
Fターム[4F206JQ90]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | その他の成形装置の細部、付属装置 (597)
Fターム[4F206JQ90]に分類される特許
81 - 100 / 597
金型移載装置
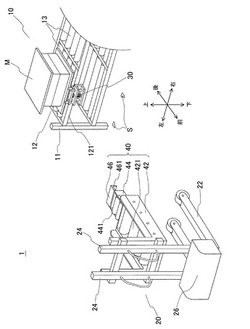
【課題】本発明は、ローラを備えた金型ラックから搬送台車へ金型を移載する作業を、簡便でありながら確実かつ安全に実施できる金型移載装置の提供を課題とする。
【解決手段】本発明の金型移載装置(1)は、金型(M)を移載する複数のローラ(13)と該金型の移動を規制する金型ストッパ(30)とを備えた金型ラック(10)と、上下動可能なローラアーム(40)の先端に金型ラックと係合するフック(46)を備えた搬送台車(20)とからなり、前記金型ラックのローラと前記ローラアームのローラ(421)の上面高さを一致させる該ローラアームの上下動により、前記搬送台車が前記フックおよび前記金型ストッパを介して前記金型ラックと係合するとともに、前記金型ストッパの規制が解除されることを特徴とする。
(もっと読む)
射出成形機、および射出成形方法

【課題】簡単な構成で、効率よく樹脂成形品の多品種少量生産を行うことができる射出成形機、およびその方法を提供する。
【解決手段】本発明の射出成形機は、金型30、34に成形材料を射出充填するための複数の射出装置11、12・・・と、射出装置11、12・・・以上の数の型締装置21、22・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応してその金型30の導入部と接続可能である接続位置P3、P4・・・と、射出装置11、12・・・が型締装置21、22・・・に対して対応しない準備位置P1、P2とに、各射出装置11、12・・・と各型締装置21、22・・・をそれぞれ独立して相対移動させる移動手段と、射出装置11、12・・・と各型締装置21、22・・・の相対的な移動を制御する制御手段とを備えている。
(もっと読む)
樹脂部品の成形方法及び成形金型
【課題】生産効率の高い、かつ省エネに優れた樹脂部品の成形方法を提供すること。
【解決手段】 樹脂11を溶融させ、キャビティ空間85で成形する樹脂部品の成形方法において、キャビティ空間85を備えるキャビティ金型セット8を昇温する昇温工程21と、溶融した樹脂11をキャビティ金型セット8に射出する成形工程22と、キャビティ金型セット8を冷却する冷却工程23と、キャビティ金型セット8から、冷却された樹脂部品を取出す部品取出し工程24を有し、キャビティ金型セット8は、一対の第1キャビティ金型8aと第2キャビティ金型8bを備え、キャビティ金型セット8が金型本体である固定型6及び可動型7から着脱自在である。
(もっと読む)
成形機システム
【課題】複数の成形機の配置スペースを節約できる成形機システムを提供する。
【解決手段】成形機システム1は、複数のダイカストマシン3と、複数のダイカストマシン3に電力を供給する集中電源装置41と、複数のダイカストマシン3の動作を制御する集中制御装置43とを有している。さらに、成形機システム1は、集中電源装置41及び集中制御装置43を共に収容する集中筐体45を有している。
(もっと読む)
充填成形後の突き出しのシミュレーション
相変態/凝固と組み合わせた充填成形および冷却後の部品の突き出しをシミュレートする方法、装置、およびソフトウェア製品。解決領域の幾何学的形状を定義する3次元コンピュータモデルが提供され、境界条件が特定される。解決領域が、メッシュ化され、材料の物理データが取り込まれる。静的平衡方程式が解かれ、部品に対する突き出しプロセスの影響が計算される。 (もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
成形同時加飾成形品の製造方法及びその成形品、並びに加飾シート
【課題】ゲート流れの発生を抑えて、成形同時加飾成形品の意匠性の低下を抑えることができる成形同時加飾成形品の製造方法を提供する。
【解決手段】キャビティを有する金型内に加飾シートを配置した状態で、金型のゲートを通じて溶融樹脂を金型内に射出し、樹脂成形品の表面に前記加飾シートを密着させる成形同時加飾成形品の製造方法であって、加飾シートは、基体シートと、当該基体シート上に積層され、活性エネルギー線硬化性樹脂を有する層を含む複数の層とを備え、溶融樹脂の射出前において、前記樹脂を有する層のゲート対向予定領域に、活性エネルギー線を照射して、当該ゲート対向予定領域を予め硬化させる。
(もっと読む)
燃料電池用セパレータの離型方法及びその離型装置
【課題】セパレータ本体へのシール部材の成形後,セパレータ本体に変形,破損を与えることなく,セパレータを成形金型からスムーズに取り出すことを可能にする,燃料電池用セパレータの離型方法を提供する。
【解決手段】金属製のセパレータ本体板06を成形金型19内に挿入し,金型のキャビティ19aに樹脂を充填することによりセパレータ本体06の周縁にシール部材8を形成した燃料電池用セパレータ6の該成形金型からの離型方法であって,シール部材8がキャビティ19a内面に貼りつくことにより成形金型19に付着したセパレータ6の一端を吸着パッド26に吸着させ,この吸着パッド26を成形金型19に対し離反する向きに移動させることにより一端部からキャビティ内面19aに貼りついたシール部材8を漸次剥離して該セパレータ6を離型する。
(もっと読む)
補機操作制御装置及び補機操作制御方法
【課題】補機を作動させる際の射出成形機の操作性を高くすることができるようにする。
【解決手段】射出成形機システムにおいて、補機に配設され、補機を起動するための操作要素と、射出成形機に配設され、各機能ごとの設定画面を表示するための表示部31と、操作者によって前記操作要素が操作されたときに、補機を作動させるための補機用設定画面を表示部31に形成する画面形成処理手段とを有する。操作者が、補機に配設された操作要素を操作し、補機を起動すると、射出成形機に配設された表示部31に、補機を作動させるための補機用設定画面が形成されるので、前記表示部31に補機用設定画面を表示させるのにかかる時間を短くすることができる。したがって、射出成形機の操作性を向上させることができる。
(もっと読む)
クイックチェンジ式成形ツーリングを用いるシステムおよび方法
モジュールキャリアユニットにツーリングモジュールを装着し、キャリアユニットが、射出成形プレスの支持部材上に載置されるように、モジュールキャリアユニットを成形プレスに挿入し、ツーリングモジュールがモールドベースの突き出し側と結合するまで成形プレスを閉じる方法。 (もっと読む)
射出成形品の冷却方法及び装置
【課題】プラスチック製品の製造効率を向上させる。
【解決手段】十分に冷え固まる前であって変形可能な状態の射出成形品12を射出成形機41から取り出す。射出成形機41から取り出された射出成形品12を受け治具20で保持する。射出成形品12を保持した受け治具20を移動させて、受け治具20と冷却治具23との間に射出成形品12をセットする。受け治具20と冷却治具23との間にセットされた射出成形品12に空気を吹き付け、冷却する。冷却の後、射出成形品12を保持した受け治具20を、ゲートカット装置51が設置されたカット位置L3へ移動させる。
(もっと読む)
ゲートカット方法及び装置
【課題】プラスチック製品の製造効率を向上させる。
【解決手段】受け治具29にセットされたレンズ12を射出成形品13から切り離し、第一クリーニング位置L2へ搬送する。射出成形品13を90°回転させるとともに、受け治具30を切離し位置L1へ移動させる。第一クリーニング位置L2で、受け治具29にセットされたレンズ12にクリーニング処理を施す。レンズ12を受け治具30にセットして射出成形品13から切り離し、第二クリーニング位置L3へ搬送する。第二クリーニング位置L3で、受け治具30にセットされたレンズ12にクリーニング処理を施す。第一クリーニング位置L2でクリーニング処理が施されたレンズ12を回収するとともに、レンズ12の回収後、受け治具29を切離し位置L1へ移動させる。レンズ12を受け治具29にセットして一連の処理を繰り返す。
(もっと読む)
表面温度測定装置用測定窓
【課題】金型鋳造設備の稼動中に、前記金型鋳造設備の操作側の安全ドアの外から、安全かつ簡便に、金型キャビティ表面の表面温度を測定可能とする手段を提供する。
【解決手段】金型を使用する金型鋳造設備において、オペレーターのいる操作側の安全ドアに、金型を開いたときに、パーティングライン上でなく、固定金型側および可動金型側の金型キャビティ表面の表面温度を、それぞれ測定可能な位置に配設された、少なくとも2箇所の表面温度測定装置用の測定窓であって、前記装置の先端部を前記測定窓に挿入するとき、前記装置の先端部を前記金型キャビティ表面に向けられるように、前記装置の先端部外寸より大きい寸法の開口部を有する表面温度測定装置用の測定窓を設ける。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
ランアラウンド回路およびランアラウンド回路装置
【課題】動力発生装置を小型化するとともに、その制御機構も簡素化することのできるランアラウンド回路を提供する。
【解決手段】筒状で中空のシリンダ2と、このシリンダ2の内部空間を第1の空間2a及び第2の空間2bとに間仕切るとともにシリンダ2内を前進又は後退するピストン3と、ピストン3に連結される動力伝達軸4とを有する動力発生装置5に接続されるランアラウンド回路1であって、このランアラウンド回路1は、それぞれA,B,P,Tの4ポートを有するパイロット切換弁と第2の切換弁とを備えるポートパイロット切換弁6(方向切換弁)と、パイロット操作逆止弁9と、逆止弁11を備えたパイロット操作シーケンス弁10と、これらのポートをつなぐ流通経路a〜g,iと、それぞれのパイロットポートに液体17を送給してパイロット圧を作用させるためのパイロット管路k,n,m,jとを備えたことを特徴とするものである。
(もっと読む)
移動式射出成形装置専用コンテナー
【課題】生産と使用の中間過程を減らし、コストと加工時間を節約し、必要のない浪費を削減した上、生産効率を高め、悪環境の中でも射出成型製品の加工生産のできる移動式射出成型装置専用コンテナーを提供すること。
【解決手段】台座(1)と、台座の周囲にヒンジで連結する側板(2)と、台座(1)の上に設置される床板(3)と、床板の下に設置される貯水槽(4)と、床板の上に設置される射出成型装置(5)と、側板の上に設置される簡易棚(6)と、簡易棚(6)の上に覆われるズック覆い(7)とを含む移動式射出成型装置専用コンテナーである。
(もっと読む)
液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法
【課題】気泡が混入されても液滴の不吐出に至るのを回避できる記録液供給路を構成する。
【解決手段】第1の流路形成部材11の底面には記録液供給路11aとなる溝が設けられている。一方、第2の流路形成部材12は複数の幅狭の長尺部である腕部12aを備えている。腕部12aは、第1の流路形成部材11底面の、記録液供給路11aとなる溝の輪郭に沿った形状となっている。第2の流路形成部材12の腕部12aは第1の流路形成部材11底面に形成された液体供給路11aとなる溝の開口を塞ぐ蓋としての役割を担っている。このような第1の流路形成部材11と第2の流路形成部材12は射出成形により形成され且つ接合部材13によって接合される。第1の流路形成部材11の記録液供給路11aとなる溝の開口縁と第2の流路形成部材12の腕部12aとが当接する部分の周囲を覆うように接合部材13が形成される。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
多色成形品の成形方法と多色成形用金型
【課題】温調用流体管路、作動用流体管路等を備えているにも拘わらず、これらの管路が成形時に弛んで他の装置に絡まることのない、多色成形用金型を提供する。
【解決手段】固定側金型(16)と回転側金型(17)と可動側金型(18)とから多色成形用金型(5)を構成する。回転側金型(17)を回転自在に支持する回転金型支持台(14)の回転軸(46)に配管用孔(47)を明ける。この配管用孔(47)に、回転側金型(17)に温調用の液体を給排する給排管(54、55、…)あるいは回転側金型(17)に設けられている移動コア等を駆動する駆動用流体を給排する給排管(54、55、…)を設ける。
(もっと読む)
射出成形用金型及び該成形用型を用いた射出成形品の色替え方法
【課題】色替えに要する手間や時間を大幅に削減することが可能な射出成形用金型を提供する。
【解決手段】射出成形用金型を、射出ユニット60から成形材料M1,M2を導入するための導入口I1,I2が設けられたノズルタッチブロック10と、導入口I1,I2からそれぞれ導入された成形材料M1,M2をそれぞれ独立して案内するためのホットランナーR10,R20が設けられたマニホールド20と、ノズルタッチブロック10をマニホールド20に対して移動可能に支持するための支持手段30とを備えたものとして、ノズルタッチブロック10をマニホールド20に対して移動させてノズル61に接続される導入口を導入口I1と導入口I2とで切り替えることにより、使用するホットランナーをホットランナーR10とホットランナーR20とで切り替えることができるようにした。
(もっと読む)
81 - 100 / 597
[ Back to top ]