
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
3,041 - 3,060 / 3,123
木粉樹脂押出成形品の製造方法
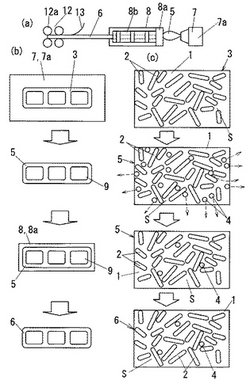
【課題】 高強度且つ高硬度を備え耐キャスター性を向上させた木粉樹脂押出成形品を製造する際に、オレフィン系樹脂を材料に用いても寸法精度が高く且つ生産性の高い木粉樹脂押出成形品の製造を可能にする木粉樹脂押出成形品の製造方法を提供する。
【解決手段】 オレフィン系樹脂を15〜45重量%、平均粒径20〜80メッシュの木粉を50〜80重量%、上記木粉2とオレフィン系樹脂1とを密着させるための相溶化剤、溶融張力向上作用を有する添加剤を混合した混合組成物3に発泡剤を0.1〜1.0重量%配合する。この発泡剤配合の混合組成物3に押出成形を施して中間成形物5を成形する。次いでこの中間成形物5にサイジングをして成形し、木粉樹脂押出成形品6を得る。
(もっと読む)
木粉混合プラスチックボ−ドの製造方法

【課題】木粉を混合させたプラスチックボ−ドを製造するに際して、木粉がダイに詰まったり、木粉に起因する疵が発生しないようにする。
【解決手段】次の(1)〜(6)の工程に従って製造することを特徴とする木材混合プラスチックボ−ドの製造方法。
(1)粒状プラスチックを押出し機により溶融する工程。
(2)溶融されたプラスチックと木材粉を第二押出し機に装入し、混練する工程。
(3)木材粉混合プラスチックを、プラスチックボ−ド成形用ダイに配置したギアポンプにより前記成形用ダイに引き込み中間の木材混合プラスチックボ−ドに成形する工程。
(4)当該ボ−ドを冷却する工程。
(5)冷却後の中間の木材混合プラスチックボ−ドの上下のスキン層に溶融プラスチックを塗布し、所定の板厚の木材混合プラスチックボ−ドとする工程。
(6)所定の板厚の木材混合プラスチックボ−ドを冷却する工程。
(もっと読む)
マルチ構造ラミネート用の接着促進剤
フィルムの不織布への接着、フィルムの別なフィルムへの接着、または不織布の別な不織布への接着を改善するための組成物および方法が開示される。対象とするラミネート構造またはマルチラミネート構造に依存して、この改善は、流動性および密着性を改善すべく、基体、例えば多孔質不織布などに物理的にしっかりと固着する、低粘度で低密度のエチレンまたはプロピレンをベースとしたポリマーを使用することにより、または基体フィルムポリマーのうちの一つと混ぜ合わされた同様なポリマー使用することにより達成することができる。  (もっと読む)
(もっと読む)
配向フィルムからなる交差積層材、それの製造方法及びこの方法に適した共押出ダイ
複数のフィルムから新規の交差積層材が形成され、この際、これらのフィルムのうちの少なくとも二つは単軸配向もしくはアンバランスド二軸配向されており、ここで、これらのフィルムのうちの一つにおける主配向方向は、他のフィルムにおける主配向方向と交差しているものであり、但し、積層材の内部にありかつ互いに接合されている表面上でのこれらの二つのフィルムの表面特性が適当なパターンで改良されている。これらのフィルムの内部に配置されたフィルム表面層は、共押出しされた材料からなるストランド(101、102)の配列を含み、そしてこれらのフィルムは、それらの二つのフィルムのストランド配列が互いに交差するように配置される。上記ストランドは、各フィルム間の接着を制御するためと、繰り返し折り曲げされた際の剥離傾向を低減させるために使用することができ、これによって防水シートとして使用するのに好適な積層材が製造される。またその代わりに、これらのフィルムのうち主層が透明な少なくとも一つのものに浮出し加工を施して筋(103)を形成することと組み合わせた場合には特に、着色されたストランドは、上記フィルムの側から見た場合に、積層材が実際よりも厚く見え得る興味深い視覚効果を積層材に与える。 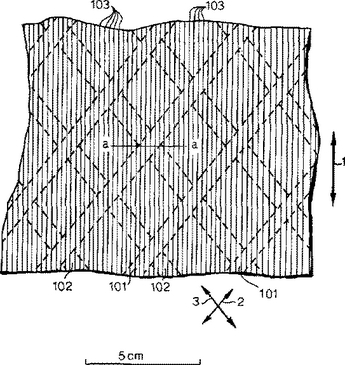 (もっと読む)
(もっと読む)
プロピレン系樹脂製発泡シートの製造方法
【課題】
表面が平滑なプロピレン系樹脂製発泡シートの製造方法を提供する。
【解決手段】
プロピレン系樹脂および発泡剤を押出機にて溶融混練した後サーキュラーダイから大気圧中に押出して得られる溶融状プロピレン系樹脂製発泡シートを、円筒状の内筒部と外筒部の間を通して内筒部の外壁面および外筒部の内壁面と接触させてプロピレン系樹脂製発泡シートを製造する方法であって、外筒部内壁面には複数の孔が設けられており、該孔を通じて溶融状プロピレン系樹脂製発泡シートと外筒部との間を減圧することにより溶融状プロピレン系樹脂製発泡シートを外筒部内壁面に接触させるプロピレン系樹脂製発泡シートの製造方法を提供する。
(もっと読む)
発泡成形体及びその製造方法
【課題】
充分な滑り止め効果を有し、耐久性(復元性)に優れ、かつ、リサイクル可能な、対環境性の面も考慮した滑り止め材として使用可能な発泡成形体を提供することを目的とし、併せて該発泡成形体の製造方法を提供することを目的とする。
【解決手段】
本発明の発泡成形体は、エチレン−酢酸ビニル共重合体樹脂を無架橋発泡させた独立気泡構造の発泡体からなり、該エチレン−酢酸ビニル共重合体の酢酸ビニル含有量が5〜35重量%であり、該発泡体の密度が0.050g/cm3 以下であることが必要である。
なし。
(もっと読む)
インシュレーションダイ用インサート
【課題】 複数本の有機繊維コードの引き揃え精度、ひいては、それらの被覆ゴム中への埋込み配置精度を十分高く確保してなお、有機繊維コードの不測の破断を効果的に防止する。
【解決手段】 押出機5に取付けられるインシュレーションダイ3に配設されて、ゴム被覆される有機繊維コード1の複数本を、貫通孔に通して並列姿勢に引き揃えるインサート4であって、各貫通孔を、横断面形状が正方形をなす角孔8とするとともに、この角孔の一辺の長さを、複数本の糸を撚り合わせてなる有機繊維コード1の、糸の結節部での、それぞれの糸の横断面積の総和を円の面積としたときのその円の直径に対応する長さとしてなる。
(もっと読む)
液体搬送チューブおよび液体搬送チューブ製造方法
【課題】複数の流路を有し、流路から水蒸気が外部へ蒸発しにくい液体搬送チューブ、および、この液体搬送チューブを安定して製造する製造方法を提供する。
【解決手段】可撓性を有する樹脂を押し出すことにより成型された液体搬送チューブであって、樹脂に周囲を覆われ、それぞれ流体を流す複数の中空の流路が並設され、流路と樹脂の外周面との間における樹脂の厚さよりも、隣り合う流路の間の樹脂の厚さの方が同一または小さいことを特徴とする。
(もっと読む)
押出成形装置/歯車ポンプの組合せ
本発明は、歯車ポンプ(14)に連結されている押出成形装置スクリューコンベヤ(20)を有する押出成形装置/歯車ポンプの組合せに関する。この押出成形装置/歯車ポンプの組合せの場合、押出成形装置スクリューコンベヤ(20)と歯車ポンプとの相対速度が、この中空押出成形装置スクリューコンベヤ(20)内に軸支された軸(64)によって調整可能である。  (もっと読む)
(もっと読む)
イヤープラグおよびその製造方法
発泡熱可塑性イヤープラグを形成する処理であって、熱可塑性材料の発泡部分(10)を押出成形して押出成形物(24)を形成し、適切な整形装置(26)において発泡熱可塑性材料を整形し、得られた、整形された材料を適切なカッタ(34)で少なくとも部分的に分離して個々のイヤープラグを形成する、ステップを有する。  (もっと読む)
(もっと読む)
ゴムシート形成装置
【課題】 一定幅のゴムシートを安定して連続供給する。
【解決手段】 ゴムを押し出すゴム押出機と、前記ゴム押出機から押し出されたゴムを圧延する上下一対の圧延ロールを含むカレンダーロール機と、前記圧延ロールにより圧延されたゴムシートを引き取りかつ下流側へと送る引取装置とを含むゴムシート形成装置であって、前記カレンダーロール機と前記引取装置との間のゴムシートの幅を測定する幅測定装置と、前記幅測定装置により測定されたゴムシートの測定幅と予め設定されたゴムシートの目標幅との偏差に基づいて、前記ゴム押出機の運転速度及び圧延ロールの回転速度をPI又はPID制御するとともに、前記引取装置のゴムシート引取速度を、前記圧延ロールから送り出されるゴムシート送り出し速度に制御するコントローラとが設けられたことを特徴とするゴムシート形成装置。
(もっと読む)
タイヤを製造するための方法および装置
ロボットアーム(38a、38b)が、加工されるタイヤ(2)を支えるドラム(15)を回転駆動し、エラストマー材料の連続細長要素を供給する送出ノズル(23)の前に好都合に動かして、タイヤの構成要素(5a、5b)を形成する。送出ノズル(23)は、少なくとも1つの選択バルブ(25)を通して、それぞれ個別の配合物を供給するよう設計された2つ以上の押出機(19、20、47)に接続される。選択バルブ(25)は、送出ノズル(23)を押出機の1つの出口に接続し、ノズルと他の押出機との間の連通を中断する。非作動中の押出機の出口は、少なくとも1つの排出管に接続され得る。それゆえ、送出ノズル(23)から製造対象を離す必要なく、タイヤの構成要素の製造に使用される配合物の種類を交換することが可能である。  (もっと読む)
(もっと読む)
光学フィルムおよび製造方法
画像形成デバイスの素子を形成する方法は、第1層および第2層を提供することを含む。本方法は、また、第1層を第2層と一緒に押出成形することを含み、第1層の押出点での溶融粘度は第2層のその押出点での溶融粘度よりも大きい。さらに、本方法は、第2層の表面上に複数の光学素子を形成することを含む。  (もっと読む)
(もっと読む)
移行領域のフライト幅が狭い押出機またはプレス機の可塑化スクリュー
本発明の目的は、フライトが変化し、搬送用の断面積が変化せず、これにより、フライトの領域における圧力増加が防止される、押出機またはプレス機のための可塑化スクリューを提供することである。このため、可塑化スクリューの第1および第2のスクリューフライトがオーバーラップする領域において、オーバーラップ領域の外側のフライト幅はdに一致し、オーバーラップ領域の内側のフライト幅は1/2dに一致する。  (もっと読む)
(もっと読む)
機械的噛合いダイ
機械的噛合いダイが、第1の表面と、第2の表面と、複数の押出特徴(34)と、複数のチャネルとを含む。第1の表面および第2の表面は、各々、長手方向に延在する。押出特徴の各々は、第1の表面から、長手方向に実質的に垂直である断面平面内に延在するベース部分と、ベース部分から断面平面内にある角度で延在するアーム部分とを含む。各チャネルは、第2の表面から長手方向に対してある角度で延在し、1対の押出特徴の間に配置される。 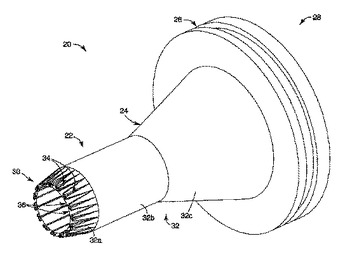 (もっと読む)
(もっと読む)
ダイスおよびフィルムの製造方法
【課題】 フィルムの幅方向における厚さのバラツキを低減できるダイスおよびフィルムの製造方法を提供する。
【解決手段】 溶融樹脂を押出成膜するダイス1において、ダイス1の内面のうち少なくともランド部5は、表面粗度として、最大高さRyが、1<Ry≦10の範囲内であるダイスを用いてフィルムを製造する。
(もっと読む)
同時押出型出しフィルム、およびそのフィルムの製造方法
2つ(112、113)以上のポリマー層を含む熱可塑性ポリマーフィルム(110)であって、揺動する一連の山および谷を含み、これらの山および谷は、第1の方向に延在して連続する稜線部を形成し、少なくとも1つのポリマー層が山にて少なくとも第2のポリマー層に不均一に分配され、それによって2つ以上のポリマー層は、前記フィルムの幅にわたって厚さが変動するフィルム、ならびにそのフィルムの製造方法。  (もっと読む)
(もっと読む)
電気・電子機器廃棄物(WEEE)の混合流を再生利用する方法
【課題】臭素化難燃剤を含む混合合成樹脂の再生利用を可能にする処理を改良する。
【解決手段】本発明は、電気・電子機器廃棄物(WEEE)の再生利用に関する。好ましくは、本発明は、WEEEを形成する全ての材料を実質的に再生利用し、埋め立てを実質的にゼロにすることに関する。さらに他の形態では、本発明は、添加物および/または添加物を供給する方法に関する。さらに他の形態では、本発明は、WEEEの一部を構成する画像消費財からのインク、トナーおよび/またはPUフォームを再生利用することに関する。他の形態では、本発明は、難燃剤を含む合成樹脂材料の再生利用に関する。合成樹脂材料は、たとえば、スチレン類(たとえば、PS、HIPS、ABS、PPO/PS、ABS/PC)、ポリイミド類(ナイロン6、ナイロン6,6、ナイロン12)およびポリアセタール、ポリカルボネート、PET、PBT,液晶ポリマー類などの他のエンジニアリング合成樹脂合成樹脂材料などを一般にベースとする臭素化難燃剤を含む。
(もっと読む)
改良された流動性を有するポリアミド成形用組成物
本発明は、熱可塑性ポリアミド、および、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含むコポリマー(ただし、コポリマーのMFIは、100g/10分以上である)をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、医療における、家庭内における、または娯楽産業における、成形品を製造するための、これらの成形用組成物の使用とに関する。 (もっと読む)
ジベンゾジアゾシンポリマー
ジベンゾジアゾシンポリマー、ジベンゾジアゾシンポリマーの製法、ジベンゾジアゾシンポリマーから形成される生成物、及びかかるジベンゾジアゾシンポリマーの使用が提供される。 (もっと読む)
3,041 - 3,060 / 3,123
[ Back to top ]