
Fターム[4F207AA45]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ゴム、エラストマー(熱可塑剤ゴム一般) (485)
Fターム[4F207AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (51)
Fターム[4F207AA45]に分類される特許
61 - 80 / 434
弾性ローラの製造方法
【課題】芯金の周囲をゴム混合物の膜厚を異ならせて被覆する弾性ローラの製造方法においても、正確に弾性ローラの膜厚プロファイルを得ることができる製造方法を提供する。
【解決手段】クロスヘッドの芯金供給孔に、複数本の芯金を直列かつ連続的に供給すると共に、該クロスヘッドに接続した押出機から、溶融したゴム混合物を該クロスヘッドに供給することによって、周囲がゴム混合物の層で被覆された芯金の複数本を製造する工程を含む弾性ローラの製造方法であって、クロスヘッドに送り込まれる芯金の移動量ごとに弾性ローラの外径を測定する。
(もっと読む)
未加硫ゴムの押出成形装置および押出成形方法

【課題】装置内を送給される未加硫のゴム材料を適正温度範囲内の加熱状態とすることにより、押出し成形されるリボン状ストリップなどの品質、ひいては、たとえばこれを用いて成型される生タイヤの品質の低下を有効に防止することができる未加硫ゴムの押出成形装置および押出成形方法を提供する。
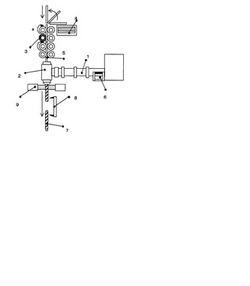
【解決手段】内部にスクリュー2cを具えた押出機2の先端に、該押出機2から送給されたゴム材料5を定量押出しするギアポンプ3と、ギアポンプ3から押出されたゴム材料5に所要の横断面形状を付与する成形手段4とを取付けてなる未加硫ゴムの押出成形装置1であって、押出機2のスクリュー2cとギアポンプ3との間で、ゴム材料5が流動する内部通路に、温度センサ6を配置するとともに、該温度センサ6からの、ゴム材料5の温度信号に基き、押出機2のスクリュー2cの回転駆動速度を変化させる速度制御手段を設けてなる。
(もっと読む)
空気入りタイヤおよびその製造方法
【課題】ビードフィラーとカーカスとの接着性を確保して、ビード部の耐久性を向上させた空気入りタイヤおよびその製造方法を提供する。
【解決手段】ビードコアおよびビードフィラーを有する一対のビード部間でトロイダル状に跨るカーカスを骨格とした空気入りタイヤにおいて、前記ビードフィラーは、コアゴムと、少なくとも前記カーカスに接する部分に設けた被覆ゴム層と、からなり、前記コアゴムよりも軟質の前記被覆ゴム層は、その厚さが0.1mm〜0.7mmである。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
トレッド製造装置及びトレッド製造方法
【課題】台タイヤに結合する環状のプレキュアトレッドの製造に要する時間を短縮して生産性を向上させる。
【解決手段】トレッド製造装置は、未加硫トレッド90の押出機10と、未加硫トレッド90が配置される剛体コア2と、加硫モールド内で未加硫トレッド90を加硫する加硫装置とを備えている。押出機10により未加硫トレッド90を押出成形して、剛体コア2の外周に、押出成形された未加硫トレッド90を環状に配置する。環状の未加硫トレッド90を剛体コア2とともに加硫モールドに収納して、加硫装置により未加硫トレッド90を加硫し、台タイヤに結合する環状のプレキュアトレッドを形成する。
(もっと読む)
車両用のウインドウモール及びその製造方法
【課題】ウインドウモールのテープ貼着面の幅寸法を小さくしてウインドウモールの幅寸法を小さくできるようにする。
【解決手段】ウインドウモール中間体(図示せず)は、ウインドウモール本体18及びリップ部19を一対備え、一対のウインドウモール本体18のうちのリップ部19と反対側の端部同士を接合した形状にすることで、一対のウインドウモール本体18のうちのテープ貼着面21の端縁21a同士が接合した状態である。このウインドウモール中間体のうちの一対のウインドウモール本体18の各テープ貼着面21に跨がって1本の両面テープ16を貼着した後、一対のウインドウモール本体18の接合部に沿ってウインドウモール中間体及び両面テープ16を分割することで、両面テープ16の側縁とテープ貼着面21のうちのリップ部19と反対側の端縁21aとが一致しているウインドウモール15を形成する。
(もっと読む)
押出機の口金
【課題】成型巻芯の表面に貼着させた未加硫ゴムの巻き始端およびその近傍が膨張しても、その膨張部分が、口金に接触することに起因する、成型巻芯上の未加硫ゴムの表面形状不良の発生を防止して、製品タイヤの品質を向上することができる口金を提供する。
【解決手段】押出機10の先端に取付けられて、生タイヤの成型巻芯50上に巻き取られる未加硫ゴム40を所定の横断面形状に成形する口金30であって、回転駆動される前記成型巻芯50の周面に近接させて対向配置される前記口金30の、成型巻芯50の回転方向後方側に位置するリップ部分32の成型巻芯50への対向面33を、回転方向後方側に向けて成型巻芯50から次方に離隔する傾斜面もしくは湾曲面としてなる。
(もっと読む)
押出ヘッド構造
【課題】高粘度の溶融材料を押し出す際に、その流動抵抗によって生じる応力を分散させることができる押出ヘッド構造を提供する。
【解決手段】軸部材20の軸本体部21には、保持部材30とスペーサ部材15とが嵌合される。軸部材20の一端には、ニップル40が取り付けられる。他端には、保持部材30の嵌合孔31の内径よりも外径が大きな段差部24が設けられる。保持部材30は、スペーサ部材15を介してニップル40と段差部24とに挟持される。
(もっと読む)
押出ゴム部材の収縮応力除去装置
【課題】押出機から押し出される長尺ゴム部材の収縮内部応力を除去して、経時的な形状変化の少ないゴム部材を提供する。
【解決手段】押出機11から長尺ゴム部材21を押出した直後、またはその後方(下流)にシュリンキングコンベヤー装置12,13を上下に設置する。シュリンキングコンベヤー装置12,13には複数のローラーが備わっていて、上下のシュリンキングコンベヤー装置に取り付けられた上下のローラー16が、押出機11から押し出された長尺ゴム部材21を挟みこんで適度に圧接する。上下のローラー16は個別に駆動機構19がついているので、ローラー16速度を適宜変更でき、長尺ゴム部材21の収縮度を制御できる。上側シュリンキングコンベヤー12には昇降機構22がついているので、上下のローラー16に挟まれた長尺ゴム部材21の圧接度を適宜調整でき、長尺ゴム部材の収縮度を制御できる。
(もっと読む)
導電性ゴムローラ成形用のクロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくすることが可能な導電性ゴムローラ成形用のクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と、供給口50と、を備えた外ダイ22と、外ダイ穴57に配置され、芯金ガイド穴31と、マニホールド61と、を備えたマンドレル21と、外ダイ穴57における芯金ガイド穴31の下端開口部よりも下側に配置され、ダイス穴56を備えたダイス23と、を有し、マニホールド61に沿った流れ方向および軸方向に沿った流れ方向の各々に対して垂直な切断面における展開部流路51の断面積が、ダイス口54の断面積から芯金13の断面積を差し引いた押出し断面積の4.1倍以上6.9倍以下であり、展開部流路51の長さが、供給口50の上端部における外ダイ穴57の口径の0.5倍以上1倍以下である。
(もっと読む)
ガラスランチャンネルとその組立体及び製造方法
【課題】軽量化を図りながら水分の吸収を抑制することができるガラスランチャンネルとその組立体及び製造方法を提供する。
【解決手段】ガラスランチャンネルの主体部をなすランチャンネル本体50は、基底部51と、車内側及び車外側の両側壁部52、53と、窓板20の両面に弾接可能な車内側及び車外側の両シールリップ62、65と、を備える。ランチャンネル本体50は、熱可塑性エラストマー材料と熱膨張性カプセルとを含む発泡性ポリマー材料より形成されると共に、発泡性ポリマー材料の発泡膨張によって形成された無数の発泡セルを有しており、ランチャンネル本体50は、吸水率が5%以下に設定されている。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
連続混練装置
【課題】 被混練物の押出し能力を確保しつつ剪断性を上げて混練品質の向上が図れる連続混練装置を提供する。
【解決手段】 バレル2内のスクリューセット3に組み込まれチャンバ内壁面との間の間隙で剪断を付与し被混練物の混練を行う混練ロータ7を備えた二軸混練押出機1において、前記混練ロータ7は、ロータ本体11の外周に、押出方向へ連続的に捻れた長翼12とロータ本体軸端より延びる一個以上の短翼13a,13bとを備えると共に、前記短翼13a,13bの長さをロータ本体11の長さの1/2よりも短くしてなると共に、前記混練ロータ7の上流あるいは下流側の少なくとも一方に、不連続に断面形状が変化するニーディングディスク15A,15Bを配置した。
(もっと読む)
帯状ゴムの製造方法
【課題】口金を交換しても短時間でまっすぐに帯状ゴムを押し出すことが可能な断面三角形状の帯状ゴムの製造方法を提供することを目的とする。
【解決手段】2台の押出機から押し出された未加硫ゴムをプレフォームダイのゴム流路6で合流させて口金5に送り込み、口金5の開口5aから帯状に押し出す断面三角形状の帯状ゴムの製造方法であって、ゴム流路6の入口において、境界8をはさんで先端側と基端側とからそれぞれ未加硫ゴム4をゴム流路6に導入するようにし、口金5の開口5aからゴム流路6を見たときに、境界8で区分される開口5aの先端側面積と基端側面積との比率が所定の面積比率になるように設定した上で、ゴム流路入口から供給する未加硫ゴム4の質量流量を、基端側よりも先端側の方が大きくなるように前記面積比率とは別の所定の質量流量比率で各押出機から押し出すことを特徴とする。
(もっと読む)
水および溶媒を含まないポリマーの製造方法
押出装置及びそれに用いられる成形用金型
【課題】口金の開口部から湾曲したゴム成形物を所定長さ押し出し、その端部同士を接合して環状部材を成形する場合、ゴム成形物を容易に所望の曲率を有するように湾曲させることのできる押出装置、及びそれに用いられる成形用金型を提供する。
【解決手段】口金4の開口部41から湾曲したゴム成形物Mを所定長さ押し出し、その端部同士を接合して環状部材を成形するための押出装置1であって、ゴム材料Rを押し出す押出機2と、押出機2の押出方向下流側に接続され、押出機2から押し出されたゴム材料Rを口金4へ導くための複数の流路5が内部に形成された成形用金型3と、を有し、複数の流路5は、ゴム成形物Mの径方向に並べて形成され、ゴム成形物Mの湾曲外周部M3へゴム材料Rを導く外周側流路53の断面積が、湾曲内周部M1へゴム材料Rを導く内周側流路51の断面積よりも大きい。
(もっと読む)
シールストリップ及びその製造方法
【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
熱可塑性フィルムで包装された高粘着性製品の連続ストリップを製造する方法及び装置
ゴム部材の製造方法及び製造装置
【課題】押出機から押し出された帯状ゴムを吸着パッドで吸着移動させる際に、帯状ゴムの落下を抑制可能なゴム部材の製造方法及び製造装置を提供する。
【解決手段】押出機1の口金8からゴムを帯状に押し出し、この帯状ゴム2の先端部を吸着パッド5で吸着して成形機7まで搬送し、成形機7で帯状ゴム2を成形するゴム部材の製造方法であって、口金8から帯状ゴム2を押し出す際に、帯状ゴム2の吸着パッド吸着面に対応する口金部分を、押出機1から押出した直後のゴム温度以上に加熱することを特徴とする。
(もっと読む)
共押出圧延成形された一体端部形成を有する明るい押し出し成形による生産品
ウェザーストリップ及びウェザーストリップを形成する関連した方法は、第1材料で形成されると共に押し出し成形材料に少なくとも部分的に包まれたコアを有する本体を含む。明るいストリップ又は金属製の表示表面は、審美的な感じのよい明るいストリップを提供するために押し出し成形材料内に一体にされる。明るいストリップの端部は、一部品構造を提供するためにウェザーストリップの端部に形成される。 (もっと読む)
61 - 80 / 434
[ Back to top ]