色成形用金型装置を提供する。
【解決手段】金型装置は、2種類の熱可塑性樹脂を一体成形して2色成形品50を製造する金型装置であって、2種類の熱可塑性樹脂を成形するための空間11を、第1熱可塑性樹脂を成形する第1空間11aと第2熱可塑性樹脂を成形する第2空間11bに仕切る可動仕切部材3を有し、可動仕切部材3は、第2空間11bの一部を形成する穴3aを備えることを特徴とする。
(もっと読む)
射出成形機のフレーム
【課題】 射出成形機フレーム空間部に周辺機器を納めるため、幅方向部材を取り払い、周辺機器等が容易に同空間部に納入できるようにしたフレームは強度的に弱いという欠点があり、この欠点を補うフレームを提供する。
【解決手段】 部材を枠状に取り付けた下枠と、この下枠と同様構成の上枠と、同下枠に垂直に取り付けられ、前記上枠を支える複数個の支柱枠により直方体を形成する形締装置および射出装置を前後方向に配置した射出成形機を搭載するフレームにおいて、少なくとも直方体前後端部の一方の下枠幅方向部材を選択的に取り外し、枠状態を解消可能にしたことを特徴とする射出成形機のフレームとした。
(もっと読む)
射出成形機用ピストン射出ユニット
本発明は、シリンダ(11)と、ピストン(9)と、シリンダの一端に配置されたノズルユニット(4)とを備える射出成形機用ピストン射出ユニットに関する。流動材料は、ピストンによってノズルユニット(4)の中へと圧迫される。シリンダ壁には、供給用開口部(21)が設けられ、流動材料がピストンまたはシリンダの縦軸を横切るようにシリンダ(11)の中に導入されるようになっている。ピストン(9)は、ピストンのノズルユニット側の端に、少なくとも1つの第一の密着領域(23)を有する。密着領域には、ピストンの外面とシリンダの内面が含まれ、これらが相互の平面接触によって相互に密着する。供給用開口部と第一の密着領域との間には、流動材料のための流路(15,17,18,24)が形成されて、ピストンのノズルユニット側の端において、ピストンの外面から所定の距離だけ離れた位置で排出するようになっている。  (もっと読む)
(もっと読む)
射出成形品の除電方法及び射出成形方法並びに射出成形装置
【課題】静電気による塵埃等の異物の吸着が確実に防止され得る射出成形品の除電技術を提供する。
【解決手段】射出成形用金型16の複数の分割型26,28が型開きされた後において、射出成形品10が、未だ成形キャビティ32内に位置せしめられている状態から、複数の分割型26,28同士の間に突き出された状態を経て、複数の分割型26,28同士の間より外部に取り出されるまでの間にかけて、かかる射出成形品10に対してイオンを継続的に照射することにより、射出成形品10の除電処理を行うように構成した。
(もっと読む)
ロータリ式射出成形機
【課題】金型の温度を早く所望の温度にし得るロータリ式射出成形機を提供する。
【解決手段】回転体2と、回転体2を回転可能に支持する支持体3と、温調液路を有するロータリ式射出成形機1であって、温調液路は、回転体2に設けられ開口部2e1,2e2,2f1,2f2を有する回転体側液路2e,2fと、支持体3に設けられ開口部3b1〜3e1を有する一次液路3b,3cと二次液路3d,3eを備えている。開口部3b1,3c1,3d1,3e1は、回転体側液路2e,2fの開口部2e1,2e2,2f1,2f2が回転する円周上に位置している。支持体3には、前記円周上に所定の長さで円弧状に延出しかつ開口部3b1〜3e1が開口される円弧溝3f〜3iが形成され、回転体側液路2e,2fが回転体2の回転時に円弧溝3f〜3iを介して一次液路3b,3cと二次液路3d,3eと連通しつつ回転する。
(もっと読む)
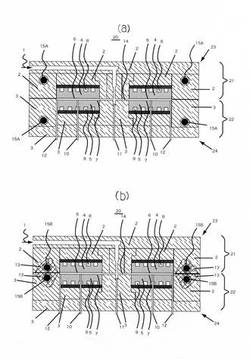
電子部品の樹脂封止成形方法及び装置
【課題】型組品110に形成される外気遮断空間部の真空度を安定して設定する。
【解決手段】型組品110(上型112)に樹脂成形用のキャビティ114と樹脂移送用の樹脂通路115とを有するキャビティ部材603に対して弾性摺動する弾性外気遮断部材604(弾性押圧機構605)を設けて構成すると共に、型組品110を所要の型締圧力にて型締して弾性外気遮断部材604の先端面604aと下型111の型面111aとを所要の押圧力にて当接することにより且つポット141を有するポットブロック140の先端面140aを型組品の側面110aに接合することにより、少なくともポット141とキャビティ114と樹脂通路115とを有する型内空間部を外気遮断状態にして外気遮断空間部501を形成し、更に、この外気遮断空間部501から真空引きすることによって当該外気遮断空間部501を所要の真空度に設定する。
(もっと読む)
成形機
【課題】ビルトイン型モータを成形動作の駆動源とした成形機において、軸受の数を低減すること。
【解決手段】成形動作の駆動源としての電動モータに、内部が中空円筒の固定子と、該固定子の内部に位置する円筒形の回転子とをもつ、中空のビルトイン型モータを用いる成形機において、ビルトイン型モータ以外の回転部材の軸受を、ビルトイン型モータの回転部の軸受に兼用する。
(もっと読む)
射出成形機の横型型締装置
【課題】
プラテンを支持部材によって機台上に支持した射出成形機の横型型締装置において、熱膨張に因るプラテンの中心高さの位置ずれを防止することが望まれる。
【解決手段】
本発明の射出成形機の型締装置は、固定プラテンをその中心高さの位置でその中心に関して対称に機台上に支持する固定支持部材と、その機台上面に敷設されたガイドレール上を移動する直動軸受と、その直動軸受上に案内して可動プラテンをその中心高さの位置でその中心に関して対称に支持する可動支持部材と、そして、それらの支持部材に設けた、プラテン温度に因る熱膨張を抑える熱膨張抑制手段とを含むように構成される。その熱膨張抑制手段には、断熱材、遮熱材、透孔、ファン、あるいは低熱膨張率の材料などを含む構成が採用される。また、その熱膨張抑制手段には、温度センサと温度制御手段とを支持部材に設けて、支持部材間の温度差を抑える構成が採用されても良い。
(もっと読む)
161 - 180 / 597
[ Back to top ]