
Fターム[4F207AR11]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 時間、時期 (96)
Fターム[4F207AR11]に分類される特許
61 - 80 / 96
光学フィルム、及びその製造方法
【課題】 光学フィルムの製造の高速化に伴い、フィルムをロール状に巻き取った後のエンボス部高さを確保する。光学フィルムの生産における高速化+長尺化に確実に対応する。フィルムの高品質化を果たし、近年の偏光板用保護フィルム等の薄膜化、広幅化、及び高品質化の要求に応え得る、光学フィルム、及びその製造方法を提供する。
【解決手段】 溶液流延製膜法または溶融流延製膜法によるロール状光学フィルムの製造方法は、ナーリング加工の処理温度をT(℃)、ベースフィルムのガラス転移温度をTg(℃)、ベースフィルムがエンボスリングに接している時間をs(秒)としたときに、下記の関係式を満たす条件でナーリング加工を行ない、ロール状光学フィルムを製造する。
0.75≦(T−Tg)×s≦1.00
(もっと読む)
繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法

【課題】繊維状強化材をフィードホッパーへ供給するに際し、繊維状強化材がフィードホッパーの内壁へ衝突し解繊物が発生するのを抑制し、フィードホッパー内壁へ解繊物や樹脂成分が付着、蓄積しブリッジ現象を起こしたり、付着物の塊が落下したりすることなく、原料を混練装置へ安定して供給することができる、繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法を提供することにある。
【解決手段】繊維状強化材供給口、熱可塑性樹脂成分供給口および混練装置への材料投入口を備え、さらに、繊維状強化材供給口には、投入された繊維状強化材を混練装置への材料投入口方向に向かってガイドする繊維状強化材供給ガイドを設けてなることを特徴とする、繊維強化熱可塑性樹脂組成物製造用のフィードホッパー。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】ロールを損傷させることなく、これらのロールの汚れを効果的に除去することにより、傷が少ない高品質の熱可塑性樹脂フィルムを効率的に製造する方法を提供する。
【解決手段】走行するフィルムが少なくとも1本のロールに接する工程を含む熱可塑性樹脂フィルムの製造において、走行するフィルムが接するロールのうち少なくとも1本のロールに周波数1000〜7000Hz、パルス幅100〜280ナノ秒のレーザー光を間欠照射することを特徴とする。
(もっと読む)
連続配合用の混合混練装置及び混合混練装置を用いた連続配合の実施方法
【課題】ケーシング内で回転すると同時に軸方向に並進移動するスクリューシャフトを含む、連続配合用の混合混練装置を提供する。
【解決手段】単位時間当たりの材料の処理能力に関して、装置の効率を持続的に向上させるために、以下の幾何比を有するスクリューシャフト3を提案する。スクリューシャフト内径Diに対するスクリューシャフト外径Daの比Da/Diは1.5〜2.0であり、ストロークHに対するスクリューシャフト外径Daの比Da/Hは4〜6であり、ストロークHに対するピッチTの比T/Hは1.3〜2.5の間であるスクリュシャフト3。かかるスクリューシャフト3を備えた混合混練装置は、好ましくは500rmpを超える回転速度、特には800rmpを超える回転速度で運転される。
(もっと読む)
押出成形樹脂加工品の製造方法
【課題】低温で行う必要のある環状オレフィン樹脂を含む押出成形加工品等の製造において、ダイスの出口付近に樹脂のメヤニが付着して堆積することを抑えた押出成形加工品の製造方法を提供する。
【解決手段】ダイス出口付近に付着する樹脂メヤニは、溶融混練前等において酸化劣化した樹脂原料がダイスからの溶融樹脂の流動を乱すために生じる。そこで、あらかじめ樹脂原料を脱酸素処理することで、樹脂原料の酸化劣化を抑え、ダイスの出口付近における樹脂メヤニの付着、堆積を抑える
(もっと読む)
ポリエチレン−ポリプロピレン多層ブロー成形フィルムの製造方法
【課題】結合層を用いずに、少なくとも一層のポリプロピレン層に隣接した少なくとも一層のポリエチレン層を有する多層フィルムまたはシートの製造方法。
【解決手段】ポリエチレンが高圧重合方法で製造した低密度ポリエチレンでなく、溶融押出物の凝固時間を10秒以下にする。
(もっと読む)
熱可塑性フイルム、熱可塑性フイルムの製造方法及び熱可塑性フイルムの製造装置、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】膜厚むら、厚み方向のレターデーションRthの上昇、並びにRthのばらつきを低減できる。
【解決手段】ダイ20からの溶融樹脂90を第1キャスティングロール28とタッチロール24とによって押し付けて押出し成形する熱可塑性フイルムの製造方法において、第1キャスティングロール28とタッチロール24による押出し成形直後の溶融樹脂90を加熱する。具体的には、第1キャスティングロール28とタッチロール24とによって押出し成形された溶融樹脂90の搬送過程のうち、第1キャスティングロール28とタッチロール24との挟持部分からわずかに離間した位置に、指向性のある熱源92を設置する。指向性のある熱源92としては、例えば赤外線ヒータ、ハロゲンヒータ、電熱ヒータ等を用いることができる。
(もっと読む)
熱可塑性樹脂フィルムおよびその製造方法
【課題】 耐熱性・光学的等方性・透明性に優れ、かつ、取り扱い性・加工性にもすぐれた熱可塑性樹脂フィルムを提供すること。また、該樹脂フィルムの少なくとも片面側にハードコート層、帯電防止層、紫外線吸収層、粘着層、反射防止層などの機能層を有することで高透明性を発現しつつ、取り扱い性にすぐれた光学用フィルム、特に偏光子保護フィルムとして好適な熱可塑性樹脂フィルムを提供すること。
【解決手段】 ガラス転移温度が110℃以上の熱可塑性樹脂を含み、該フィルムの全ヘイズが1.6%以上、内部ヘイズが1.0%以下、面内位相差Δndが10nm以下、厚み方向位相差Rthが−10〜10nmである熱可塑性樹脂フィルムとする。
(もっと読む)
炭素短繊維集合体、熱伝導性成形体及びその製造方法
【課題】成形体にした際に、熱伝導率と添加濃度との関係において閾値を持つような炭素短繊維を提供する。
【解決手段】適切な長さの炭素短繊維を適切な濃度で用いると、熱伝導率の閾値が、ハンドリングのしやすい範囲で発現する。このような炭素短繊維をシリコーン樹脂と成形体にし、柔軟性と熱伝導性を兼ね備える熱伝導性成形体を提供する。
(もっと読む)
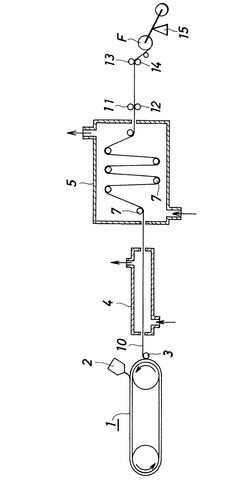
微細発泡シートの成形方法および成形装置
【課題】 厚さと表面精度に優れ、発泡セル径が50μm以下の微細発泡シートを得ることができる成形方法を提供する。
【解決手段】 超臨界状態の不活性流体が混練・分散された溶融樹脂を押し出す押出機のTダイ(10)の直下に第1のニップロール(11)を、その下方に冷却水槽(13)を、そして前記第1のニップロール(11)と所定の間隔をおいて第2のニップロール(12)を設ける。第1、2のニップロールは位置調節自在に冷却水槽に設ける。第1のニップロールにおいて、延伸すると共にシートの厚さと表面精度を整える。冷却水槽において滞留する時間を調整してシート表面での発泡を抑制し、かつ発泡セルの成長を制御する。第2のニップロールにおいて、その回転数と間隔を調整し延伸して、所望のアスペクト比を得る。またシートの厚さおよび表面精度の向上を図る。
(もっと読む)
光学フィルムの製造方法
【課題】 繰り返し打痕が無く、表面均一性に優れた光学フィルムを製造する方法を提供すること。
【解決手段】 環状オレフィン系樹脂を溶融し、ダイから押し出して下記(1)〜(3)の条件を満たす方法で冷却ロールに圧着してフィルム化することを特徴とする、光学フィルムの製造方法を提供する。
(1)冷却ロール表面の材質が、酸化アルミニウム、タングステンカーバイドおよび酸化クロムから選ばれるセラミックスである。
(2)冷却ロール表面の表面粗さが0.1〜0.5sである。
(3)溶融樹脂の冷却ロールへの圧着は、フィルムに、電圧2〜8kVで0.5〜5秒間静電印加することにより行う。
(もっと読む)
紙製容器およびその製造方法
【課題】 発泡状態が均一で、断熱性に優れる紙製容器を提供すること。
【解決手段】 胴部材と底板部材とからなる紙製容器であって、胴部材は、紙基材に発泡した熱可塑性樹脂層が形成されており、該発泡熱可塑性樹脂層は、紙基材の少なくとも片面に溶融状態の熱可塑性樹脂をTダイから紙基材に接するまでの時間が0.11〜0.33秒となるように押出しラミネートした熱可塑性樹脂層を設け、紙基材中の水分を加熱蒸発させることによって前記熱可塑性樹脂層が発泡したものであることを特徴とする紙製容器。
(もっと読む)
ストランドの製造方法
【課題】 表面外観が良いストランドの製造方法の提供。
【解決手段】 (A)熱可塑性樹脂100質量部、(B)前記(A)成分の熱可塑性樹脂中に分散した状態で粒子径が100μm以下の粒子状セルロースエステル及び/又は繊維状のセルロースエステル0.1〜50質量部、並びに(C)セルロース系充填材10〜300質量部を含有する熱可塑性樹脂組成物から得られるストランドの製造方法であって、
(a)前記熱可塑性樹脂組成物をヘンシェルミキサー中で加熱しながら混練し、造粒する工程、(b)前記(a)工程で得られた造粒物を冷却する工程、(c)前記(b)工程で冷却された造粒物を押出機に供給して、ストランド状に押し出す工程、を有しているストランドの製造方法。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートを延伸方向に沿って切断すると共に切断された長尺熱可塑性樹脂シートを所定形状に配置して、押出被覆金型に供給し、切断された長尺熱可塑性樹脂シートの周囲に熱可塑性樹脂を押出被覆することを特徴とする異型長尺成形体の製造方法。
(もっと読む)
セルロースアシレートフィルムおよびその製造方法
【課題】溶融製膜されたセルロースアシレートフィルムを液晶表示装置に応用した際に生じる表示ムラの発生を抑制する。
【解決手段】溶融流延によって製膜されたセルロースアシレートフィルム1であって、前記フィルムの製膜方向(矢印X)に平行であり且つ最大深さまたは最大高さが0.5μm以下および最小幅が500μm以上のダイライン2が、前記フィルムの幅方向(矢印Y)の長さ1cm当たり10本以下であることを特徴とするセルロースアシレートフィルム。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
セルロースアシレート組成物、セルロースアシレートペレット、セルロースアシレートフィルムとその製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】ゲル状ブツ発生数が少なく、面状が極めて良好であり、液晶表示装置に組み込んだときに発生する画像のボケを抑制することができる溶融セルロースアシレートフィルムを提供する。
【解決手段】特定構造を有するリン酸エステル系化合物と、特定構造を有するp−キノイド系化合物とを含有することを特徴とする、セルロースアシレート組成物。
(もっと読む)
床材の製造方法および床材
【課題】木質感やリサイクル特性に優れた木質樹脂発泡成形体を基材とする床材を製造する際に、成形後の熱可塑性樹脂の結晶化度を高めることができる製造方法を提供する。
【解決手段】熱可塑性樹脂および木質系充填剤を含有する木質樹脂組成物を発泡成形してなる木質樹脂発泡成形体を備えた床材の製造方法において、押出機から押し出された押出基材を、押出機付帯の冷却サイジングダイAで冷却し、連続して設けられた加温サイジングダイBで加温し、連続して設けられた冷却サイジングダイCで冷却することを特徴とする床材の製造方法。
(もっと読む)
熱可塑性フィルムおよびその製造方法、偏光板、反射防止フィルム、並びに、液晶表示装置
【課題】ReおよびRthの温度依存性や、その温度依存性の面内ムラが小さい熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融製膜法により製造した未延伸フィルムを、Tg〜(Tg+60℃)の温度にて、搬送張力0.1kg/m〜20kg/mで熱処理することを特徴とする熱可塑性フィルムの製造方法(前記Tgは未延伸フィルムのガラス転移温度を表す)。
(もっと読む)
粘着性フィルム
【課題】使用者がフィルムを手で伸ばす前は、粘着性がなく、フィルムを手で伸ばすことにより高い粘着性を発揮する粘着機能と、合紙を使うことなくロール状での保管が可能となり、100℃以下に加熱される可能性のある被包装物を包装することが可能となる耐熱機能を同時に提供すること。
【解決手段】スチレン含量が20重量%以下のスチレン/イソプレン/スチレンブロック共重合体60重量%以上90重量%以下、融点が90℃以上120℃以下のフィッシャートロプシュワックス5重量%以上20重量%以下、ポリエチレン5重量%以上20重量%以下からなり、50μm以上300μm以下の厚みで、かつフィッシャートロプシュワックスがフィルム表面に存在する粘着フィルム及びその製造方法。
(もっと読む)
61 - 80 / 96
[ Back to top ]