
Fターム[4F207AG01]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 板状体(←シート、フィルム) (1,455)
Fターム[4F207AG01]の下位に属するFターム
厚板 (25)
Fターム[4F207AG01]に分類される特許
1,281 - 1,300 / 1,430
スチレン系コポリマーを含む発泡シート
1つまたは複数のスチレン系モノマーの40重量%〜90重量%;
1つまたは複数のマレイン酸系モノマーの5重量%〜45重量%;
6,000を超える数平均分子量を有する1つまたは複数のエラストマーポリマーの0.1重量%〜25重量%;および
式CH2=CR3R2[式中、R3はHまたはC1〜C3アルキル基であり、R2は直鎖、分岐または環状のC1〜C22アルキルまたはアルケニル基である。]で表される1つまたは複数のモノマーを含む1つまたは複数の低分子量ポリマーの0.1重量%〜10重量%を含む混合物を重合させることによって形成されるポリマーを含むポリマー組成物を含有する発泡シート。(ここで、前記低分子量ポリマーは、Mnが400〜6,000であり、官能基を場合により含むことができる。)発泡シートは溶融ポリマー組成物中に発泡剤を注入するステップ;発泡剤をポリマー組成物と混合するステップ;および混合物を押出成形して発泡シートを供給するステップによって作製される。発泡シートは食品の電子レンジ加熱における使用に適した容器に熱成形することができる。図2は、本発明による発泡シートの断面の顕微鏡写真である。  (もっと読む)
(もっと読む)
積層フィルムの製造装置および製造方法

【課題】フィルム積層方向における積層後の溶融材料流路を適正化することにより、複雑な装置構成や制御装置を必要としない単純で効果の大きい積層フィルムの製造装置を提供する。また、上記積層フィルムの製造装置を用いた積層フィルムの製造方法を提供する。
【解決手段】積層フィルムの製造装置において、溶融材料の積層方向および溶融材料の流路の中心軸を含む断面において、積層装置における積層完了部から、幅方向拡幅部入口までの間の各部における溶融材料の流路を形成する壁面と前記中心軸とが成す角度αが、−85°以上+15°以下であるように構成する。
(もっと読む)
ラミネート物の製造方法及び装置

【課題】基材にラミネートされた(貼り合わされた)樹脂膜表面にクレータの発生が少なく表面外観に優れたラミネート物を製造することができる。
【解決手段】走行する帯状の基材24の面に、押出ダイ14から溶融状態で吐出した熱可塑性樹脂の樹脂膜12を被覆させながらニップローラ18と冷却ローラ16とで基材24と樹脂膜12とをニップして貼り合わせてラミネート物28を製造する際に、製造されたラミネート物28のうちの樹脂膜12の膜厚が、基材24に貼り合わされるニップ位置における樹脂膜12の膜厚の20〜85%の範囲になるようにニップを行い、該ニップ位置Mを通過する樹脂膜12の通過量を絞るようにした。
(もっと読む)
多層積層体の製造方法
【課題】ポリアミドと含フッ素エチレン性重合体とを積層してなる層間接着力や低温衝撃性に優れた多層積層体を、同時多層共押出し法によって、付加的工程の必要や特定の接着性材料に限定されることなしに容易かつ簡易に製造する方法を提供する。
【解決手段】ダイ及び上記ダイに樹脂を供給する複数の押出機からなる共押出し装置を用いて同時多層共押出し法により、少なくとも、ポリアミド(A)と含フッ素エチレン性重合体(B)とを積層し、上記(A)及び(B)からなる積層体を得る多層積層体の製造方法であって、上記ダイの温度を260℃を超えて310℃以下の範囲にする多層積層体の製造方法。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 液晶表示装置(LCD)等の各種の表示装置に用いられる光学用フィルム、特にこれら表示装置に用いられる偏光板用保護フィルム、および位相差フィルムに有用な光学フィルムについて、高いフィルム強度を有し、しかも着色の少ない光学フィルム、及びその製造方法を提供する。
【解決手段】 溶融押出し製膜法による光学フィルムの製造方法において、熱可塑性樹脂がセルロースエステル系樹脂であり、溶融押出しダイに投入する前に、その純水浸漬液がpH4〜5のセルロースエステル系樹脂を、露点が−80℃〜0℃の中性〜アルカリ性ガスの雰囲気下に置いた後あるいは該ガスを流通させた乾燥機にて加熱して、含水率が50〜1000ppm、及びその純水浸漬液pHが5〜7であるセルロースエステル系樹脂を得、この乾燥後のセルロースエステル系樹脂を用いて溶融押出し製膜を行なう。この方法により製造された光学フィルムの膜面pHは、5〜7である。
(もっと読む)
セルロースアシレートフィルムおよびその製造方法
【課題】 液晶表示装置に組み込んだときに発生する表示むらを改善することができるセルロースアシレートフィルムを提供すること。
【解決手段】 厚み方向の変動幅がフィルム厚の0.1〜10%であり且つ面内の幅が1〜20mmであるV字状の厚みむらの数が、フィルムの長手方向100mあたり0箇所〜10箇所であるセルロースアシレートフィルム。
(もっと読む)
光反射板およびその製造方法
【課題】 光反射板を、簡易な方法により、安定して効率よく製造することのできる、光反射板の製造方法、および、その製造方法により製造された光反射板を提供すること。
【解決手段】 タンデム型押出発泡成形装置1を用いて、熱可塑性樹脂を含む成形材料を溶融し、溶融された成形材料に、超臨界状態の不活性ガスを混合し、高分散状態で溶解させた後、ダイ4から発泡させながら押し出して、マイクロセルラーフォームを押出発泡成形する。次いで、得られたマイクロセルラーフォームを、圧縮または延伸することにより、光反射板を得る。
(もっと読む)
シート成形用プロピレン・α−オレフィン共重合体
【解決手段】メルトフローレート(MFR)が0.1〜20g/10分、融解温度(Tm)が135〜160℃で、かつ下記式(1)を満足するシート成形用プロピレン・α−オレフィン共重合体。 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
【効果】プロピレン・α−オレフィン共重合体を熱成形して得られるシートは、剛性、耐衝撃性に優れると共に、二次成形によっても透明性の低下が少なく、かつ、二次成形時の温度依存性が小さいから、肉厚が均一で賦形の優れた二次成形体を得ることができる。二次成形体は真空成形又は真空圧空成形によって容易に製造できる。
(もっと読む)
シート成形用プロピレン系重合体組成物
【課題】剛性、透明性に優れ、成形性の良いプロピレン系重合体シートを生産可能なプロピレン系重合体組成物により、製造する方法及び二次加工成形体を提供する。
【解決手段】下記の成分Aを5〜60重量%、成分Bを40〜95重量%含有する重合体組成物からなるシート成形用プロピレン系重合体組成物。成分A:MFRが0.1〜20g/10分、密度が0.905g/cm3以上、Q値が7以上のプロピレン重合体、成分B:MFRが0.1〜20g/10分、融解温度が110〜155℃で、下記式(1)を満足するプロピレン・α−オレフィン共重合体、 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
(もっと読む)
環状オレフィン系重合体フィルムの製造方法
【課題】ダイラインがなく、光学的に均一な環状オレフィン系重合体からなるフィルムを押出し成形により製造する方法を提供する。
【解決手段】以下の条件(1)−(4)を満たす環状オレフィン系重合体フィルムの製造方法。条件(1):タッチロール5が、弾性変形可能な金属製無端ベルトからなる外筒7と、該外筒の内部に弾性変形可能な弾性体からなるロール6とを有し、かつ前記外筒と弾性体ロールとの間が温度調節用媒体により満たされてなる構造のロール。条件(2):シート状に押し出された溶融状環状オレフィン系重合体9よりも巾の狭いタッチロール5を用いて、前記溶融状環状オレフィン系重合体の中央部のみを挟圧する。条件(3):キャスティングロール4とタッチロール5により溶融状環状オレフィン系重合体を挟圧する距離が3〜30mmである。条件(4):タッチロールの表面温度が40℃以上(Tg−20)℃以下である。
(もっと読む)
多層押出成形装置、多層フィルムの製造方法及び多層延伸フィルムの製造方法
【課題】 装置を大型化することなく、少なくとも3層の多層フィルムの内層部分の厚みムラを抑えることができる多層フィルムの多層押出成形装置を提供すること。
【解決手段】 本発明の多層押出成形装置20では、多層フィルム2の内層3を形成しうるマニホールド28内の溶融樹脂の温度調整をする電気ヒーター54,56を、マニホールド28側へより近づけて配置してある。電気ヒーター54,56には、加熱対象のマニホールド28の反対側(マニホールド26,30側)に接触させて断熱材60,62が設置されている。制御装置80では、厚み検出装置70から送出される厚みデータに基づいて、電気ヒーター54,56の電圧量を適切に制御し、マニホールド28内の溶融樹脂の温度を0.1℃レベルで制御するような電圧調整信号を、電気ヒーター54,56に対して送出する。多層フィルム2の内層3の厚みを、マニホールド28内の溶融樹脂の温度を変化させ、流路36を流れる溶融樹脂の流速を変化させることによって調整する。
(もっと読む)
再帰反射性成形体を黄色に着色するための耐候性シート
本発明は、黄色のアントラキノン染料で着色されたPMMA層少なくとも1種を含有し、その際、PMMA層が、CIE1931標準表色系による色座標(x;y)0.4≦x≦0.54および0.44≦y≦0.54を示すシートに関し、その際、PMMA層の黄色染料の濃度が、PMMA層の全質量に対して少なくとも3質量%であることを特徴とする。 (もっと読む)
表面に多数の凹凸を有する熱可塑性樹脂製長尺成形品の製造方法
【課題】熱可塑性樹脂製長尺製品の表面に鮮明な凹凸模様を安定して形成し、これにより実際の布目調に近い外観を呈する押出成形品の製造方法の提供。
【解決手段】熱可塑性材料からなる外殻内に、加熱されたとき体積膨張する物質を内包するマイクロカプセルを混在した熱可塑性ポリマー材料を押し出して長尺成形品を製造する方法であって、前記ポリマー材料を前記熱可塑性材料の溶融温度よりも低い成形温度に加熱して、マイクロカプセルの外殻を膨張可能に軟化させると共に、内部物質を膨張させて、前記型出口から連続して長尺成形品に押し出す工程と、前記長尺成形品が押出開口12を出たときに表面及び/又は表面近くで少なくとも一部の前記マイクロカプセルを膨張及び/又は破裂させ、長尺成形品の表面に多数の凹凸部を形成する工程とを含み、前記押出成形品の表面温度を前記押出成形に適する温度よりも高温に加熱することである。
(もっと読む)
セルロースアシレートフィルムおよびその製造方法並びに、該セルロースアシレートフィルムを用いた光学フィルム及び画像表示装置
【課題】溶融製膜法により製造されるセルロースアシレートフィルムにおいて着色を起こすことのない、光学フィルムに適した、透明性に優れるセルロースアシレートフィルムおよびその製造方法の提供、並びに、このセルロースアシレートフィルムを用いた、高品位な位相差フィルム、偏光板、光学補償フィルム、反射防止フィルムおよび画像表示装置の提供。
【解決手段】セルロースアシレートフィルムであって、特定のアシル置換度を有し、且つ残留硫酸根量(硫黄原子の含有量として)が特定量以下であるセルロースアシレートを少なくとも含有する組成物を溶融製膜するセルロースアシレートフィルムの製造方法、並びに該製造方法により製造されたセルロースアシレートフィルム、これを用いた高品位な位相差フィルム、偏光板、光学補償フィルム、反射防止フィルムおよび画像表示装置。
(もっと読む)
物品の押出方法
流入する初期溶融流から非線形溶融流を形成するように成形された少なくとも1つのプロフィルダイインサート(2)を介して初期溶融流を同時押出する方法。ダイインサート入口(12)は、上方境界と下方境界との間に非線形開口部を有する。ダイインサート(2)は、流入溶融流の1つ以上の溶融流または領域の流れる方向を転換するように配置されている。ダイインサート入口(12)における初期溶融流は、一般に、材料溶融流の本来の流路に対して横方向に方向転換される。ダイインサート入口(12)において形成された非線形溶融流は、次にダイインサート(2)内で、ダイインサート出口開口部において実質的により線形または長方形の溶融流に集束する。ダイインサート出口開口部において、初期溶融流の少なくとも1つの層または部分は、押し出された材料の幅または横方向における複数の異なるゾーン内で、押し出された比率の幅または横方向における複数の異なるゾーン内で、異なる比率に分配されている。本発明は、押出物品にも関する。  (もっと読む)
(もっと読む)
生分解性積層フィルムの製造方法
【課題】 柔軟性と耐衝撃性を有し、パール調の美麗性を備えた包装用フィルムとして好適な生分解性を有する積層フィルムを製造工程の煩雑さを伴わない製造方法を提供する。
【解決手段】 乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)と、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)とを含有してなる樹脂層(B)とを共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法。
(もっと読む)
生分解性シート及びその製造方法、並びに当該シートを用いた生分解性成型品及びその製造方法
本発明の目的は、生分解性に優れると共に、成形性及び機械的強度も良好で、通気性及び保水性に優れた生分解性シート及び当該シートを用いた生分解性成型品を提供し、しかも簡易かつ経済的な製造方法も提供することである。 生分解性シートは、澱粉質を70重量%以上含有する原料を、温度120〜180℃に保持しつつ成形し、好適には、更にプラスチックを含有するものであり、当該澱粉質及びプラスチックを混練し、当該混練物を押出成形した後、裁断することにより原料ペレットを形成し、該原料ペレットを乾燥させ、その後加熱しつつ均一に混合することにより融解し、当該融解物を温度120〜180℃で、シート状に成形することにより製造される。 また、生分解性容器は、本発明の生分解性シートを、少なくとも1枚積層させ、該シートを加熱して軟化させ、次いで軟化した状態のシートを加熱真空成形または圧空成形することにより得る。 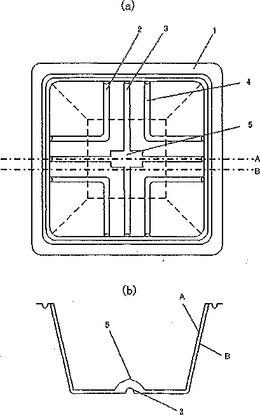 (もっと読む)
(もっと読む)
セルロースアシレートフィルムおよびその製造方法、並びに、これを用いた偏光板、位相差フィルム、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】 優れたレターデーションの発現性を有し、微細偏光異物および黄色味が少ないセルロースアシレートフィルムを提供する。
【解決手段】 炭素数2〜6のアシレート基を2種類以上有しており特定の置換度を満足するセルロースアシレートと、下記式で表される化合物とを含有する溶融流延によって形成したセルロースアシレートフィルム。
【化1】
(Ar1およびAr2はアリール基等、L1およびL2は−C(=O)O−または−C(=O)NR−、RはHまたはアルキル基、Xはビフェニレン基等を表す。)
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】 本願発明は、上記課題を背景になされたもので、押し出し速度が50m/min以上の高速において、タッチロールとの巻き付きを防止し、製造した無延伸樹脂シートを横延伸時にクリップ際での破れを防止し、高速製膜を可能にするという課題を解決するものである。
【解決手段】 冷却ロールとタッチロールとの間に熱可塑性樹脂の溶融物を押出して無延伸樹脂シートを製造するにあたり、前記タッチロールの表面が金属以外の物質で被覆されており、前記タッチロールに接するように配置された2つ以上の冷却補助ロールを使用して製造した無延伸樹脂シートを逐次二軸延伸する為に用いることを特徴とする無延伸樹脂シートの製造方法である。
(もっと読む)
フッ素系積層フィルム及びその製造方法
フッ素樹脂層(1)を、該フッ素樹脂層(1)と剥離可能な樹脂層(2)と共押出ししながら、該共押出しされたフィルムのフッ素樹脂層(1)側を延伸ポリエチレンテレフタレートフィルムと対向させて押出しラミネートすることを特徴とする、フッ素系積層フィルムの製造方法。 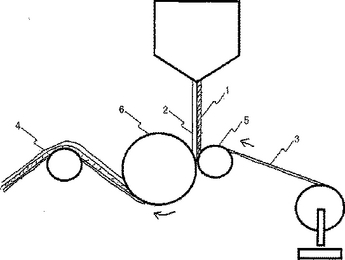 (もっと読む)
(もっと読む)
1,281 - 1,300 / 1,430
[ Back to top ]