
Fターム[4F207AR11]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 時間、時期 (96)
Fターム[4F207AR11]に分類される特許
21 - 40 / 96
電線の製造方法
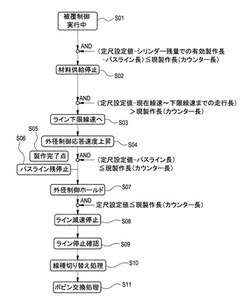
【課題】効率良く、高品質な電線を製造することが可能な電線の製造方法を提供する。
【解決手段】本発明の電線の製造方法は、設定長に至るまでの残余長の線材の被覆に要する量の樹脂が押出機に供給されたことを検知して押出機への樹脂の供給を停止する材料供給停止処理(ステップS02)と、押出機への樹脂の供給停止後に、線材の線速を定常線速よりも低くかつ下限線速以上の低線速として線材に樹脂を被覆する下限線速被覆運転へ移行させる線速切り替え処理(ステップS03)と、押出機への樹脂の供給停止後に、押出機からの樹脂の押出流量に応じて電線の外径制御の応答速度を速くする外径制御応答変更処理(ステップS04)と、電線が設定長押し出された時点で外径制御を停止する外径制御停止処理(ステップS07)と、を含む。
(もっと読む)
熱可塑性樹脂組成物、その成形体、及び成型方法
【課題】溶融強度が高く優れた成形加工性を有する樹脂組成物、及び該組成物を成形して得られる優れた外観を有する成形体を提供する。
【解決手段】熱可塑性組成物は、重量平均分子量が1万以上、100万未満の高分子(A)100重量部、重量平均分子量が100万以上、1000万未満であり、その分子中に10〜1000個のカルボキシル基を有する高分子(B1)0.5〜15重量部、重量平均分子量が100万以上、500万未満であり、その分子中に1〜2個の水酸基を有する高分子(B2)0.5〜15重量部、及び縮合剤(C)0.1〜5重量部を含む。
(もっと読む)
樹脂押出機の立上制御方法及び装置

【課題】樹脂押出機を自動的に短時間に立ち上げできるようにした立上制御方法とする。
【解決手段】樹脂押出機1の起動時には、樹脂材料の供給量を目標供給量よりも少ない低供給量とし、スクリュー2の回転数を目標回転数よりも少ない低回転数とし、その後に目標供給量、目標回転数まで設定した立上時間で漸増して押出状態とすることで、自動的に短時間に立ち上げできる立上制御方法とする。
(もっと読む)
ポリエステルフィルムの溶融製膜方法及び太陽電池部材用ポリエステルフィルム
【課題】溶融時の熱履歴の影響を抑え、耐加水分解性に優れたポリエステルフィルムが得られるポリエステルフィルムの溶融製膜方法を提供する。
【解決手段】ポリエステル樹脂を含むと共に末端カルボン酸基の量が30eq/t以下である原料樹脂を単軸押出機に投入後、溶融過程での前記原料樹脂の最大温度Tmax[℃]と融点Tm[℃]とがTm≦Tmax≦Tm+30の関係を満たすと共に、スクリュ圧縮部4における前記原料樹脂の充満率が50〜80%となる条件で溶融押出し、フィルム状に成形されている。
(もっと読む)
粒体成形装置
【課題】液体が表面に付着して、粘着性や凝集性が大きくなっている粒状物の集合からなる粒体を押出機で押出して均一に成形するためのダイスを提供しようとする。
【課題を解決するための手段】粒体を押出す押出し機と、該押出し機の吐出口に装着され、該吐出口から吐出される前記粒状物が進入する入口開口と、該粒体が押出されて成形される出口開口とを備えたダイスと、該ダイスから押出されたシート状の粒体を載置して該シート状の粒体の面方向に搬送する搬送手段と、1または複数の回転ロールとを備え、前記回転ロールの表面から複数のピンが該回転ロールの長手方向に進行する螺旋状の隊列をなすように立設し、前記隊列の螺旋の旋回方向が前記回転ロールの長手方向にかけて断続的に反転し、前記回転ロールは、前記シート状の粒体の搬送中に前記ピンの先端部が前記シート状の粒体に接触する状態で該シート状の粒体の搬送方向に対して連れまわり方向に回転する粒体成形装置である。
(もっと読む)
脱気装置
【課題】混練された材料に対して容易かつ確実に脱気を行うことができる脱気装置を提供すること。
【解決手段】脱気装置1は、ハウジング2と、ハウジング2内に回転自在に設置されたロータ3と、ハウジング2の脱気室22を減圧する減圧機構4とを有している。ハウジング2は、管路21と、管路21の途中に設けられた脱気室22および筒状部23とを有している。管路21の上側の端部が入口24を構成し、下側の端部が出口25を構成する。筒状部23内には、ロータ3が回転自在に設置されており、このロータ3により、出口25と脱気室22との間が封止される。ロータ3は、筒状部23内を4つの空間231〜234に仕切る4つの仕切板31を有している。
(もっと読む)
蓄熱成型体
繊維様またはフィルム様成型体が、可塑化混合物から作製され、前記混合物は、その重量に対して60〜10質量%のキャリア成分および40〜90質量%の相変化物質から成り、前記キャリア成分は、前記可塑化混合物に対して5〜20質量%の、LDPE(低密度ポリエチレン)、HDPE(高密度ポリエチレン)、PMMA(ポリメチルメタクリレート)、ポリカーボネート、およびこれらの混合物を含む群から選択されるポリマーまたはポリマーブレンド、5〜20質量%のスチレンブロックコポリマー、ならびに、0〜20質量%の1種または2種以上の添加剤、を含有し、前記相変化物質は、天然および合成パラフィン、ポリエチレングリコール(=ポリエチレンオキシド)、ならびにこれらの混合物を含む群から選択され、前記可塑化混合物は、130〜220℃の温度にて、スピナレットまたはスリットダイスを通して押出され、延伸される。 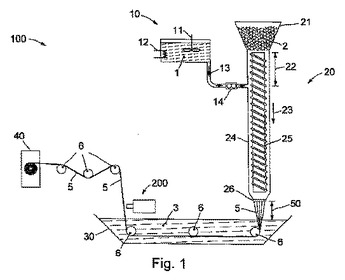 (もっと読む)
(もっと読む)
樹脂被覆鋼管の製造方法および製造装置
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルム
【課題】 スジやシワ及びダイラインの発生が抑制された耐熱性、耐電圧性、摺動性等に優れたフィルムキャパシタ用フィルムを容易かつ確実に製造可能なフィルムキャパシタ用フィルムの製造方法を提供する。
【解決手段】 押出機による溶融樹脂の押し出し開始時に、Tダイス7のリップ部7aからポリエーテルイミド樹脂単体を溶融押し出ししてポリエーテルイミド樹脂単体のフィルムを成形後、前記ポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物に切替えて前記Tダイスから継続して当該樹脂組成物のフィルムを押出成形すると、Tダイス7のリップ部7aの流路面にポリエーテルイミド樹脂単体の極薄の皮膜8aによって被覆された状態で、中心部に、この皮膜8aと親和性があるポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物層8bが形成される。
(もっと読む)
複層フィルム及び位相差フィルム並びにそれらの製造方法
【課題】位相差ムラを抑制した高品質の位相差フィルムを製造できる複層フィルム、位相差ムラを抑制した高品質の位相差フィルム、並びにそれらの製造方法を提供する。
【解決手段】コア層と、前記コア層の両面にそれぞれ配置されるスキン層とを備え、溶融樹脂を溶融押出しすることにより成形された複層フィルムであって、前記コア層と前記スキン層との界面における幅300μm以上1000μm以下且つ高さ10nm以上1000nm以下の線状凹凸の本数が、前記複層フィルムの幅1400mm当たり2本以下である、複層フィルム;それを延伸してなる位相差フィルム;並びにそれらの製造方法。
(もっと読む)
光学フィルム製造用ロール金型の保護皮膜の製造方法
【課題】本発明は、簡易な方法かつ低コストで、光学フィルム製造用ロール金型の表面を傷つけず錆の発生や異物の付着などを防止する保護皮膜の製造方法を提案することを目的とする。
【解決手段】本発明の保護皮膜の製造方法は、光学フィルム製造用ロール金型の表面に前記ロール金型を回転させながら保護皮膜剤を塗布する塗布工程と、前記ロール金型を回転させながら前記保護皮膜剤を乾燥硬化させる乾燥硬化工程とを少なくとも有することを特徴とする。本発明の保護皮膜の製造方法は、塗布工程と乾燥硬化工程において、未硬化の保護皮膜剤が流動しない回転速度で光学フィルム製造用ロール金型の回転が行われることが好ましい。
(もっと読む)
熱処理済み異型押出しフック
【課題】より狭いフックプロフィールを有するファスナーおよびより狭いフックプロフィールを与え、商業的に許容される製造速度で狭いフックプロフィールを形成することができるファスナーの形成方法を提供する。
【解決手段】ダイが離間したリッジまたはリブを形成するとき、ダイプレートによってフック部材の断面形状が形成され、一方、初期のフック部材の厚さは、それらの長さに沿って離間した位置でリッジを横方向に切断することにより形成されて、リッジの不連続切断部分が形成される。続いて、バッキング層の長手方向(機械方向におけるリッジの方向)の伸張によって、これらのリッジの切断部分が分離されて、次いで切断部分が離間したフック部材を形成する。次いで押出しフック部材または切断リブフック部材を熱処理すると、少なくともフックヘッド部分の厚さの少なくとも一部が5〜90パーセント、好ましくは30〜90パーセント収縮する。
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法
【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
パージング剤およびパージング方法
【課題】押出機内の被パージ樹脂除去効果に優れ、かつ再立ち上げする時のパージング剤が完全に排出されるまでの時間が短く、製品ロスが少なくなるパージング剤およびパージング方法を提供すること。
【解決手段】 熱可塑性樹脂に対して、下記化学式(1)で表される高級脂肪酸塩を含むことを特徴とするパージング剤。
αMO・M(OOCR)2 …(1)
〔式中、αは、0.1〜1.0であり、Mは2価の金属であり、Rは、炭素数11〜29の飽和または不飽和の炭化水素基を表わす。〕
(もっと読む)
樹脂丸棒成形方法及び成形用装置
【課題】構造が均整で真円度に優れた樹脂丸棒を得る製造方法を提供しようとする。
【課題を解決するための手段】熱可塑性樹脂を溶融状態で円形の吐出口を有するノズルから鉛直下方に押し出して液槽に貯留された冷却用液に突入させ、該冷却用液中で把持手段で把持して定速で鉛直下方に引き取る樹脂丸棒成形方法であって、引き取り速度が、引き取り中の樹脂丸棒の径が前記吐出口の径より大であるような速度である樹脂丸棒成形方法であり、前記吐出口と前記冷却用液とは接触せずかつ間隔が30mm以下である前記樹脂丸棒成形方法であり、冷却用液の温度が(Tg−20℃)以上、Tg未満(Tgは前記熱可塑性樹脂のガラス転移温度)である前記樹脂丸棒成形方法であり、前記熱可塑性樹脂がポリ乳酸のような生体吸収性樹脂である前記樹脂丸棒成形方法である。
(もっと読む)
濾過装置
【課題】フィルムの欠点の原因である、長期滞留溶融樹脂を劇的に減じることができる濾過装置を提供する。
【解決手段】溶融樹脂が流入する入口3、および流出する出口4を有するハウジング2と、前記ハウジング2内に設けられ、溶融樹脂流路を有するセンターポール11と、前記センターポールを外囲するように、前記センターポールの長手方向に積層された複数枚の環状のリーフディスクフィルター6と、を備え、前記入口3から流入した溶融樹脂が、前記リーフディスクフィルター6を通りその内方に濾過済みの溶融樹脂として流入し、濾過済みの溶融樹脂が、前記センターポール内の溶融樹脂流路に流入し、前記出口から流出する溶融樹脂の濾過装置であって、長期滞留樹脂排出用フィルター13を備えた長期滞留樹脂排出口5が、前記ハウジングの溶融樹脂流の最下流部に近設されていることを特徴とする、前記濾過装置。
(もっと読む)
セルロースエステルフィルム及びセルロースエステルフィルムの製造方法
【課題】コントラスト性能の向上を図れ、マット効果に優れるとともにフィルム同士の貼り付きなどのブロッキングを防止でき、さらには押出工程でのフィルターの目詰まりを防止して生産性を向上させることのできるセルロースエステルフィルム及びセルロースエステルフィルムの製造方法を提供する。
【解決手段】溶融流延法によって製膜されるセルロースエステルフィルムであって、セルロースエステルを含む溶融混合物中のゲルフィラーの大きさが、0.5〜30μmで、50〜500個/gであり、50μm以上が0〜2個/10gである。
(もっと読む)
多層押出し
ペット噛み具は、複数の組成物を共押出しして、層状構成を形成することによって製造される。栄養性添加剤などの、熱および/またはせん断に敏感な組成物に対して処理条件を調節するために、別個の押出し機が設けられ、それぞれの押出し物は、外側層として比較的高いレベルの栄養性組成物が提供されるように組合されてもよい。  (もっと読む)
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
21 - 40 / 96
[ Back to top ]