
Fターム[4F207AA45]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ゴム、エラストマー(熱可塑剤ゴム一般) (485)
Fターム[4F207AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (51)
Fターム[4F207AA45]に分類される特許
121 - 140 / 434
表面保護フィルムの製造方法
【課題】 本発明は、少なくとも一つの面に高光沢でかつ欠陥の無い表面を有する表面保護フィルムを製造することができる方法を提供するという課題に基づく。
【解決手段】
本発明は、少なくとも一つの面に高光沢で欠陥箇所のない表面を有する表面保護フィルムの製造方法に関する。本発明においては、スロット付きノズルを用いて押出しされたプラスチック溶融物フィルムを、溶融状態で、冷却ロールと周回する金属製平滑化ベルトとの間の間隙に送り、冷却ロールに接触させることで冷却し、そして平滑化ベルトが冷却ロールに作用するところの巻き付き領域において、平滑化ベルトのベルトの張力によって生じた圧力によって平坦に圧迫する。
(もっと読む)
三次元に構造化された表面を有する熱可塑性フィルムの製造方法

【課題】
本発明は、表面構造が、変形が大きなところでも保たれる三次元に構造化された表面を有するフィルムを作製するという課題に基づくものである。
【解決手段】
本発明は、三次元に構造化された表面を有する多層熱可塑性フィルム(16)の製造方法に関する。スロット付きノズル(10)を使用して共押出することよって多層プラスチック溶融物フィルム(9)を生成し、これを、冷却ロール(12)と周回する金属ベルト(13)との間の間隙(11)に押出し、そしてこの間隙(11)において三次元に型押し及びこれと同時に冷却する。フィルム(16)の外側の構造化された層(12)は、熱可塑性ポリウレタンエラストマー(TPU)から作られ、この際、この層(17)にはイソシアネートが計量添加される。
(もっと読む)
芯材の製造方法と製造装置及びトリム材の製造方法
【課題】芯材が埋設されたウェザーストリップを切断する際に、ウェザーストリップを芯材の所定位置で安定して切断できるようにする。
【解決手段】分離空間部24と芯材片部22と連結部23とを有する一次芯材を長手方向に移動させて、この一次芯材の移動長さを検出し、その移動長さがウェザーストリップの全長寸法K(ウェザーストリップを切断する長さ)に対応する所定値(K+α)に達する毎に、分離空間部24の寸法の2倍以上の寸法S2の切断用空間部25を形成する。これにより、切断用空間部25を形成すべき位置に切断用空間部25を容易に形成することが可能となり、切断用空間部25を有する二次芯材16Bを容易に製造することができ、この二次芯材16Bを埋設したウェザーストリップを切断する際に、二次芯材16Bの切断用空間部25の位置で安定して切断することができる。
(もっと読む)
光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び液晶表示装置
【課題】ヘーズが低く、製造中に破断故障が発生しない光学フィルム、光学フィルムの製造方法、それを用いた偏光板、及び当該偏光板を用いた液晶表示装置を提供する。
【解決手段】置換度2.0〜3.0のセルロースエステル(CE)と、前記セルロースエステル(CE)とは異なる、下記一般式(G−1)または(G−2)で表される繰り返し単位を有するセルロースエステル(GCE)と、アクリル樹脂とを含有することを特徴とする光学フィルム。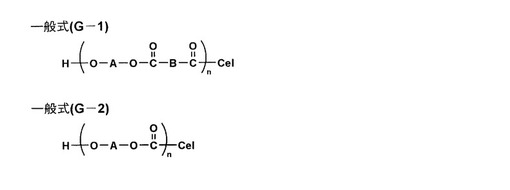 (もっと読む)
(もっと読む)
芯材の製造方法及びトリム材の製造方法並びに芯材
【課題】トリム材に埋設される芯材に補強用変形部を効率良く形成できるようにすると共に、補強用変形部による芯材の剛性を十分に確保できるようにする。
【解決手段】スリッタローラ30で帯状金属板28の幅方向に延びるスリットを長手方向に所定間隔で形成して芯材片部を形成するスリット形成工程を実行した後、圧延ローラ31で帯状金属板28のうちのスリットが形成されていない部分を圧延してスリットを長手方向に拡大して空間部を形成する圧延工程を実行して、芯材片部と空間部とを有する一次芯材14Aを形成する。この後、変形部形成ローラ33で一次芯材14Aの幅方向に延びる補強用の凸状変形部と凹状変形部を長手方向に交互に繰り返し形成する変形部形成工程を実行する。この際、凸状変形部と凹状変形部を一次芯材14Aの長手方向に沿う断面が連続的にS字状(空間部を介して連続するS字状)になるように形成する。
(もっと読む)
ジウレタン化合物を含有するアクリルゴム組成物
【課題】架橋性基含有アクリルゴム用の加硫剤として用いられるジウレタン化合物を加硫剤として含有し、スコーチ抑制による加硫速度の遅延を改善し、すなわち脂肪族ジアミンの有する良好な加硫速度および芳香族ジアミンの有する良好なスコーチ安定性を両立させ、しかも加硫物の加硫物性、特に耐圧縮永久歪特性をも満足せしめるアクリルゴム組成物を提供する。
【解決手段】多価アミン架橋性基含有アクリルゴム100重量部当り、加硫剤として一般式 R2(SO2)m(CH2)nOCONH-R1-NHCOO(CH2)n(SO2)mR2 (ここで、R1はC1〜C20の直鎖状または分岐状の2価脂肪族アルキレン基、2価脂環式シクロアルキレン基または2価芳香族基であり、R2はフルオレニル含有基であり、nは0、1または2であり、mは0または1である)で表わされるジウレタン化合物0.1〜10重量部および塩基性加硫促進剤としての1,8-ジアザビシクロ〔5.4.0〕ウンデセン-7 0.01〜1重量部を含有してなるアクリルゴム組成物。
(もっと読む)
空気入りタイヤ用ゴム部材の押出用口金および押出機
【課題】上面に溝形状を有し、下面はフラット形状である空気入りタイヤ用ゴム部材を製造するための空気入りタイヤ用ゴム部材の押出用口金、およびこの押出用口金を備える押出機を提供すること。
【解決手段】上型1Aと下型1Bとを組み合わせて形成された開口部を有する空気入りタイヤ用ゴム部材の押出用口金1において、上型1Aの内面には、溝形状4を形成するための複数の凸部3を配設し、下型1Bの内面には、凸部3と対向する位置にて複数の凹部5を配設する。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
難燃性熱可塑性エラストマー樹脂組成物およびその用途
【課題】
高い難燃性とノンドリップ性を有すると共に、耐熱老化性、柔軟性、靱性、耐摩耗性、弾性回復性に優れ、押出成形による電線被覆やチューブ成形、溶融紡糸加工によるモノフィラメントに適した難燃熱可塑性エラストマー樹脂組成物を提供する。
【解決手段】
主として結晶性芳香族ポリエステル単位からなる高融点結晶性重合体セグメント(a1)95〜45量%と、主として脂肪族ポリエーテル単位および/または脂肪族ポリエステル単位からなる低融点重合体セグメント(a2)5〜55重量%とを主たる構成成分とするポリエステルブロック共重合体(A1)および/または、ポリアルキレンフタレートおよび/またはその共重合体(a3)10〜50重量%および架橋可能なポリ(メタ)アクリレート、(メタ)アクリレート共重合体、ポリエチレン/(メタ)アクリレート共重合体から選ばれた少なくとも1種の(共)重合体(a4)50〜90重量%との混合物を、ラジカル発生剤の存在下に押出成形機内で溶融混合する際に動的架橋された熱可塑性エラストマー(A2)からなる熱可塑性エラストマーまたは組成物(A)100重量部に対して、リン系化合物難燃剤(B)10〜60重量部と、シリコーン系ドリップ防止剤(C)0.1〜10重量部と、耐熱剤(D)0.01〜10重量部を配合してなる難燃熱可塑性エラストマー樹脂組成物。
(もっと読む)
押出成形機
【課題】 成形材料の無駄を抑制する押出成形機を提供する。
【解決手段】 複数の材料を一体として成形し、内部まで一貫した意匠が施された成形物を成形する押出成形機10は、前記各材料を通過させて意匠形状を成形するダイス11と、該ダイス11から送出された成形物に絞りを加えて各材料を密着させる絞り管12と、を備える。絞り管12は、分割部44と分割部45とを接合して構成されている。前記分割部45の接合端部内には、成形物内部における送出速度差を吸収する調整部材59が設けられている。
(もっと読む)
粘弾性流体の粘度調整方法及びその装置
【課題】粘度を調整することができるとともに、生産性を向上することのできる粘弾性流体の粘度調整方法及びその装置を提供する。
【解決手段】第1押出装置10内の未加硫ゴムRの圧力及び温度を検出するとともに、その検出結果に基づいて未加硫ゴムRの粘度を推定することができるので、例えば周知のムーニー粘度測定機を用いて未加硫ゴムRの粘度を測定する場合のように、第1押出機10によって押出された未加硫ゴムRから粘度測定用にゴム片を切出す必要がなく、生産性の向上を図ることができる。また、推定された粘度に基づいて第2押出装置10における未加硫ゴムRの加工条件を調整することができるので、未加硫ゴムRの粘度を調整することができる。
(もっと読む)
半導電性ゴムベルト、およびその製造方法
【課題】特にベルト周方向での電気抵抗のばらつきが低減され、高画質な画像形成が可能な半導電性ゴムベルト、およびその製造方法を提供すること。
【解決手段】体積固有抵抗が104〜1012Ω・cmであるシームレスの半導電性ゴムベルトの製造方法において、スパイラルフロー型の溝25が形成された内筒部23を有するクロスヘッド3を備えた押出機を使用し、スコーチ時間t5が10〜18分である未加硫ゴム組成物を可塑化して、押出機より押し出す押出工程、押出機における未加硫ゴム組成物6の押し出し方向と略直交方向に、内筒部23の内部にて筒状金型5を移動させつつ、未加硫ゴム組成物6を筒状金型5外面に層状に被覆して未加硫ゴムベルト成形体7とする未加硫ゴムベルト成形工程、および未加硫ゴムベルト成形体7を加硫して半導電性ゴムベルトとする加硫工程を備えるものとする。
(もっと読む)
プラスチック基礎製品
【課題】簡易な構成を持ちその性質を使用しやすいプラスチック基礎製品とその製造方法を提供する。
【解決手段】所定の断面が互いに境界面で接する少なくとも第一領域P1と第二領域P2とを含む複数の領域に区分され、前記第一領域P1が熱可塑性樹脂組成物製の第一素材ででき、前記第二領域P2が熱可塑性樹脂をひとつの主要成分とする常温でゼリー状の第二素材ででき、前記第一素材と前記第二素材とが前記第一領域と前記第二領域との前記境界面Wで結合している。
(もっと読む)
押出用中芯、ゴムホースの製造方法およびゴムホース
【課題】使用する材料、材料の種類を少なくして簡単、かつ、安価に製造することができ、引き抜きも短時間で簡単に行うことができるとともに、使用する材料、材料の種類を少なくしてごみの排出量を少なくすることのできる押出用中芯を提供する。
【解決手段】ゴムホースを成形するための押出用中芯35であって、円筒状のセット用中芯33と、このセット用中芯33の外周に被せ、沿わせたデニット加工丸編みの伸縮性筒状布32とを備え、伸縮性筒状布32が、ゴムホースを成形する成形素材およびセット用中芯33に対して離型性を有した素材で織られている。
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
ゴムホース製造方法
【課題】加硫手段にガラス窓を設けることなく、加硫されるゴムホースの撓み(懸垂曲線)を算出することができるゴムホース製造方法を得る。
【解決手段】カテナリ測定器44はゴムホース12の懸垂曲線を測定する。そして、カテナリ測定器44によって測定されたゴムホースの懸垂曲線に基づいて張力調整制御部50が加硫パイプ26を通過するゴムホース12の懸垂曲線を算出し、ゴムホース12に付与する張力を調整して加硫パイプ26を通過するゴムホース12の懸垂曲線を決められた形状に変更する。ここで、カテナリ測定器44は、ゴム押出 加硫パイプ26よりゴムホース送り出し方向下流側に設けられる。このため、加硫パイプ26にガラス窓を設けることなく、加硫されるゴムホース12の懸垂曲線を算出することができる。
(もっと読む)
多層ポリマー物品およびその製造方法
ポリマー物品は、第1の層およびこの第1の層と直接接触する第2の層を含み得る。第1の層は、低表面エネルギーポリマーを含み得、少なくとも5%の接触指数を有し得る。第2の層は、エラストマーを含み得る。  (もっと読む)
(もっと読む)
プライ材料製造方法、およびプライ材料を用いた空気入りタイヤ
【課題】ホーリングを施すことなくコードプライ間の空気溜まりを抑制する。
【解決手段】コード並列体3を未加硫のゴムGでトッピングすることによりプライ材料4を形成するプライ材料製造方法であって、成形口13を有するダイプレート6を前端に設けた押出しヘッド7の前記成形口13に、前記ゴムGとコード並列体3とをコード長さ方向に通すことにより所定断面形状のプライ材料4を得るトッピング・押出し成形工程を含む。前記ダイプレート6は、成形口13の上下の壁面20a、20bに、該壁面20a、20bから小高さで突出しかつコード長さ方向にのびる凸条突起22を1本以上具えることにより、前記トッピング・押出し成形工程は、前記プライ材料4の上下の表面4a、4bに、コード間をコード長さ方向にのびる排気用の凹溝23を1本以上形成した。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
筒状フィルムの切断方法
【課題】熱可塑性樹脂または熱可塑性エラストマー組成物からなる筒状フィルムの切断端をささくれの問題を生じることなく均一にすることが可能な筒状フィルムの切断方法を提供する。
【解決手段】熱可塑性樹脂または熱可塑性エラストマー組成物からなる筒状フィルム1を所定の長さに切断する際に、筒状フィルム1を取り付ける拡縮可能なドラム2を使用する。ドラム2はドラム周方向に沿って延在する幅1〜5mmの切断用隙間2Cを有している。縮径状態のドラム2の外周側に筒状フィルム1を切断用隙間2Cを跨ぐように配置した後、ドラム2を拡径して筒状フィルム1を拡径したドラム2により内側から保持する。次いでカッター6を切断用隙間2Cに沿って移動させながら筒状フィルム1を1周にわたって切断する。
(もっと読む)
121 - 140 / 434
[ Back to top ]