
Fターム[4F206JQ90]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | その他の成形装置の細部、付属装置 (597)
Fターム[4F206JQ90]に分類される特許
101 - 120 / 597
材料供給装置
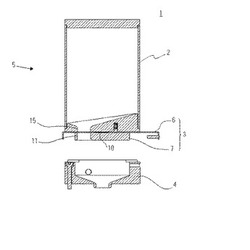
【課題】
成形材料が入っている材料供給装置1において、ホッパー2の排出口15をシャッター6が開いた状態のまま、ホッパーユニット5を取り外してしまう場合があり、成形材料が散乱してしまうことがあった。
【解決手段】
シャッター6に、ホッパーユニット5の離脱防止手段を設け、シャッター6を閉じた時のみホッパーユニット5をホッパー台4から取り外すことができる様にすることで、排出口15開口時のホッパー2からの成形材料の散乱を防止する。
(もっと読む)
気流通路形成構造、ホッパユニット、および気流形成方法

【課題】成形機に供給される粉粒体に、成形機内で生じたガスが付着することを防止できる、気流通路形成構造、ホッパユニット、および気流形成方法を提供すること。
【解決手段】樹脂成形装置1は、ホッパ3と、成形機2と、ホッパ3および成形機2を接続する接続部材4と、接続部材4内を吸引する吸引装置5とを備えている。樹脂成形の材料としての粉粒体は、ホッパ3の排出口13から、接続部材4に形成された材料通路35を通過方向Tに通って、成形機2のシリンダ6の受入口9に供給される。シリンダ6内では、粉粒体が加熱溶融されることでガスが生じ、このガスの流れGが受入口9からホッパ3の排出口13に向かおうとする。一方、吸引装置5が、接続部材4の気流通路29内および材料通路35内を吸引しているので、材料通路35には、水平方向Hの気流Fが生じている。この気流Fにより、ガスの流れGがホッパ3の排出口13に向かうことが阻止される。
(もっと読む)
伝導性複合体の合成装置および方法
【課題】電気伝導性を向上させられる伝導性複合体の合成装置および方法が提供することにある。
【解決手段】伝導性複合体の合成装置の一実施形態は、炭素ナノチューブおよび高分子を混合して生成されたペレットを用いて射出成形を行う射出成形機と、前記射出成形中に溶融されたペレットに電磁場を印加して、射出成形製品である複合体に含まれた炭素ナノチューブを再配列させる電磁場形成部と、を含む。
(もっと読む)
検査装置
【課題】取出機との間での成形品の受渡しに工夫を施すことにより成形機の横に検査装置を省スペースに設置することを可能とする検査装置を提供する。
【解決手段】成形機3で成形された成形品Mをその撮像画像に基づいて外観検査するための検査装置1であって、照明手段と撮像手段を配置する検査室11が筐体10により囲まれて暗室とされ、検査室11が成形機3の横に設置され、成形品Mを保持する保持部7が検査室11の側板部13の内側面に設けられ、保持部7を設けた側板部13は、その側板12a面に対して垂直方向に移動して開閉され、成形機3から成形品Mを取り出す取出機2と保持部7との間で成形品Mの受渡しを行う受渡し扉として構成される。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
成形品取出装置
【課題】成形品取出し部の振動に対して簡易に制振制御を行うことができる成形品取出装置を提供する。
【解決手段】駆動源により駆動される取出ヘッド(成形品取出し部)14を備えて成形機2から成形品の取り出しを行う成形品取出装置1において、取出ヘッド14の振動成分を入力したテーブル4と、前記テーブル4を用いたフィードフォワード制御によりサーボモータ(駆動源)16を駆動して取出ヘッド14の振動を抑制するように取出ヘッド14の移動速度を制御する制御手段3とを備える。
(もっと読む)
ICタグ付き射出成形品
【課題】 インサート材体に取付けられたICタグを、ゲート孔に対向させて配置するのを可能とすることにより、インサート成形技術を利用して射出成形品内に埋設されるICタグを、ICタグの設置に有利な箇所を自由に選択してセットできるようにすることを目的とする。
【解決手段】 インサート材体2をインサート材として成形体を射出成形し、成形体5とインサート材体2の間にICタグ8を埋設し、成形体5のゲート跡片7に対向したICタグ8の表面全域を、耐熱性能と機械的強度に優れた熱可塑性樹脂製の保護シート13で覆い、ICタグ8を溶融樹脂の熱と圧力から保護する。
(もっと読む)
インサート成形装置及びインサート成形方法
【課題】シェルとコンタクトとを備え、低背化、小型化にも対応可能なコネクタを効率的に製造することが可能であって、製造工程の簡素化、高速化を図ることができるインサート成形技術を提供する。
【解決手段】インサート成形装置100は、連鎖形状のシェル片を供給するシェル供給装置と、複数の接触部及びキャリア部を有する連鎖形状のA,Bコンタクト片を供給するコンタクト供給装置と、シェル片とコンタクト片とを重ね合わせる整列装置109と、整列装置109にて重ね合わせられたシェル片及びコンタクト片を金型112まで搬送する搬送装置115と、シェル片及びコンタクト片を金型112内に位置決めしてインサート成形する金型装置111と、を備え、重ね合わせられたシェル片及びコンタクト片を整列装置109から金型装置111に搬送する間に、シェルとコンタクト片との相対位置を変更する移動機構を搬送装置115に設けている。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
縦型射出成形機
【課題】成形体を繰り返し成形する際に作動される各種装置の作動に影響されずに、回転移動される金型へ常に電気を通電できるようにする。
【解決手段】上側金型17が取り付けられた保持プレート11、ヒータを備えた下側金型16が複数取り付けられたターンテーブル14、及びターンテーブル14を上部に載置した固定フレーム10を備え、固定フレーム10と一体に、ターンテーブル14の上方に延設した固定部材40を設け、この固定部材40にスリップリング42を装着する。縦型射出成形機1の稼働時に動くことのない固定部材40にスリップリング42を設け、このスリップリング42の外周面42aに対し、各下側金型16のヒータに接続した接続ケーブル44の電極を摺接させる。これにより、ターンテーブル14が回転された際、スリップリング42に摺接させた電極45を介して、各下側金型16のヒータに常に通電することができる。
(もっと読む)
成形サイクル停止時の樹脂劣化防止手段を備えた射出成形機
【課題】成形サイクル停止時の樹脂焼けを防止する手段を備えた、高温の溶融樹脂温度で成形できる射出成形機を提供する。
【解決手段】
成形サイクルを停止するとき、シリンダ(3)の設定温度を高温射出用温度(41)から標準成形用温度(42)に切り替える。シリンダ(3)の温度が標準成形用温度(42)まで低下するまでは、計量とパージを所定の周期で繰り返す間欠パージを実施して樹脂焼けを防止する。成形サイクルの再開時には、シリンダ(3)の設定温度を高温射出用温度(44)に切り替えて、ヒータ(21、22、…)でシリンダ(3)を加熱する。シリンダ(3)の温度が高温射出用温度(47)に達するまで間欠パージを実施する。
(もっと読む)
射出成形装置
【課題】非酸化性ガスで置換された成形室内で成形を行うことにより樹脂焼けを防止するとともに、型交換や温度設定を短時間で行えるようにする。
【解決手段】成形室12に射出成形機11が配置された射出成形装置10は、第1のシャッタ31を介して成形室12に連通し成形型を予備加熱する予備室15と、予備室15と成形室12との間で成形型30を移送する金型搬送シリンダ16と、第1のシャッタ31を開閉する第1のシリンダ33と、成形室12及び予備室15を夫々覆う第1及び第2の筐体18,19に夫々設けられた第1と第2の流入弁21,22及び第1と第2の排出弁23,24と、第1と第2の流入弁21,22により成形室12及び予備室15に窒素ガスを供給する窒素ガス発生装置25とを備える。
(もっと読む)
帯電防止性ポリカーボネート樹脂成形体の製造方法およびその成形体
【課題】溶融混練時、成形時及び長時間高温下で使用される環境下においても、黄色や褐色への着色が抑制され、機械的強度や透明性を著しく低下させることなく、流動性を向上させ、特に耐熱性も含めて総合的にバランスのとれた良好な性能を有する帯電防止性ポリカーボネート樹脂成形体の製造方法およびその成形体を提供すること。
【解決手段】
帯電防止剤(B)を含むポリカーボネート樹脂組成物(H)を、供給部、圧縮部、計量部、およびヘッド部を有する成形装置内で溶融して成形する帯電防止性ポリカーボネート樹脂成形体の製造方法において、溶融状態のポリカーボネート樹脂組成物(H)と成形装置内で接触する面の、大気中での酸化開始温度が450℃以上であり、かつ成形装置内の当該部の空隙の酸素濃度が2000ppm以下であることを特徴とする、帯電防止性ポリカーボネート樹脂成形体の製造方法。
(もっと読む)
樹脂成型品の外観検査装置及びその外観検査方法
【課題】被検査物の外観検査にあまり複雑な機構を用いず、設置スペースをコンパクトに抑える。
【解決手段】外観検査装置は、被検査物となるキャップCを透明板12上に行列状にして載置し、各横列分をプッシャロッド14cで押しながら透明板12の上面に沿って搬送する。この間に透明板12の下方から内面検査カメラ16でキャップCの内面が撮像される。次にキャップCは第1ベルトコンベア18、第2ベルトコンベア20を通じて移送部30のターレットテーブル32まで搬送され、1個ずつポケット34内に受け入れられる。移送部30は、キャップCの内面を保持した状態でターレットテーブル32の回転方向に移送し、検査位置でキャップCを突き上げた状態で回転させる。このとき側方からキャップCを外周面検査カメラ42で撮像する。また、キャップCの上方からは天面検査カメラ40で撮像する。
(もっと読む)
型締装置の制御方法
【課題】型開完了位置で安全装置を確実に係合させることができる型締装置の制御方法を提供することを目的とする。
【解決手段】複数の係合段部9を有する安全棒7と、安全扉開放時に前記係合段部9に係合可能となるように構成された係合板10からなる安全装置6を備えた型締装置13の制御方法であって、型開完了位置で前記係合板10が前記係合段部9に係合可能となるようにする調整を型開完了設定値Dに対して実施することとする。
(もっと読む)
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
射出成形機におけるフレーム
【課題】射出成形機の各種装置を分解してこれらの装置を搬送用コンテナ内に収容する際、各種装置を載せるフレームのサイズを小さくし、搬送用コンテナ内に収容できるようにする。
【解決手段】鋼材フレーム6a,6b、この鋼材フレーム6a,6bの各々を一体に連結する上側,下側連結部材7,8、一方の鋼材フレーム6aから外側に突出された配線受け部材10等を備えた射出成形機に構成されるフレーム1において、鋼材フレーム6aの外側に配線受け部材10が取り付けられていることで規格化された搬送用コンテナ5内にフレーム1を収容できない際、配線受け部材10を鋼材フレーム6aから簡単に取り外すことができるから、フレーム1の寸法を搬送用コンテナ5の内寸より小さくすることができる。よって、規格化された搬送用コンテナ5内に固定ダイプレート2等の各種装置を載せたフレーム1を荷台として収容することが可能になる。
(もっと読む)
射出成型体の製造装置
【課題】二次射出によりサイドターンランプを一体化する前にハウジング部にインサート部材を組込むための部品組込み装置を安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め状に支持する支持手段を設けるとともに、第一可動架台13と射出成形装置7の可動金型9とに、前記支持手段を介して第一可動架台13が可動金型9に支持されることに伴い連結され、ロボット部19を移動案内する架台側、金型側ガイドレール20、21を設ける構成とし、これによってロボット部19が射出成形装置7の支持を受けて安定化するように構成する。
(もっと読む)
樹脂封止装置
【課題】予備成形樹脂の金型への搭載を常に良好に行なう。
【解決手段】予備成形樹脂12を吸着・保持可能な吸着部93を備えると共に予備成形樹脂12を金型21、22内へと搬送する樹脂投入ハンド(搬送機構)75と、吸着部93を冷却する冷却ステージ(冷却手段)99と、を備え、予備成形樹脂12を冷却可能な状態で金型内に載置する。
(もっと読む)
101 - 120 / 597
[ Back to top ]