
Fターム[4F207AA13]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリスチレン系(←ABS、AS樹脂) (249)
Fターム[4F207AA13]に分類される特許
41 - 60 / 249
フィルムキャパシタ用フィルム及びその製造方法
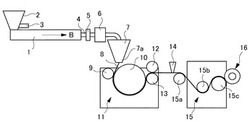
【課題】優れた耐電圧性、耐熱性、及び生産性を向上させる摺動性を有するフィルムキャパシタ用のシンジオタクチックポリスチレン系無延伸フィルム及びその製造方法を安価に提供する。
【解決手段】 シンジオタクチックポリスチレン系樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、冷却ロール10との間に挟んで冷却して巻取管16で巻取ることにより、150℃において、最小値≧300V/μm、平均値≧380V/μm、標準偏差σ≦40の絶縁破壊電圧と、室温において≦0.50の動摩擦係数とを有するシンジオタクチックポリスチレン系無延伸フィルムからなる厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
押出発泡成形体の製造方法

【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
(もっと読む)
エラストマー性積層体およびその製造方法
【課題】積層体の弾性特性を改善すること。
【解決手段】本発明は、熱可塑性エラストマーから成るエラストマー性支持層(2)と、支持層(2)の材料より低い弾性を示すポリマーから成る少なくとも1層のマイクロテクスチャ加工された被覆層(3)とを備えたエラストマー性積層体(1)に関する。マイクロテクスチャは、被覆層(3)の弾性限界を超えて積層体(1)を延伸し、この延伸された積層体(1)が弾性回復することによって形成される。本発明によれば、マイクロテクスチャー化された被覆層(3)は多数の孔(4)を含む。さらに本発明は積層体の製造方法をも対象とする。
(もっと読む)
粘弾性樹脂成形品の連続成形装置および連続成形方法
【課題】製造ラインの占有面積が比較的小さくて済み、製造ラインの製造能力を高める際にも、占有面積を余り大型化する必要のない粘弾性樹脂成形品の成形装置および成形方法を提供する。
【解決手段】粘弾性樹脂材料Aを所定の断面形状に押出し成形するダイス部7と、装入された粘弾性樹脂材料Aをダイス部7に向けて一定速度で送り出す定量搬送装置5と、定量搬送装置5によって送り出された粘弾性樹脂材料Aを温度調整しつつダイス部7に搬送する温調搬送部6とを備え、温調搬送部6が、内部で搬送される粘弾性樹脂材料Aを外周に配置された加熱手段14によって加熱する加熱温調部6Aと、加熱された粘弾性樹脂材料Aを放冷するべく加熱温調部6Aの下流側に配置された放冷温調部6Bとを有する構成とした。
(もっと読む)
押出成形体の製造方法
【課題】高剛性であり、賦形金型による表面転写性に優れ、高速成形が可能な押出成形体の製造方法を提供。
【解決手段】押出成形体を、0.2〜30g/10分のメルトマスフローレートを有する熱可塑性樹脂(A)に強化充填材(B)を組成物全量に対し35〜80体積%の割合で配合してなる熱可塑性樹脂組成物を押出成形して成るものとする。この押出成形体を押出機1により押出成形して製造するには、押出機1の賦形金型2下において、樹脂組成物の見掛け粘度(ηa)と押出機1のせん断速度(γ)との関係が下記の数式を満たすように該金型2の温度条件を制御する。ηa=α×γnηa:見掛け粘度(Pa・s)α:係数γ:せん断速度(s−1)n:係数(式中、係数αは30000〜350000、係数nは−0.90〜−0.55)
(もっと読む)
ポリスチレン系樹脂積層発泡シート
【課題】熱成形成に優れ従来品よりも軽量で、プリンやヨーグルトのような深絞り容器に成形したとき、実用上十分な剛性を有する容器を得ることのできるポリスチレン系樹脂発泡積層シートを提供する。
【解決手段】下記の(1)〜(3)で規定される気泡を有し、ポリスチレン系樹脂発泡層(A層)2の両面に、グラフトゴム成分を3〜15質量%含有するポリスチレン系非発泡樹脂からなる表面層(B層)1が積層され、前記A層とB層の厚みの比(B/A)が0.3〜1.0であり、シート全体の平均の密度が0.7〜0.9g/cm3で、総厚みが0.3〜1.0mmのポリスチレン系樹脂積層発泡シート。(1)A層の厚み方向の平均径(Rt):40〜70μm(2)A層の引き取り方向の平均径(Rmd):90〜140μm(3)アスペクト比(Rmd/Rt):1.5〜3
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】より洗浄力の向上した、加工機内洗浄用組成物の提供
【解決手段】(a)スチレン系樹脂を含む熱可塑性樹脂と、(b)(b−1)アニオン界面活性剤から選ばれる1種以上と(b−2)ノニオン界面活性剤から選ばれる2種以上を含む界面活性剤混合物を含有する成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に転写型を精度よく転写することができ、しかも形状ロールにおけるトラレ現象の発生を防止することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】所定の組成を有する樹脂を加熱溶融状態でダイ59から連続的に押し出すことにより、表面76および裏面75を有する樹脂シート53を、表面76の樹脂組成が、熱可塑性樹脂100質量部および滑剤0.1〜2.0質量部を含むように形成する。次に、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。中間ロール64と下ロール65とで挟み込む際に、下ロール65に形成された凹版転写型69を樹脂シート53の表面76に転写する。
(もっと読む)
着色ポリ乳酸系樹脂発泡体、着色ポリ乳酸系樹脂発泡成形体および着色ポリ乳酸系樹脂発泡体の製造方法
【課題】発泡性、成形性に優れ、色むらの少ない着色ポリ乳酸系樹脂発泡体を提供することを課題とする。
【解決手段】メルトフローレート0.5〜15g/10分および軟化点60〜180℃の熱可塑性樹脂、ポリ乳酸系樹脂ならびに着色剤を含み、
前記着色剤を、前記熱可塑性樹脂と前記着色剤との合計量100重量部に対して3〜50重量部含むことを特徴とする着色ポリ乳酸系樹脂発泡体により課題を解決する。
(もっと読む)
ポリスチレン系樹脂シート
【課題】高分子型帯電防止剤としてのアイオノマー樹脂の配合量の低減を図りつつ帯電防止を図るシートを提供する。
【解決手段】ポリスチレン系樹脂からなるベース樹脂と、高分子型帯電防止剤とを含有するポリスチレン系樹脂組成物によって少なくとも表面が形成されているポリスチレン系樹脂シート10であって、前記高分子型帯電防止剤として前記ベース樹脂に非相溶性を示すアイオノマー樹脂が含有され、ポリオレフィン系樹脂、ポリ乳酸系樹脂、及び、アクリル系樹脂の内の1種以上からなる前記ベース樹脂に非相溶性を示す樹脂成分が前記ポリスチレン系樹脂組成物にさらに含有されることによって前記表面には前記ベース樹脂からなるマトリックス相中に分散相が形成されており、且つ、前記分散相は、前記樹脂成分でコア部が形成されているとともに前記アイオノマー樹脂で外殻部が形成されているコアショル状粒子となっているポリスチレン系樹脂シート。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に転写型を精度よく転写することができ、しかも形状ロールにおけるトラレ現象の発生を防止することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から連続的に押し出して樹脂シート53を形成し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。中間ロール64と下ロール65とで挟み込む際に、下ロール65に形成された凹版転写型69を樹脂シート53の表面76に転写する。そして、下ロール65として、JIS K 6768に準拠して測定される濡れ張力が35mN/m以下の表面を有する凹版転写型69を有する形状ロールを用いる。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造設備、及び、ポリスチレン系樹脂発泡シートの製造方法
【課題】角張ったエッジ部の矯正に有効な矯正部材を備えたポリスチレン系樹脂発泡シートの製造設備を提供する。
【解決手段】ポリスチレン系樹脂発泡シートの製造設備であって、矯正装置5には、前記ポリスチレン系樹脂発泡シートSの幅方向端部を収容可能な断面U字状の溝55を有する矯正部材50が備えられており、該矯正部材50が、前記溝55の底部に形成されている曲面部5aを前記エッジ部に当接させて前記矯正を実施し得るように前記矯正装置5に備えられていることを特徴とするポリスチレン系樹脂発泡シートの製造設備。
(もっと読む)
熱可塑性樹脂押出板
【課題】高温高湿環境下での反り変形を抑制することができる熱可塑性樹脂押出板を提供する。
【解決手段】ダイ3から押出した溶融状態の熱可塑性樹脂4を、第1冷却ロール6と第2冷却ロール7との間に挟み込み、前記第2冷却ロール7に巻き掛けた後、少なくとも1本の後段冷却ロール8に巻き掛けて得られる熱可塑性樹脂押出板10であって、前記第2冷却ロール7の外周面に接した片面10aと反対の他面10bが湾曲しており、その曲率中心が、前記他面側に位置し、湾曲方向が、押出方向および該押出方向に対して直交する方向のうち少なくとも一方向であり、曲率半径が、10〜200mである。
(もっと読む)
樹脂発泡シートの製造方法、樹脂発泡シート、及び、押出設備の改修方法
【課題】樹脂発泡シートの厚みを均一化させ得る樹脂発泡シートの製造方法を提供する。
【解決手段】発泡剤を含んだ樹脂組成物を溶融混練するための押出機と、該押出機の先端部に装着されたサーキュラーダイ100と、該サーキュラーダイ100のダイスリット111から前記樹脂組成物が押し出されてなる筒状の発泡体FBを内面側から冷却するための冷却マンドレル200とが備えられ、該冷却マンドレル200によって冷却される前の発泡体FBに外側から風を吹き付けて該発泡体FBを外側から冷却する冷却機構がさらに備えられている樹脂発泡シートの製造方法であって、前記押出設備には、前記押出機側から前記冷却マンドレル200側への空気の流れを規制する規制部材がさらに備えられており、該規制部材によって前記押出機側の空気が前記風に誘引されることを抑制させつつ樹脂発泡シートを製造することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の溝部の先端にまで樹脂を良好に入り込ませることができ、光学設計により最適化された転写型の形状を、樹脂シートとして良好に再現することが可能な表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に、曲率半径が100μm以下の底面を有する凹溝70を有する凹版転写型69を装着し、中間ロール64と下ロール65とで挟み込む際に、下ロール65の表面温度T(R3)を、樹脂のTgに対して、Tg−10℃≦T(R3)に保持しながら、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に凹版転写型69を装着し、中間ロール64と下ロール65とのギャップBを、上ロール63と中間ロール64とのギャップAよりも狭くする。そして、中間ロール64と下ロール65とで挟み込む際に、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 シートの表面平滑性および厚さ均一性を保持しつつ、樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送する。この工程において、中間ロール64に凹版転写型69を装着し、上ロール63と中間ロール64とのギャップAの1.1倍以下の高さhを有するメルトバンク73を、ギャップAの入口に形成する。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
ポリスチレン系樹脂発泡シート及び発泡ポリスチレン系樹脂積層シート、斯かる積層シートから形成された成形品、及びポリスチレン系樹脂発泡シートの製造方法
【課題】成型後の表面(曲面)への印刷性に優れ、外観の美麗な成形品を得ることができる発泡ポリスチレン系樹脂積層シート及び斯かる積層シートを用いて形成された成形品とその製造方法を提供する。
【解決手段】ポリスチレン系樹脂とポリフェニレンエーテル系樹脂との合計100質量部に対して前記ポリフェニレンエーテル系樹脂が10質量部以上50質量部以下含有されているポリスチレン系樹脂組成物を用いて形成されるポリスチレン系樹脂発泡シート12であって、長手方向に直交する巾方向全域の長さが650mm以上であり、巾方向全域における平均の厚みが1〜3mmで、巾方向の任意の位置における150mm巾での厚みの平均値と巾方向全域での厚みの平均値との比が0.90〜1.10の範囲にあり、且つ、全体の密度が0.2g/cm3以下で、少なくとも一方の表面から厚み方向100μmまでの部分の密度が0.25g/cm3以上とする。
(もっと読む)
41 - 60 / 249
[ Back to top ]