
Fターム[4F207AA45]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ゴム、エラストマー(熱可塑剤ゴム一般) (485)
Fターム[4F207AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (51)
Fターム[4F207AA45]に分類される特許
81 - 100 / 434
ビード部材の製造装置及び製造方法
【課題】ビード部材を製造するときに、ビードコアの外周に貼り付けるビードフィラの先端部と後端部を正確かつ滑らかに接合する。
【解決手段】ビードコアCを周方向に回転させて、ビードコアCの外周に向けて押出機10からゴムを押し出す。押出機10のゴムの押出先端部に設けた口金20の成形部31により、押し出されたゴムをビードフィラ形状に成形して回転するビードコアCの外周に貼り付け、ビードコアCの外周に対するビードフィラの成形終了に合わせて押出機10によるゴムの押し出しを停止させる。口金20の成形部31につながる案内部32により、回転するビードコアCに貼り付けたビードフィラの先端部を成形部31へ案内してビードフィラの後端部に接合させる。
(もっと読む)
ウエザストリップ及びその製造方法

【課題】不織布層と接着層との接着性能の低下抑制を図ることにより、外観品質の低下を抑制することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップの意匠面には、樹脂接着層25を介在させ、不織布で構成される不織布層26が形成されている。不織布層26は、着色された加飾層26aと、樹脂接着層25に接着する無着色の被接着層26bとを有している。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性、表面外観及び形状性に優れた異形押出樹脂成形品を与え得る異形押出成形用樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義する超高分子量芳香族ビニル系樹脂(B)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(C)及び無機フィラー(D)を所定の割合で含む。
(1)ゴム質重合体の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体(a1)、及び、所望により、芳香族ビニル化合物を重合して成る重合体(a2)から成り(但し、(a2)の割合は(a1)と(a2)の合計量に対して90質量%以下である)、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)芳香族ビニル化合物を含む単量体成分を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
強化エラストマー
エラストマーの全体にわたって離散した多孔質材料片が分布しているエラストマー。好ましくは、その多孔質材料は延伸ポリテトラフルオロエチレン(PTFE)であり、組成物の引張応力は50%伸び率で約1MPaより大きく、好ましくは1.5MPaより大きく、100%伸び率で2MPaより大きく、好ましくは3MPaより大きい。  (もっと読む)
(もっと読む)
ゴム帯体の製造装置、ゴム帯体の製造方法、ゴム帯体の巻付部材の製造装置、およびゴム帯体の巻付部材の製造方法
【課題】圧延ロールの回転速度を高くしてもゴム帯体を高精度に形成する製造装置及び製造方法を提供する。
【解決手段】押出機2と、該押出機2からのゴム部材21を、互いの圧延領域同士の間で圧延してゴム帯体22を形成する一対の圧延ロール5、6とを備え、一対の圧延ロール5、6のうちの少なくとも一方5の圧延領域3は、当該圧延ロール5の外周面に形成されその全周にわたって延びる周溝8で構成されているゴム帯体22の製造装置。
(もっと読む)
共押出し成形の方法、共押出し成形ダイ、及びそこから作製される押出し成形物品
それぞれポリマー材料を供給することができる2つのダイ空洞と、その2つのダイ空洞のそれぞれの少なくとも一部分の間に介在する配分プレートと、を備えるダイ。配分プレートは、分配エッジと、複数個の押出し成形チャネルとを有する。第1の押出し成形チャネル及び第2の押出し成形チャネルは、それぞれ第1のダイ空洞及び第2のダイ空洞における入口開口部から、分配エッジ上の出口開口部まで伸長する。第1の押出し成形チャネル及び第2の押出し成形チャネルの出口開口部は、交互位置に分配エッジに沿って配置される。そのようなダイを用いて押出し成形する方法、及びそこから作製される押出し成形物品も開示される。本方法は、第1のポリマー組成物及び第2のポリマー組成物を共押出し成形する工程を含む。押出し成形物品は、第1のポリマー組成物の複数個の長手方向の第1の縞と、第2のポリマー組成物の複数個の長手方向の第2の縞と、を交互に備える。 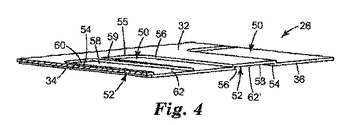 (もっと読む)
(もっと読む)
酸変性重合体含有の溶融延展物製造用エラストマー組成物およびフィルム
【課題】 耐熱性、伸びおよびモジュラスのバランスが優れ、かつ、溶融延展性の優れたポリウレタンとの接着性が良好なエラストマー組成物を提供する。
【解決手段】 芳香族ビニル単量体単位および共役ジエン単量体単位を主要構成単位として含有する特定のブロック重合体Cを100重量部、軟化剤Dを50〜200重量部、分子量分布が1〜3である特定のエチレン・α−オレフィン共重合体Eを10〜300重量部、分子量分布が1〜3である特定のプロピレン重合体Fを210〜1000重量部、酸変性されたポリオレフィンHを50〜200重量部含有する溶融延展物製造用エラストマー組成物。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
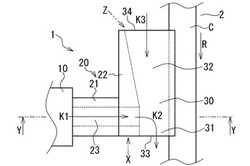
リボン状ストリップの貼着方法、貼着装置および、その装置に用いる口金
【課題】押出機先端の口金から吐出される未加硫ゴムのリボン状ストリップを、回転駆動される成型ドラムもしくは台タイヤに対して常に所定の向きに湾曲させることによって、成型ドラムもしくは台タイヤ上での、リボン状ストリップの巻取りを常に確実かつ円滑なものとして、新品タイヤもしくは更生タイヤの生産能率を大きく向上させる、リボン状ストリップの貼着方法、貼着装置および、その装置に用いる口金を提供する。
【解決手段】押出機に取り付けた口金の吐出口から、成型ドラムもしくは台タイヤに向けて未加硫ゴムのリボン状ストリップを押出して、該リボン状ストリップを成型ドラムまたは台タイヤ上に、直接的もしくは間接的に巻き取るに当り、口金の吐出口位置での前記リボン状ストリップの送給速度を、成型ドラムもしくは台タイヤの回転駆動方向の前方側または、該回転駆動方向の後方側のうち、いずれか一方側よりも他方側で遅くする。
(もっと読む)
アクリル系樹脂フィルム
【課題】アクリル系樹脂フィルムの特徴を損なわず、耐折曲白化性に優れ、フィッシュアイ等のフィルムの表面の凸部を減少させて表面性を改良し、印刷抜けを起こさず、かつフィルムの膜厚精度を向上させ、着色剤配合時の色ムラを改善する。
【解決手段】ゴム弾性体層を含む多層構造アクリル系樹脂を溶融押出法により成形したアクリル系樹脂フィルムであって、フィルム厚みが30〜300μmであり、フィルムを3cmの幅で区分した時に隣り合う区分の膜厚差が平均膜厚の1%以下かつ1m2中の膜厚精度が3%以下であるアクリル系樹脂フィルム。
(もっと読む)
回転、屈曲等の稼働部に使用可能な高耐久性チューブ、及びその製造方法
【課題】過酷な屈曲、伸縮、捩れ等に耐えうる物性を有し、かつチューブ間又は他の部材との接触時の滑り抵抗が低減されたチューブを提供する。
【解決手段】複数のチューブが、両端が固定され、当該チューブ間で、及び/又は他の部材と接触するように束ねられている部位を有し、かつ前記両端の固定部が相対的に移動する動作を繰り返し行う稼動部を有する製品に用いられるチューブにおいて、熱可塑性ポリエーテルエステルエラストマーを押出成形して得られ、外側表面が梨地状に形成されているチューブ;並びにその製造方法。
(もっと読む)
押出し装置及びゴムローラの製造方法
【課題】電子写真装置などに用いるゴムローラ等の押出し物の外形を精度良く制御するためのゴム用押出し装置と、該ゴム用押出し装置を用いたゴムローラの製造方法を提供する。
【解決手段】温調可能なクロスヘッドと、温調が可能なダイスと、ダイス保持部材を少なくとも備える、原料組成物を芯金の周囲に円筒状に形成するゴム用の押出し装置であって、該ダイスは樹脂で形成され、該ダイス保持部材は金属で形成され、該ダイスの内周は円筒形状を有し、その内周の一部に内周面と同軸をなすテーパー面を備え、該テーパー面最小内径箇所の外側にある円筒の外周面とダイス保持部材との間に隙間を全面に設け、かつ該ダイスの材料流入側の端面はクロスヘッドと面で合わさる構造で、ダイス保持部材の内径にH7の基準穴とし、ダイスの外周をf8の軸の公差域を適用した場合の最大隙間の1/2の隙間を少なくとも設ける。
(もっと読む)
透湿防水シートの製造方法
【課題】 透湿性及び防水性に特徴を有した透湿防水シートを提供する。
【解決手段】 ポリオレフィン系樹脂発泡体の両面を切断又は切削する二次加工を施すことにより、発泡体の両面に気泡断面を露出させた状態である。
(もっと読む)
共押出フィルムおよび複合材料の製造方法
【課題】ロール上に巻き付けて貯蔵することができ、容易に取り扱うことができ、かつ多くの用途で用いることができる、弾性層を備える共押出フィルムを提示すること。
【解決手段】本発明は、内部の層の境目(1)で、一方としての支持フィルム(3)と、他方としての熱可塑性エラストマーから成る単層の弾性フィルム(2)または熱可塑性エラストマーから成る層(2’)を備えた伸長可能なフィルム(7)とに分離することができる共押出フィルムに関する。支持フィルム(3)は、内部の層の境目(1)に剥離層(4)を備える。内部の層の境目(1)で互いに接しているフィルム層の極性を異なるように調整することによって剥離可能性が達成され、このために剥離層(4)は、非弾性の極性ポリマーから形成される。複合材料の製造方法も本発明の対象である。
(もっと読む)
静電気防止粘着積層体
【課題】 ブリードアウトがなく、被着体への汚染を防ぐことができ、かつ、湿度に依存せずに安定し、持続性のある静電気防止性能を付与した静電気防止粘着積層体を得ること。
【解決手段】 基材層及び静電気防止粘着層からなる静電気防止粘着積層体において、静電気防止粘着積層体が、多層共押出成形法で製造され、前記静電気防止粘着層が、下記(成分A)(成分B)(成分C)からなる混合物50〜90質量%と、ポリエーテル系帯電防止剤10〜50質量%からなる静電気防止粘着積層体とする。
(成分A)メタロセン触媒の存在下で製造された密度が0.86g/cm3〜0.91g/
cm3のエチレン−α−オレフィン共重合体75〜94質量%
(成分B)エチレン含有量が0〜30モル%、α−オレフィン含有量が0〜30モル%であり、示差走査熱量分析で測定される融点が120℃未満または融点が観測されない軟質プロピレン重合体5〜30質量%
(成分C)スチレン系熱可塑性エラストマー1〜10質量%
(もっと読む)
静電気防止粘着積層体
【課題】ブリードアウトがなく、被着体への汚染を防ぐことができ、かつ、湿度に依存せずに安定し、持続性のある静電気防止性能を付与した静電気防止粘着積層体を提供する。
【解決手段】基材層3及び静電気防止粘着層2からなる静電気防止粘着積層体において、静電気防止粘着積層体1が、多層共押出成形法で製造され、静電気防止粘着層が、メタロセン触媒の存在下で製造された、密度が0.86g/cm3〜0.91g/cm3のエチレン−α−オレフィン共重合体と、ポリエーテル系帯電防止剤からなる静電気防止粘着積層体。
(もっと読む)
静電気防止粘着積層体
【課題】 ブリードアウトがなく、被着体への汚染を防ぐことができ、かつ、湿度に依存せずに安定し、持続性のある静電気防止性能を付与した静電気防止粘着積層体を得ること。
【解決手段】 基材層及び静電気防止粘着層からなる静電気防止粘着積層体において、静電気防止粘着積層体が、多層共押出成形法で製造され、静電気防止粘着層が、メタロセン触媒の存在下で製造された密度が0.91g/cm3以下のエチレン−α−オレフィン共重合体42〜89質量%と、スチレン系熱可塑性エラストマー1〜8質量%及びポリエーテル系帯電防止剤10〜50質量%からなる静電気防止粘着積層体とする。
(もっと読む)
伸縮性フィルム
【課題】ブロッキングの問題を生じにくく、伸縮性も良好な伸縮性フィルムを提供すること。
【解決手段】本発明の伸縮性フィルム10においては、非弾性フィルム11と多数の弾性フィラメント12とが、該非弾性フィルムが溶融状態のうちに接合されている。多数の弾性フィラメント12は、一方向に延びるように配列しており、非弾性フィルム11は、少なくとも該一方向に伸長可能である。それぞれの弾性フィラメント12は、前記一方向に直交する断面における全体又は一部12aが非弾性フィルム11内に埋没しており、その埋没部分12aの最大幅Waが非埋没部分12bの最大幅Wbより大きい。
(もっと読む)
光拡散シート、光拡散シートの製造方法、および発光装置
【課題】 高い光拡散性及び高い光透過性を有する光拡散シートを提供することにある。
【解決手段】 ポリプロピレン系樹脂が含有され、密度が30〜100kg/m3 であり、シートの面1cm2 当たりの気泡個数が1×106 個以上であることを特徴とする光拡散シートを提供する。
(もっと読む)
ポリアミド系透湿防水性布帛の製造方法
【課題】従来技術の有する問題点を解決でき、さらに厚み感がなく、衣料としたときの着用感に優れ、またコスト面でも透湿性能の面でも有利なポリアミド系透湿防水性布帛を製造できるようにする。
【解決手段】ポリアミド繊維を含んだ基布にポリイソシアネート系化合物をその含有率が0.03〜2質量%となるように付与し、その後、ポリイソシアネート系化合物を付与した基布に、ハードセングメント組成がナイロン6、ナイロン11、ナイロン12等のポリアミドであり、ソフトセグメント組成がエチレングリコール、プロピレングリコール等のポリアルキレングリコールであるポリエーテルブロックアミド共重合体を含んだ熱可塑性ポリアミド系エラストマーフィルムを直接押出して積層形態とし、さらに、積層形態のフィルムと基布とを熱圧着により一体化する。
(もっと読む)
81 - 100 / 434
[ Back to top ]