
Fターム[4F207AP06]の内容
プラスチック等の押出成形 (29,461) | 検出量又は監視量 (342) | 位置(←角度、開度) (26)
Fターム[4F207AP06]に分類される特許
1 - 20 / 26
押出し複合手すり用のすべり層を前処理する方法及び装置
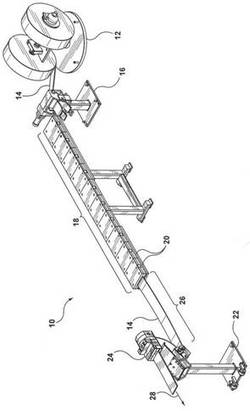
【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
フィルム製造装置

【課題】本発明の目的は、均一な厚みのフィルムを製造するためのフィルム製造装置を提供することにある。
【解決手段】フィルム製造装置10は、溶融されたフィルム材料12'を押し出す押し出し装置14、押し出されたフィルム材料12'を延伸する延伸装置、巻き芯16にフィルム12を巻き取る巻き取り装置18、巻き取られたフィルム12の硬度を測定する硬度計20、押し出し装置14を制御する制御手段22を備える。制御手段22は、測定された硬度に応じて押圧手段42を制御し、リップ36の間隔を変更する。
(もっと読む)
グラスランの断面形状評価方法
【課題】グラスランにおける断面形状の各部の寸法の評価をインラインにて定量的に行える断面形状評価方法を提供する。
【解決手段】押出成形後に所定長さに裁断された断面略チャンネル状のグラスラン1の切断面をCCDカメラ28で撮像し、断面形状の良否を画像解析装置33により評価する。撮像する工程のほか、側壁部とリップのそれぞれの長さと側壁部に対するリップ先端までの距離を計測してその良否判定を行う工程と、底壁部の幅寸法を計測してその良否判定を行う工程と、各側壁部と底壁部との相対位置関係として底壁部と各側壁部とのなす角度を計測してその良否判定を行う工程と、を含んでいる。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法
【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
シートの製造方法、製造装置、厚み制御方法および厚み制御装置
【課題】厚み調整手段の延伸後の対応を正確に取得し、厚みを精密に制御するシートの製造方法を提供する。
【解決手段】厚み調整手段を備えたダイ4を用いて溶融材料を押出し、延伸を含む所定の加工によりシートを得るとともに、加工の完了後の厚み分布から算出した操作量に基づき厚み調整手段を操作してシート厚みを制御するシートの製造方法において、所定の加工の完了前に印付与手段12によりシートの複数の所定の幅方向位置に光または熱により印を付与し、加工完了後に検査器8bによりその印の跡を検出することにより、前記所定の加工の完了前後でのシートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて厚み制御を行う。
(もっと読む)
ベント孔状態検出装置及び押出機
【課題】ベントアップを早期かつ正確に検出することを可能とするベント孔状態検出装置及び押出機を提供。
【解決手段】押出機1に用いられ、シリンダー2の途中に設けられたベント孔5から混練中に発生する副生成物をシリンダー2の外部に排出するときのベント孔5内の副生成物の状態を検出するベント孔状態検出装置10であって、ベント孔5の排出口5b内に向けて赤外線を出射してベント孔5の内部又はスクリュー3までの距離を測定する第1赤外線センサ12と、ベント孔5の排出口5bに沿って赤外線を出射して排出口5bを覆う位置までの距離を測定する第2赤外線センサ13と、第1赤外線センサ12及び第2赤外線センサ13が測定した測定結果に基づいて、ベント孔5の排出口5bにおける副生成物の盛り上がり状態及びベント孔の閉塞状態を検出する状態検出手段14と、検出したベント孔5の状態を出力する状態出力手段15と、を有することを特徴とする。
(もっと読む)
ビード部材の製造装置及び製造方法
【課題】ビード部材を製造するときに、ビードコアの外周に貼り付けるビードフィラの先端部と後端部を正確かつ滑らかに接合する。
【解決手段】ビードコアCを周方向に回転させて、ビードコアCの外周に向けて押出機10からゴムを押し出す。押出機10のゴムの押出先端部に設けた口金20の成形部31により、押し出されたゴムをビードフィラ形状に成形して回転するビードコアCの外周に貼り付け、ビードコアCの外周に対するビードフィラの成形終了に合わせて押出機10によるゴムの押し出しを停止させる。口金20の成形部31につながる案内部32により、回転するビードコアCに貼り付けたビードフィラの先端部を成形部31へ案内してビードフィラの後端部に接合させる。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、液晶表示板用フィルム、及びフィルム製造装置
【課題】 長期間の製膜を行なった場合においても、溶融物の挟圧位置が変化せず、光学特性が安定したフィルムの製造方法、及びその方法により製造されるフィルムを提供する。
【解決手段】
熱可塑性樹脂を含有する組成物をダイ16から溶融押出し、溶融押出しされた溶融物12Aを、タッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形する。架台50を移動させることにより、溶融物12Aの挟圧する位置が一定となるように調整しながら、溶融物12Aをタッチロール28とキャスティングロール18により挟圧する。
(もっと読む)
保護シート付き樹脂シートの製造方法及び製造装置
【課題】樹脂シートの表裏面に貼り付けた保護シートと樹脂シートとを一体として切削加工や研磨加工を行うときに保護フィルムが剥がれてしまうのを防止することができ、保護シートが樹脂シートの端まで貼り付けられた保護シート付き樹脂シートの製造方法及び製造装置を提供する。
【解決手段】保護シート貼り付け工程122と切断工程124との間で、樹脂シート14に貼り合わせた保護シート84、84のみを、両端部裁断工程120で裁断された樹脂シートの両端部よりも内側であり、端面加工工程126で表裏面にそれぞれ保護シートが貼り合わせた樹脂シート14’が加工される範囲よりも外側であるように裁断する保護シート裁断工程123を行う。
(もっと読む)
樹脂シートの製造方法及び製造装置
【課題】樹脂シートの最厚部の位置に基づいて、樹脂シートの裁断を高精度に行うことができる樹脂シートの製造方法及び製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、冷却成形ローラー部17において挟圧しながら冷却することで、偏肉形状を有する樹脂シートSを形成する。このとき、冷却成形ローラー部17の型ローラー20に、突起部又は溝部を設けておく。これにより、樹脂シート成形時に、マークが樹脂シートSに賦型される。マークが賦型された樹脂シートSを切断機32により個片化した後、マーク検出センサー70によるマークの検出結果に基づいて樹脂板B(個片化後の樹脂シートS)の位置および傾きを補正した状態で、裁断機72による裁断を行う。これにより、冷却成形ローラー部17において樹脂シートSが収縮や位置ずれを起こす場合でも、最厚部の位置に基づいて樹脂シートSの裁断を高精度に行うことができる。
(もっと読む)
押出機の処理量制御方法及び装置
【課題】本発明は、貯蔵タンクから押出機に供給される溶融樹脂の供給量を可変制御し、造粒ペレットの品質の確保を行うことを目的とする。
【解決手段】合成樹脂原料が貯蔵タンク(9)からゲートバルブ(8)を介してシリンダ(2)の原料供給口(7)へ供給され、シリンダ(2)内で回転駆動されるスクリュ(3)により溶融混練され、シリンダ(2)の先端からダイス(11)を経て紐状に押出される時に、スクリュ(3)の回転数を調整して合成樹脂原料の混練状態を調整すると共に、ゲートバルブ(8)の開度を調整して貯蔵タンク(9)からシリンダ(2)内へ供給される合成樹脂原料の供給量を調整する方法と構成である。
(もっと読む)
偏肉樹脂シートの製造方法および製造装置
【課題】樹脂シートの蛇行により最厚部の位置が変動する場合であっても、偏肉樹脂シートの裁断を高精度に行うことができる偏肉樹脂シートの製造方法および製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、型ローラー20とニップローラー18とで挟圧して偏肉樹脂シートSを成形した後、膜厚測定センサー60により偏肉樹脂シートSの膜厚を測定して、当該膜厚の測定結果から偏肉樹脂シートSの最厚部の位置を算出する。そして、算出された最厚部の位置に基づいて、基準線マーカー62により偏肉樹脂シートSに基準線を形成した後、当該基準線に基づいて偏肉樹脂シートS(偏肉樹脂板B)の裁断を行う。これにより、偏肉樹脂シートSの蛇行により最厚部の位置が変動する場合であっても、最厚部の位置を考慮して、偏肉樹脂シートSの裁断を高精度に行うことができる。
(もっと読む)
スクリュー及びその製造方法
【課題】肉盛り溶接法により製造される樹脂押出用のスクリュー及びその製造方法であって、従来のものと同等の品質を有し、生産性が高く経済的な樹脂押出用のスクリュー及びその製造方法を提供する。
【解決手段】本発明に係るスクリュー10は、スクリュー本体11のらせん羽根13の頂部に、耐摩耗性の硬化層15を有する樹脂押出用のスクリューであって、前記硬化層15は、前記らせん羽根13の側面より内部側に設けられている。上記発明において、硬化層15は、前記らせん羽根13の側面より0mmを越え4mm以下内部側に設けられているのがよい。また、硬化層15の厚さは、1〜4mmにすることができる。
(もっと読む)
熱変位式Tダイ、ヒートアクチュエータ用調整具およびフィルム又はシートの製造方法
【課題】熱変位式Tダイにおけるヒートアクチュエータの手動調整において、手動調整した押出間隙を維持してロックアップが可能な熱変位式Tダイを提供する。
【解決手段】押出スリット間隙をフレキシブルリップの幅方向に装着された複数個のヒートアクチュエータの押引調整により調整して均一厚さのフィルムもしくはシートを成形する熱変位式Tダイにおいて、前記ヒートアクチュエータAはTダイ本体10に対して押引可能な移動操作手段と移動操作手段で調整された状態を押引両方向にロックアップ可能なロックアップ手段により手動調整可能に装着されていることを特徴とする熱変位式Tダイ
。
(もっと読む)
押出成形機
【課題】原料の含水率に影響されることが殆ど無く、固形燃料を一様な大きさに形成できる押出成形機を提供する。
【解決手段】押出成形機1は、複数のダイス孔2を有するダイスプレート3と、一端がダイスプレート3にて塞がれ他端が開放されたバレル4と、先端5をダイスプレート3に対向する姿勢でバレル4に内装されたスクリュー6と、スクリュー6を回転させる駆動手段と、ダイスプレート3を加熱する複数のヒータと、ダイスプレート3とバレル4の一端との間に介在されたスペーサ9とを備える。
(もっと読む)
膜厚調整機構を備えた多層共押出ダイ、及び多層フィルムの製造方法
【課題】 多層フィルムの製膜において、各層の膜厚分布を制御することが可能な多層共押出ダイ、および多層フィルムの製造方法を提供する。
【解決手段】 多層共押出ダイを構成するプレートの勘合部に弾性体を挟み込み、前記プレートにかかる圧力を調整する機構を備えた構造とすることにより、弾性体を変形させ流路構造を変化させることができる多層共押出ダイ。更に前記の多層共押出ダイを用い、前記圧力を調整することにより、各層の膜厚を調整する多層フィルムの製造方法。
(もっと読む)
極薄粗面化フィルムおよびそれを得るための原反シート、その製造方法
【課題】
巻き取り加工適性に優れた微細な粗面性を有し、かつ非常に薄いフィルム厚であってコンデンサー用延伸フィルムに好適に用いられる極薄粗面化フィルムおよびそれを得るためのポリプロピレンキャスト原反シートを提供する。
【解決手段】
ゲルパーミエーションクロマトグラフ法で測定した重量平均分子量が、10万以上50万以下であるポリプロピレン樹脂を、加熱溶融しポリプロピレンキャスト原反シートを作製するものであって、シート化キャスティング工程において、シートのどちらか一方の面、あるいは両方の面にβ晶造核剤を噴霧、塗布および転写から選ばれる方法で供給されることによってβ晶化し、ポリプロピレンキャスト原反シートを製造する。その原反シートは、X線法で測定したβ晶分率が5%以上25%未満であることを特徴とする。
(もっと読む)
材料処理プラント
【課題】熱伸長及び熱膨張に起因するプラントへのダメージを防止するための手段で、一般的なタイプのプラントを開発する。
【解決手段】材料処理プラントは、第一スクリュー型機械(1)と第二スクリュー型機械(2)とから成る。スクリュー型機械(1、2)は、互いに配管エルボ(27)を用いて接続される。伸長補償機器(43)が第一スクリュー型機械(1)と配管エルボ(27)との間に配置される。第二スクリュー型機械(2)の熱膨張のための膨張補償機器(47)が配管エルボ(27)の上流側に配置される第一スクリュー型機械(1)の最後の支柱(34)内部に配置される。
(もっと読む)
押出機の押出材温度制御方法および装置
【課題】バッチ間或いは同一バッチで押出材の引取り速度を変更する場合があっても、常に、精度よく目標温度の押出材を得られるようにする押出機の押出材温度制御方法および装置を提供する。
【解決手段】押出材Rが押出機8から押出された時点から温度センサ2により押出材Rの温度を検知する時点までの検知前時間を予め一定時間として設定し、この検知前時間と押出材Rの引取り速度とに基づいて、制御装置7により温度センサ2が押出材Rの温度を検知する検知位置を算出するとともに、サーボモータ4を制御してボールネジ3により温度センサ2を算出した検知位置に移動させる。
(もっと読む)
1 - 20 / 26
[ Back to top ]