
Fターム[4F207AA24]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリエステル(←PET) (306)
Fターム[4F207AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (16)
ポリエチレンナフタレート (9)
ポリアリレート(←全芳香族ポリエステル) (7)
Fターム[4F207AA24]に分類される特許
41 - 60 / 274
積層シートの製造装置および製造方法
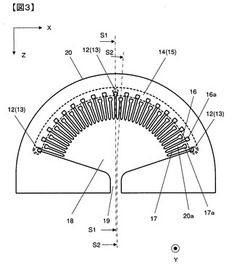
【課題】積層シートの各層のシートの幅方向における厚みが実質的に均一な積層シートを製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】間隔をおいて配列された多数のスリットを有し、隣り合うスリットから異なる溶融材料を流出させことにより、異なる溶融材料が交互に積層された積層シートを製造する装置において、各溶融材料の第1マニホールド14・15と各スリット16・17の連通する部分に第2マニホールド16a・17aがスリット16・17幅方向のすべてに設けられている装置。
(もっと読む)
エンボステープの製造方法、エンボステープの製造装置、およびエンボステープ

【課題】生産性が高く、高品質のエンボステープを製造することのできるエンボステープの製造方法、エンボステープの製造装置、およびエンボステープを提供する。
【解決手段】エンボステープの製造装置は、樹脂シートを押出成形する押出機と、この押出機により成形された樹脂シートを所定幅にスリットして複数の樹脂シートとするスリッターと、前記樹脂シートまたは前記複数の樹脂シートにエンボス成形を施すエンボス成形機とを備え、前記押出機を出た後の樹脂シートの移動速度と、前記スリッターにおける複数の樹脂シートの移動速度と、前記エンボス成形機における樹脂シートの移動速度とが同じになるように、前記各樹脂シートの移動速度のうち少なくともいずれかを制御する制御装置を備える。
(もっと読む)
多層光学フィルム製造方法
【課題】同時押出しポリマー多層光学フィルムを製造する方法および装置を提供する。
【解決手段】多層光学フィルムを製造するための供給ブロックであって、(a)少なくとも第1流路32および第2流路34を含む勾配プレート30であって、該流路の少なくとも一方が、該流路に沿って第1部分から第2部分まで変化する断面領域を有する勾配プレート30と、(b)該第1流路32と連通する第1の複数の導管42と、該第2流路34と連通する第2の複数の導管44とを有する供給管プレート40であって、各々の導管が、該導管自体の個々のスロットダイ56に供給し、第1端部と第2端部とを有し、該導管の該第1端部が該流路と連通し、該導管の該第2端部が該スロットダイと連通する供給管プレートと、を含む供給ブロック。
(もっと読む)
脂肪族ポリエステルフィルムの製造方法
【課題】厚み斑が少なく、かつ平面性に優れ、さらに長手方向、横方向の機械特性、光学特性のばらつきが少ないだけでなく、高速化でのキャストが可能な脂肪族ポリエステルフィルムの製造方法を提供する。
【解決手段】脂肪族ポリエステルをフィルム3状に溶融押出し、キャストドラム2とフィルム3間の随伴気流を制御しながら、キャストドラム2上でエッジ部着地点の変動を抑制した後にフィルム3全幅をキャストドラム2に密着させて脂肪族ポリエステルフィルムを得る。
(もっと読む)
ポリエステルフィルムの製造方法及び太陽電池部材用ポリエステルフィルム
【課題】極限粘度が高い原料樹脂を用いても、溶融押出時の熱分解と未溶融樹脂の発生を抑えつつ、高い耐加水分解性を有するポリエステルフィルムを高い生産性で製造する方法を提供する。
【解決手段】供給口12から極限粘度IVが0.7〜0.9である原料樹脂を供給し、二軸押出機出口14側の内壁がポリエステル樹脂の融点Tm(℃)以下の冷却部となるように制御しながらバレル内で加熱溶融して出口から押出した後、10〜20分の平均滞留時間を経て式(1)を満たす条件下で(Dはスクリュ径(mm)、Nはスクリュ回転数(rpm)、Qは押出量(kg/hr))フィルム状に溶融押出しを行うことにより、原料の末端COOH量AVmと溶融押出して成形されたフィルムの末端COOH量AVfとの差ΔAV=AVf−AVmが3eq/t以下のポリエステルフィルムを製造する。
6.0×10−6×D3≦Q/N≦1.1×10−5×D3 (1)
(もっと読む)
光学フィルムの製造方法
【課題】アクリル系樹脂とセルロースエステル系樹脂とを混合し、溶融押出し製膜法で光学フィルムを製造する際、TD延伸を行った後、回収する迄に搬送ロールで抱き角を大きくして搬送する時、フィルムの両端部に割れ、亀裂等が発生しない光学フィルムの製造方法の提供。
【解決手段】アクリル系樹脂(A)と、セルロースエステル系樹脂(B)とを95:5から30:70の質量比で有する樹脂材料を用いた光学フィルムの製造方法であって、加熱溶融された樹脂材料をフィルム7に成形する工程、フィルム7を支持体上から剥離する工程、剥離されたフィルム7をテンター延伸装置により延伸する工程、及び、延伸されたフィルム7を搬送ロール403により少なくとも1回以上折り返す工程とを有し、前記樹脂フィルム7に対し、破断防止処理が施されることを特徴とする光学フィルムの製造方法。
(もっと読む)
キャリアテープの製造方法
【課題】PET樹脂を含有する樹脂成形品から電子部品用のキャリアテープを良好に製造できるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法は、ポリエチレンテレフタレート樹脂を主として含有する樹脂成形品を粉砕する工程と、粉砕した樹脂成形品に対して、メタクリル酸グリシジル又はその重合体を主成分とする改質剤を0.75〜1.5重量%加えて混合し、混合物を生成する工程と、混合物を溶融混練して溶融混練物を生成し、溶融混練物からペレットを作製する工程と、ペレットを溶融し、270〜280℃にて押出成形してフィルムを作製する工程と、フィルムを加工して電子部品用のキャリアテープを作製する工程と、を有する。
(もっと読む)
着色ポリ乳酸系樹脂発泡体、着色ポリ乳酸系樹脂発泡成形体および着色ポリ乳酸系樹脂発泡体の製造方法
【課題】発泡性、成形性に優れ、色むらの少ない着色ポリ乳酸系樹脂発泡体を提供することを課題とする。
【解決手段】メルトフローレート0.5〜15g/10分および軟化点60〜180℃の熱可塑性樹脂、ポリ乳酸系樹脂ならびに着色剤を含み、
前記着色剤を、前記熱可塑性樹脂と前記着色剤との合計量100重量部に対して3〜50重量部含むことを特徴とする着色ポリ乳酸系樹脂発泡体により課題を解決する。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法を提供する。
【解決手段】シリンダと、シリンダの内部に配置された2本のスクリュと、スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むと共に極限粘度が0.71〜1.0であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度γを10〜2000sec−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
(もっと読む)
ラミネート金属板の製造方法およびラミネート金属板
【課題】容器材料としての機械的物性に優れ、かつ再生可能で環境へのダメージが少なく、コスト的にも有利な再生樹脂を用いたラミネート金属板の製造方法およびラミネート金属板を提供する。
【解決手段】カルボン酸を含むモノマーの割合が6〜16質量%であるカルボン酸で変性したポリオレフィン樹脂を5質量%以上30質量%以下含有した再生ポリエステル樹脂を25質量%以上含有するポリエステル系樹脂層を、Tダイより溶融押出ししてフィルムとし、前記フィルムを少なくとも金属板の片面にラミネートすることを特徴とするラミネート金属板の製造方法。
(もっと読む)
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】耐加水分解性に優れ、被着物との間の密着性と耐電圧性を長期に亘り保持できるポリエステルフィルムの製造方法を提供する。
【解決手段】アルミニウム及びアルミニウム化合物からなる群より選ばれる少なくとも1種を重合触媒として含むと共に極限粘度が0.71以上0.90以下であるポリエステル原料樹脂を、該押出機の吐出量(Q/N;Qは単位時間当たりの押出量[kg/hr]を表し、Nはスクリュ回転数[rpm]を表す。)を理論最大吐出量の50%〜80%として、押出機により溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
(もっと読む)
フィルムの製造方法
【課題】非常に高さが低く長径の大きい表面欠点をも低減できるフィルムの製造方法の提供。
【解決手段】溶融状態の熱可塑性樹脂をシート状に押し出す工程と、それを巻き取る工程および巻き取られたフィルムを良品と不良品とに選別して良品を製品とする工程とからなるフィルムの製造方法であって、少なくとも巻き取られたフィルムの一方の表面に存在する波長100〜400nmの光の干渉によって検知され、且つその長径が基準値以上の表面欠点数を数え、その表面欠点数が基準値以下のフィルムを良品とするフィルムの製造方法。
(もっと読む)
ダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れ、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
ポリエステルフィルムの製造方法
【課題】 重剥離力領域における剥離力のコントロールが容易で、平坦なフィルム表面においても良好な滑り性を有し、シリコーン離型層とポリエステルフィルムの界面での密着性不良の懸念がない、例えば、プリント配線基盤の絶縁層成型用、セラミック製品製造分野(セラミック積層コンデンサー等)、粘着剤層保護用として好適な離型フィルムを安価に提供する。
【解決手段】 フィルム表面のSi量が0.50g/m2以下である、シリコーン成分を含有するポリエステルからなるフィルムの製造方法であって、幅方向の両端部にシリコーンを含有しないポリエステルを用い、中央部にシリコーン含有ポリエステルを用いて共押出された未延伸シートを少なくとも一軸方向に延伸した後、両端部を除去することを特徴とするポリエステルフィルムの製造方法。
(もっと読む)
ケイ素及び/又はフッ素を有するダイヤモンド微粒子を含む高表面硬度フィルムの製造方法
【課題】耐擦傷性や耐摩耗性に優れるとともに、指紋が付着しにくく、また付着した指紋を容易に拭き取ることができる、タッチパネル、各種ディスプレイ等の保護用に好適な高表面硬度フィルムを簡便に製造する方法を提供する。
【解決手段】高表面硬度フィルムを製造する第1の方法は、バインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及びその混練物を押出成形しフィルムを形成する工程を有することを特徴とし、第2の方法はバインダー材料と、ケイ素を有するダイヤモンド微粒子及び/又はフッ素を有するダイヤモンド微粒子とを混練する工程、及び基材を形成する材料と、得られた混練物とを共押出成形により積層する工程を有することを特徴とする。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
可塑化ポリエステルから製造されたフィルム
【課題】軟質で可撓性のフィルム又はシート(Tgが23℃未満)であって、フィルム又はシートの加工工程でのフィルム又はシートブロッキングやロールへの粘着を防止できる(Tmが120℃より高い)フィルム又はシートの製造。
【解決手段】約23℃未満のガラス転移温度及び約120℃超の融解温度を有するフィルム又はシートは、最初に、基材コポリエステルが最大結晶化速度を有する温度における2000分間のアニール後に約1%より大きい結晶化度を示し且つ約220℃未満の融解温度を有する基材コポリエステル約50〜約95重量%及び基材コポリエステルと共に使用するのに適した可塑剤約5〜約50重量%を含むポリエステル組成物を製造し、このポリエステル組成物はフィルム又はシートに成形し、そしてフィルム又はシートの成形の間又はその後に結晶化を誘起して、軟質で可撓性のフィルム又はシートを製造する。
(もっと読む)
熱可塑性樹脂フィルムの製造装置及び製造方法
【課題】フィルム製造で発生する屑フィルムを再使用すると、塗膜を要因とした物などフィルム内の異物が増え、品質不備が発生したり、頻繁なポリマーフィルターの交換が必要であった。熱可塑性樹脂フィルムの製造工程で発生する屑フィルムの再利用を、品質や生産効率を損なうことなく実現する製造設備と製造方法を提供する。これによりフィルム製造の低コスト化に貢献する。
【解決手段】(1)捕集効率95%での濾過精度が0.6〜15μmであり、(2)金属繊維不織布からなる濾過層を少なくとも1層持ち、(3)該金属繊維不織布からなる濾過層のうち最もファインな濾過層における繊維の交点数が2〜9×109の範囲に有り、(4)該金属繊維不織布からなる濾過層のうち最もファインな濾過層の厚みが200μm以上である、ポリマーフィルターを装備した設備を用いてフィルムを製造する。
(もっと読む)
熱可塑性樹脂押出発泡断熱板
【課題】 熱伝導率が小さく長期に亘り断熱性に優れる熱可塑性樹脂押出発泡断熱板を提供することを目的とする。
【解決手段】本発明は、ポリスチレン樹脂に対し、JIS K7122(1987)に記載の「一定の熱処理を行った後、融解熱を測定する場合」(試験片の状態調節における加熱速度と冷却速度は、いずれも10℃/分とする。)を採用し、熱流束示差走査熱量測定装置を使用し、加熱速度10℃/分で得られるDSC曲線に基づくポリエステル系樹脂の融解に伴う吸熱ピーク熱量が5J/g未満(0も含む。)である、非晶性または低結晶性ポリエステル樹脂が比較的多量に配合された混合物を基材樹脂とし、ポリスチレン樹脂に対する透過速度が速い物理発泡剤を使用した熱可塑性樹脂押出発泡断熱板であり、押出発泡時の生産安定性に優れ、発泡体表面に凹凸状の波うちがなく外観が良好であり、十分な厚み、発泡倍率および独立気泡率が高く、熱伝導率が小さく長期に亘り断熱性に優れ、特に輻射断熱性に優れ、耐熱性を有する。
(もっと読む)
ポリフェニレンエーテル樹脂組成物の製造方法
【課題】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを二軸押出機に供給して加熱溶融混練するプロセスにおいて、スクリュー短径部分に滞留し、残留する、半溶融状態又は溶融状態のポリフェニレンエーテル固着物の発生を抑制する。
【解決手段】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを、二軸押出機に供給して加熱溶融混練するプロセスにおいて、溶融した前記(a)以外の熱可塑性樹脂の搬送領域に、(a)パウダー状ポリフェニレンエーテルを、二軸押出機のサイドから強制サイドフィーダーを用いて供給し、当該供給する部分の押出機のスクリュー構成を特定し、かつ、当該押出機のバレル設定温度を特定し、前記(a)パウダー状ポリフェニレンエーテルがパウダー状の固体状態で、前記溶融状態にある(a)以外の熱可塑性樹脂と混合するようにする。
(もっと読む)
41 - 60 / 274
[ Back to top ]