
Fターム[4F207AA24]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリエステル(←PET) (306)
Fターム[4F207AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (16)
ポリエチレンナフタレート (9)
ポリアリレート(←全芳香族ポリエステル) (7)
Fターム[4F207AA24]に分類される特許
21 - 40 / 274
熱可塑性樹脂フィルムの製造方法、熱可塑性樹脂フィルム
【課題】長時間製造するときに、経時に伴い発生する異物の混入に伴う異物故障がなく、フィルターの寿命を延ばし、長時間の製造を行うことが可能な溶融流延製膜法による熱可塑性樹脂フィルムの製造方法及び熱可塑性樹脂フィルムの提供。
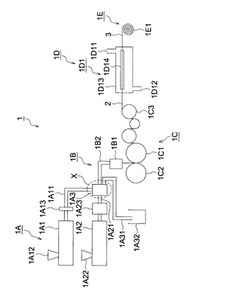
【解決手段】溶融押出機により溶融した樹脂をフィルターで濾過しダイスより流延する熱可塑性樹脂フィルムの製造方法において、前記溶融押出機は前記フィルターの下流側に配設した切換え手段1A3を介して、パージ用の樹脂の第1溶融押出機1A1と、熱可塑性樹脂フィルム用の第2溶融押出機1A2とを有し、前記フィルターは前記第1溶融押出機用の第1フィルター1A13と、前記第2溶融押出機用の超音波振動付与装置を有する第2フィルター1A23とを有し、前記第2溶融押出機1A2を稼動した状態で、前記切換え手段1A3を操作して、前記熱可塑性樹脂フィルムを製造方法。
(もっと読む)
樹脂フィルムの製造方法、ポリエステルフィルム、太陽電池用バックシート、及び太陽電池モジュール

【課題】原材料ロスを抑制しつつ、膜欠陥を抑制する樹脂フィルムの製造方法を提供。
【解決手段】固有粘度差が、0.1〜0.3dl/gである第1及び第2の樹脂を、第1の樹脂の供給量を減少させ、第2の樹脂の供給量を増加させながら、第1から第2の樹脂に切り替えて、押出機に供給するにあたり、第2の樹脂の押出機への供給量を増加させるときをt0、第1の樹脂の押出機への供給量を減少させ終わったときをtfinとするとき、
時間t〔hr〕と、供給量Qとの関係を表す曲線において、
(1)t0〜tfin間に、dQ(t)/dt=0となる回数を4〜15回、
(2)dQ(t)/dt≧0である連続区間の最大供給量と最小供給量との差の平均値を、供給量Q(t0)と供給量Q(tfin)との差の10〜30%として、
押出機に樹脂を供給する工程と、溶融樹脂を成膜する工程とを有する樹脂フィルムの製造方法。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、マット面における表面へイズの高い積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、プロピレン系ブロック共重合体からなる保護フィルムが直接積層されてなるものであり、前記マットフィルムと、前記保護フィルムとが、剥離可能でることが好ましい。また、前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、波状の凹凸欠陥の発生が抑制された積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィン樹脂からなる保護フィルムが直接積層されてなり、260℃、100sec−1のせん断速度における、該熱可塑性樹脂の溶融粘度(a)と該ポリオレフィン樹脂の溶融粘度(b)とが、式:a/b≧2.5を満たす。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
低温ヒートシール可能なポリエステルフィルムおよびその製造方法
【課題】2GTおよび3GTの最良バリア特性を有するポリマーであって、低いシールバー温度および速いシール速度で容易にヒートシールでき、それでもなお高強度のシールをもたらすポリマーの提供。
【解決手段】本発明は、約40℃〜約70℃の範囲内のTgから約70℃〜約150℃の範囲内のTcgに至る非晶質加工ウインドウを有するヒートシール可能なポリエステル組成物を提供する。この組成物は、好ましくは、物理的ブレンド、または、それぞれのモノマーから調製されたコポリエステルオリゴマーまたはポリマーのいずれかとして、ポリ(エチレンテレフタレート)ホモポリマーまたはコポリマーとポリ(トリメチレンテレフタレート)ホモポリマーまたはコポリマーとの混合物を含有する。得られる組成物は、低温でヒートシール可能であり、バリア特性を保持し、香味を奪い取らない。
(もっと読む)
ポリスチレン樹脂多層押出発泡板及びその製造方法
【課題】ポリスチレン樹脂に対するガス透過速度が速い物理発泡剤を使用した場合にも、熱伝導率が小さく、長期に亘り高い断熱性能を有するポリスチレン樹脂多層押出発泡板、及びその製造方法を提供する。
【解決手段】ポリスチレン樹脂発泡層の少なくとも片面に、樹脂層が積層されてなるポリスチレン樹脂多層押出発泡板であって、前記樹脂層を構成する樹脂が、ポリエステル樹脂及びポリアミド樹脂から選択される少なくとも1種の樹脂(A)1(5〜60重量%とポリスチレン樹脂)(B)2(95〜40重量%)(但し、前記樹脂(A)と前記ポリスチレン樹脂(B)との合計は100重量%である)とからなり、前記樹脂(A)が特定の条件を満足し、前記樹脂層は、前記樹脂(A)が分散相、前記ポリスチレン樹脂(B)が連続相を形成していることを特徴とする。
(もっと読む)
未延伸ポリエステルシートの製造方法、太陽電池用保護シート、及び太陽電池モジュール
【課題】製造過程での冷却ムラを抑えて結晶化を防ぎ、耐加水分解性に優れ、長期耐久性を具えた未延伸ポリエステルシートの製造方法を提供する。
【解決手段】ポリエステル樹脂を押出ダイからシート状に溶融押出を行い、押出されたポリエステル樹脂がキャスティングドラム12に到達するまでの間にポリエステル樹脂に振動を与えた後、キャスティングドラム12に密着させることで冷却しシート状に成形する工程と、キャスティングドラム12の曲面に沿って二次元配置された複数の噴霧ノズルから霧状の水を、噴霧ノズルを挟むように配設された少なくとも2つの整流ノズルから霧状の水を挟み込むようにエアをあてて整流すると共にキャスティングドラム12に密着されたポリエステル樹脂に対して噴霧し、ポリエステル樹脂を冷却する工程とを有する。
(もっと読む)
液晶ポリエステル成形体の製造方法
【課題】液晶ポリエステル組成物を安定に可塑化させて成形できる液晶ポリエステル成形体の製造方法の提供。
【解決手段】フィード部121及びコンプレッション部122がシングルフライト12aで構成されたスクリュー12とポリアミド樹脂を含有する液晶ポリエステル組成物を用いることで、大型成形機で液晶ポリエステル組成物を成形しても、可塑化が安定するため、成形体の形状や寸法のばらつきが抑制される。また、成形機内に組成物が長時間滞留することもないため、分解が抑制されて、ガスの発生も抑制される。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
シート押出成形機およびシート押出製造方法
【課題】シート製造条件の吐出が押出機の仕様範囲外である場合でも安定して押出機を運転しシート製造が可能なシート押出成形機およびシート押出製造方法を提供する。
【解決手段】シート製造条件の吐出が押出機の仕様範囲外である場合に、押出機の安定に必要なポリマー流量確保し、そのポリマー流量をシート製造に必要な分13と排出分14とに分け、吐出することで安定して押出機を運転しシート製造を可能とする。
(もっと読む)
積層体およびその製造方法
【課題】本発明の課題は、表面に凹凸状の欠陥がなく、外観の良好な積層体を提供することである。
【解決手段】本発明の積層体は、熱可塑性樹脂からなるマットフィルムのマット面に、ポリオレフィンと酸化防止剤とを含有するポリオレフィン樹脂組成物からなる保護フィルムが直接積層され、該マットフィルムと該保護フィルムが剥離可能である。前記マットフィルムと、前記保護フィルムとが、溶融共押出成形により積層されたものであるのが好ましい。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュール
【課題】延伸ムラが抑制されたポリエステルフィルムの製造方法を提供する。
【解決手段】シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。 (もっと読む)
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】回収樹脂を再利用し、耐加水分解性に優れ、且つ面状均一性に優れたポリエステルフィルムの製造方法を提供する。
【解決手段】フィーダ1aを有する供給部1、二軸押出機2、及びギアポンプ3を少なくとも備えた押出成形装置を用い、前記供給部1から前記二軸押出機2に、原料ポリエステル樹脂と、該原料ポリエステル樹脂とは嵩比重、サイズ、及び極限粘度の少なくとも一つが異なる回収ポリエステル樹脂とを、平均樹脂供給量に対して1〜30%の割合で変動させて、供給するポリエステルフィルムの製造方法。
(もっと読む)
二軸押出機、それを用いた熱可塑性樹脂フィルムの製造方法
【課題】炭化物の生成を効果的に抑制し、欠点個数の少ないフィルムを得るための、二軸押出機及び製造方法を提供する。
【解決手段】二軸押出機のスクリュー2の最外径6をDとした際に、第1ベント下のスクリューピース7の原料搬送方向の長さが、0.5D〜1.25Dであることを特徴とする二軸押出機である、さらに該二軸押出機を用いた工程を有する熱可塑性樹脂フィルムの製造方法である、さらに二軸押出機の原料投入部3から窒素ガスを導入する該フィルムの製造方法である。
(もっと読む)
積層フィルム
【課題】従来の接合方法では、ラミネート等の加工工程が煩雑であり、生産性が低く、高分子圧電膜の分極方向を同一にすることが困難であり、電圧を印加したときの変位量が不十分であるため、ラミネート工程等の煩雑な工程を必要とせずに、電圧印加時に十分な大きさの変位を生じる積層フィルムを提供する。
【解決手段】導電性を有する層Bの両面に、ポリ乳酸を主たる成分とする層Aを有し、各々の層Aを構成するポリ乳酸がいずれもL体であるか、またはいずれもD体である積層フィルムを、共押出法により得る。
(もっと読む)
積層フィルム
【課題】高い光線透過率を有する積層フィルムを提供すること。
【解決手段】エチレンテレフタレート単位を主たる繰り返し単位とするポリエステル(I)からなる基材層の少なくとも片面に、該ポリエステル(I)よりも融点Tmが5〜40℃低いエチレンテレフタレート単位を主たる繰り返し単位とするポリエステル(II)と、屈折率1.45〜1.65、平均粒径4〜12μmの粒子とからなる光学機能層を有し、光学機能層表面の中心線平均表面粗さRaが15〜300nmであり、全光線透過率が91.0%以上である積層フィルム。
(もっと読む)
エラストマー性積層体およびその製造方法
【課題】積層体の弾性特性を改善すること。
【解決手段】本発明は、熱可塑性エラストマーから成るエラストマー性支持層(2)と、支持層(2)の材料より低い弾性を示すポリマーから成る少なくとも1層のマイクロテクスチャ加工された被覆層(3)とを備えたエラストマー性積層体(1)に関する。マイクロテクスチャは、被覆層(3)の弾性限界を超えて積層体(1)を延伸し、この延伸された積層体(1)が弾性回復することによって形成される。本発明によれば、マイクロテクスチャー化された被覆層(3)は多数の孔(4)を含む。さらに本発明は積層体の製造方法をも対象とする。
(もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、積層シートの界面不安定現象を抑制し、高品質な積層シートを安定して製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を下流へと導く前記種類の数以上の複数のスリット11,12と、前記複数のスリット11,12と接続して前記シート材料を積層方向に積層した積層体を形成する合流部13と、前記合流部13と接続して前記積層体を下流へと導く流路14と、前記流路14と接続して前記積層体をシート状に成形する口金とを有する積層シートの製造装置であって、前記複数のスリット11,12の少なくとも一つのスリット12が前記合流部13より上流で積層方向に拡幅し、かつ、前記合流部13より上流で拡幅が完了している拡幅部を有する。
(もっと読む)
多機能ポリエステルフィルム及びその製造方法、並びに拡散膜、輝度向上フィルム及び照明灯具用ランプシェード
【課題】溶融押出方式による、高い表面粗さ、良好な拡散効果及び高い密着性を有する二軸延伸ポリエステルフィルムの製造方法を提供する。
【解決手段】少なくとも一つのポリエステル原料を提供し、前記少なくとも一つのポリエステル原料中に拡散粒子を添加するステップと、前記ポリエステル原料を溶融押出した後、ポリエステルのプラスチックシートに急速冷却するステップと、前記ポリエステルのプラスチックシートを二軸延伸した後に冷却することにより、前記ポリエステルフィルムを得るステップと、を含むことを特徴とするポリエステルフィルムの製造方法とする。
(もっと読む)
21 - 40 / 274
[ Back to top ]