
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
3,021 - 3,040 / 3,123
二層ゴム成形体の製造方法
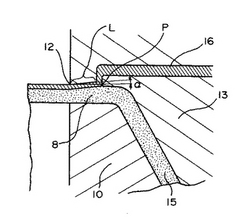
【課題】 短繊維を一定方向に配向させたゴムと短繊維を含まないゴムを積層し、スムーズに押出すことによって短繊維を含まないゴム表面の肌荒れ発生を阻止し、かつ製造工数を少なくして低コストで成形ができる二層ゴム成形体の製造方法を提供する。
【解決手段】 短繊維含有ゴム15を内周側に、短繊維を含有しない接着ゴム16を外周側に積層した二層の筒状成形体17を、入口11から吐出口12へ向かって徐々に径を拡張させた拡張ダイ5から押出成形する二層ゴム成形体の製造方法において、内ダイ10と外ダイ13で形成されるゴム通路8の断面積を吐出口12で小さくして絞り込み、ゴム成形体を押出成形する。
(もっと読む)
熱可塑性樹脂およびその混合物の製造方法および製造装置

【課題】低温度で熱可塑性樹脂を溶融することができ、溶融に要するエンタルピを大幅に低減化できると共に分散混合作用を向上させることができる、熱可塑性樹脂の製造方法を提供する。
【解決手段】熱可塑性樹脂あるいはその混合物からなる押出材料を二軸スクリュ押出機(1)の加熱シリンダ(3)の上流側に供給し、超臨界状態の不活性流体を押出材料が固体状態と半溶融状態で存在する溶融領域(15)に注入し、その注入量は加熱シリンダ(3)の下流端寄りに設けられている粘度計(10)により計測される溶融状態の押出材料の粘度により、不活性流体の飽和溶解度以下の範囲になるように制御する。
(もっと読む)
押出成形機の制御装置、及び、押出成形機の制御方法
【課題】プロファイル精度の向上。
【解決手段】制御指令値=リップモデルを作成し、計測されるフィルムのプロファイルに対応するリップ形状からモデルを利用して制御指令値を計算し、その制御指令値をフィードバック信号として利用することにより、僅かな環境変化が大きく相違する結果を示すプロファイル精度の高いフィルムを生産することができる。この時、リップ形状から制御指令値の計算は遺伝的アルゴリズムに代表される最適化手法を使用する。また、モデルのパラメータを随時更新する機能を備えており、その機械についてモデルをより正確にすることができ、より一層なフィルムのプロファイル精度の向上と経時変化への対処を行うことができる。
(もっと読む)
渦巻き状膨化押出物を製造するための改良型フラッパアセンブリ
渦巻き状膨化押出物(20)の形成工程において、押出装置のフラッパ(32、82)に対して制御圧を付与する改良型の方法は、空気圧システムを使用して行なわれる。ロータリアクチュエータ(80)はフラッパ(32、82)に対して略一定の圧力を付与する。或いは、フラッパ(32、82)及び空気圧源に接続された一対の入れ子式管が、フラッパ(32、82)の末端或いは先端に略一定の圧力を付与する。或いは、リニアアクチュエータを使用してフラッパ(32、82)に対して略一定の圧力を与える。フラッパ(32、82)に付与される圧力により、渦巻き状膨化押出物(20)の渦巻きピッチがより予測どおりに制御される。  (もっと読む)
(もっと読む)
熱可塑性樹脂複合シートの再原料化法及び熱可塑性樹脂複合シートの製造法
【課題】表面層を構成する樹脂の溶融温度がベース層を構成する樹脂の溶融温度より50℃以上高く、前記ベース層上に直接又は他の樹脂層を介して表面層が一体化されている熱可塑性樹脂複合シートを、再原料化して支障なく使えるようにする。
【解決手段】上記熱可塑性樹脂複合シートを、まず粉砕する。そして、前記粉砕物を表面層樹脂の溶融温度以上で混練した後にペレット化する。この再原料化したペレットを、ベース層を構成する樹脂の一部ないし全部として用いて押出成形し、当該ベース層上に直接又は他の樹脂層を介して表面層を一体化する。
(もっと読む)
再生樹脂ペレット及びポリオレフィン系樹脂フィルムの製造方法
【課題】 ウレタン/塩酢ビニル樹脂系印刷インキで印刷されたポリオレフィン系樹脂からなる成形品から再生される劣化臭が少ない再生ペレット、及びそれを用いたポリオレフィン系樹脂フィルムの製造方法を提供する。
【解決手段】 ポリオレフィン系樹脂100重量部及びウレタン/塩酢ビニル樹脂系印刷インキ1重量部以下を含む、ウレタン/塩酢ビニル樹脂系印刷インキで印刷されたポリオレフィン系樹脂成形品を粉砕し、150〜280℃でペレット化する、再生樹脂ペレットの製造方法。
(もっと読む)
澱粉配合樹脂組成物、その製造方法、そのフィルム成形品及びこの成形品の成形方法
【課題】 化学合成物質である熱可塑性樹脂の使用量の軽減を図るために、天然由来物質である澱粉系物質を配合させる技術に関し、高度な前処理をすることなく澱粉系物質を熱可塑性樹脂に配合させ、その澱粉粒が微細に均一に分散される澱粉配合樹脂組成物を得るための技術を提供することを課題とする。
【解決手段】 前記熱可塑性樹脂と、含水処理のされた澱粉系物質とを含む原料が、含まれる水分の大部分が蒸発しない程度の低温に調整された混練押出装置の原料投入部に投入される原料投入工程(A)と、高圧・高温に調整された雰囲気で澱粉系物質が糊化する熱流動化処理工程(B)と、混練により糊化澱粉を微細化して分散する分散処理工程(C)と、含まれる水分を蒸発させる脱水処理工程(D,F)と、を含むことを特徴とする。
(もっと読む)
プラスチックボ−ド成形用Tダイ
【課題】絞り部での詰まりが発生しないので、成形するプラスチックボ−ド表面にへこみ疵が発生しないプラスチックボ−ド成形用Tダイを得る。
【解決手段】成形するプラスチックボ−ド10の幅と同じ幅を有するギヤポンプ3を、Tダイ本体2内に内臓し、前記ギヤポンプ3と前記Tダイ本体2との間のプラスチック通路5の入り口に、プラスチック中に含まれる前記通路5よりも大きい異物を切断する刃物6を設けたことを特徴とする請求項1に記載のプラスチックボ−ド成形用Tダイ。
(もっと読む)
積層体の製造方法
【課題】 アンカーコート剤などの接着剤層を設けなくても、基材とポリオレフィン系樹脂との接着性に優れた積層体を得る。
【解決手段】 押出ラミネート法により、基材(金属蒸着フィルム、金属箔、ポリエステル、ポリアミド、エチレン・酢酸ビニル共重合体鹸化物、エチレン・ビニルアルコール共重合体からなる群より選ばれる1種以上のフィルムまたはシート)に接着剤層を介さずにポリオレフィン系樹脂を積層した後、0.1〜1.0MPaで加圧しながら40〜140℃の温度で熱処理する。
(もっと読む)
ドアウエザストリップ、その取付構造及びその製造方法
【課題】組付性の向上を図ることのできるドアウエザストリップ、その取付構造及びその製造方法を提供する。
【解決手段】ドア周縁にはドアウエザストリップが取着されている。ドアウエザストリップは、取付基部20、中空シール部21及びシールリップ22を備えている。取付基部20は、車内側係合部23と、車外側係合部24と、車内側係合部23近傍から突出形成された首部25とから構成されている。中空シール部21は、車内側係合部23と所定間隔Tをあけて当該車内側係合部23と略平行するように首部25から車内側へと略直線状に延出形成された底壁部26と、当該底壁部26における車内側係合部23との非対向面側に設けられたシール面構成部27とによって中空状に構成されている。そして、首部25の車内側には、中空シール部21の底壁部26と、取付基部20の車内側係合部23との間において隙間部としてのくびれ部29が形成される。
(もっと読む)
ポリアミド系樹脂フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系樹脂フィルムロールを効率的に製造するための製造方法を提供する。
【解決手段】本発明のポリアミド系樹脂フィルムロールの製造方法は、ポリアミド系樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程、および二軸延伸された二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、ポリアミド系樹脂の移動冷却体面への溶融押出し冷却に際し、直流高圧を印可した電極と溶融状態のポリアミド系樹脂シートとの間に、ストリーマコロナ状態のコロナ放電が行われ、溶融状態のポリアミド系樹脂シートに移動冷却体面と密着させるのに十分な電荷が付与される。
(もっと読む)
プラスチックボードの製造方法
【課題】発泡構造を有する中心層と表面層とを有するプラスチックボードを製造する際に、表面にしわが発生し難く、表面性状の良好な製品を製造できるプラスチックボードの製造方法を提供すること。
【解決手段】発泡構造を有する中心層と、該中心層の少なくとも片面側に設けられる非発泡性の表面層とを有する複層構造のプラスチックボードを押出成形により製造する方法であって、前記中心層を押出し成形した後、前記表面層を前記中心層表面上に押出し成形することを特徴とするプラスチックボードの製造方法を用いる。押出し成形された中心層を厚さ方向に加圧した後、表面層を押出し成形することが好ましい。
(もっと読む)
高強度・高透明性ポリプロピレンシート
【課題】透明性と機械的性質に優れた厚物アイソタクチックポリプロピレンの提供
【解決手段】 結晶核剤を配合して成形したポリプロピレンシートで、弾性率1.2GPa以上、破断強さ90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート、及びポリプロピレンに結晶核剤を配合し、シートを押出成形し、ポリプロピレンの融点をTmとしたとき、(Tm−90)℃以上で、(Tm−40)℃以下の温度のチルロール表面で結晶化したシートを、周波数1Hzの非共振強制振動法動的粘弾性温度曲線における損失係数の結晶分散ピーク温度をαcとしたときに、(αc−30)℃から(αc+20)℃の温度範囲で特定の条件下に圧延加工して、弾性率1.2GPa、最大応力90MPa以上であり、ヘーズ値が11%以下であることを特徴とする透明性ポリプロピレンシート。
(もっと読む)
木粉混合プラスチックボ−ドの製造方法
【課題】木粉を混合させたプラスチックボ−ドを製造するに際して、木粉がダイに詰まったり、木粉に起因する疵が発生しないようにする。
【解決手段】次の(1)〜(6)の工程に従って製造することを特徴とする木材混合プラスチックボ−ドの製造方法。
(1)粒状プラスチックを押出し機により溶融する工程。
(2)溶融されたプラスチックと木材粉を第二押出し機に装入し、混練する工程。
(3)木材粉混合プラスチックを、プラスチックボ−ド成形用ダイに配置したギアポンプにより前記成形用ダイに引き込み中間の木材混合プラスチックボ−ドに成形する工程。
(4)当該ボ−ドを冷却する工程。
(5)冷却後の中間の木材混合プラスチックボ−ドの上下のスキン層に溶融プラスチックを塗布し、所定の板厚の木材混合プラスチックボ−ドとする工程。
(6)所定の板厚の木材混合プラスチックボ−ドを冷却する工程。
(もっと読む)
マルチ構造ラミネート用の接着促進剤
フィルムの不織布への接着、フィルムの別なフィルムへの接着、または不織布の別な不織布への接着を改善するための組成物および方法が開示される。対象とするラミネート構造またはマルチラミネート構造に依存して、この改善は、流動性および密着性を改善すべく、基体、例えば多孔質不織布などに物理的にしっかりと固着する、低粘度で低密度のエチレンまたはプロピレンをベースとしたポリマーを使用することにより、または基体フィルムポリマーのうちの一つと混ぜ合わされた同様なポリマー使用することにより達成することができる。  (もっと読む)
(もっと読む)
配向フィルムからなる交差積層材、それの製造方法及びこの方法に適した共押出ダイ
複数のフィルムから新規の交差積層材が形成され、この際、これらのフィルムのうちの少なくとも二つは単軸配向もしくはアンバランスド二軸配向されており、ここで、これらのフィルムのうちの一つにおける主配向方向は、他のフィルムにおける主配向方向と交差しているものであり、但し、積層材の内部にありかつ互いに接合されている表面上でのこれらの二つのフィルムの表面特性が適当なパターンで改良されている。これらのフィルムの内部に配置されたフィルム表面層は、共押出しされた材料からなるストランド(101、102)の配列を含み、そしてこれらのフィルムは、それらの二つのフィルムのストランド配列が互いに交差するように配置される。上記ストランドは、各フィルム間の接着を制御するためと、繰り返し折り曲げされた際の剥離傾向を低減させるために使用することができ、これによって防水シートとして使用するのに好適な積層材が製造される。またその代わりに、これらのフィルムのうち主層が透明な少なくとも一つのものに浮出し加工を施して筋(103)を形成することと組み合わせた場合には特に、着色されたストランドは、上記フィルムの側から見た場合に、積層材が実際よりも厚く見え得る興味深い視覚効果を積層材に与える。 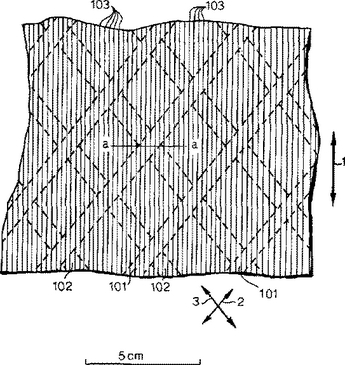 (もっと読む)
(もっと読む)
プロピレン系樹脂製発泡シートの製造方法
【課題】
表面が平滑なプロピレン系樹脂製発泡シートの製造方法を提供する。
【解決手段】
プロピレン系樹脂および発泡剤を押出機にて溶融混練した後サーキュラーダイから大気圧中に押出して得られる溶融状プロピレン系樹脂製発泡シートを、円筒状の内筒部と外筒部の間を通して内筒部の外壁面および外筒部の内壁面と接触させてプロピレン系樹脂製発泡シートを製造する方法であって、外筒部内壁面には複数の孔が設けられており、該孔を通じて溶融状プロピレン系樹脂製発泡シートと外筒部との間を減圧することにより溶融状プロピレン系樹脂製発泡シートを外筒部内壁面に接触させるプロピレン系樹脂製発泡シートの製造方法を提供する。
(もっと読む)
発泡成形体及びその製造方法
【課題】
充分な滑り止め効果を有し、耐久性(復元性)に優れ、かつ、リサイクル可能な、対環境性の面も考慮した滑り止め材として使用可能な発泡成形体を提供することを目的とし、併せて該発泡成形体の製造方法を提供することを目的とする。
【解決手段】
本発明の発泡成形体は、エチレン−酢酸ビニル共重合体樹脂を無架橋発泡させた独立気泡構造の発泡体からなり、該エチレン−酢酸ビニル共重合体の酢酸ビニル含有量が5〜35重量%であり、該発泡体の密度が0.050g/cm3 以下であることが必要である。
なし。
(もっと読む)
インシュレーションダイ用インサート
【課題】 複数本の有機繊維コードの引き揃え精度、ひいては、それらの被覆ゴム中への埋込み配置精度を十分高く確保してなお、有機繊維コードの不測の破断を効果的に防止する。
【解決手段】 押出機5に取付けられるインシュレーションダイ3に配設されて、ゴム被覆される有機繊維コード1の複数本を、貫通孔に通して並列姿勢に引き揃えるインサート4であって、各貫通孔を、横断面形状が正方形をなす角孔8とするとともに、この角孔の一辺の長さを、複数本の糸を撚り合わせてなる有機繊維コード1の、糸の結節部での、それぞれの糸の横断面積の総和を円の面積としたときのその円の直径に対応する長さとしてなる。
(もっと読む)
液体搬送チューブおよび液体搬送チューブ製造方法
【課題】複数の流路を有し、流路から水蒸気が外部へ蒸発しにくい液体搬送チューブ、および、この液体搬送チューブを安定して製造する製造方法を提供する。
【解決手段】可撓性を有する樹脂を押し出すことにより成型された液体搬送チューブであって、樹脂に周囲を覆われ、それぞれ流体を流す複数の中空の流路が並設され、流路と樹脂の外周面との間における樹脂の厚さよりも、隣り合う流路の間の樹脂の厚さの方が同一または小さいことを特徴とする。
(もっと読む)
3,021 - 3,040 / 3,123
[ Back to top ]