
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
3,061 - 3,080 / 3,123
エチレンコポリマーを含む組成物
熱可塑性組成物(例えば、ポリエステルまたはポリエチレンおよびポリプロピレンなどのポリオレフィン)へのフォイルの改善された接着性を提供するためにエチレンコポリマーを用いる積層方法が開示されている。繋ぎ層としてエチレンコポリマー組成物を用いる、熱可塑性組成物に積層されたフォイルを含む多層構造も開示されている。これらの多層構造は包装フィルムおよび工業フィルムとして有用である。これらの多層構造を含む包装も開示されている。 (もっと読む)
非対称な環状ピストンを使用して管状予備成形体を製造するための装置
共押出しで管状の熱可塑性樹脂でできた多層予備成形体を製造するための装置を記載する。共押出しヘッド(10)は同軸に設けられた流路(FK1,FK2)を備え、
この流路には各々、個々の流入開口部(ZF1,ZF2)から、分配環(26,28)内で環状に分配された溶融材料が供給される。各分配環(26,28)内の間隙幅(s1,s2)は、流入開口部(ZF1,ZF2)の領域内においては、流入開口部(ZF1,ZF2)と反対側の領域内の間隙幅(s2,s6)よりも広い。同様に流路(FK1,FK2)は間隙幅を考慮して非対称である。  (もっと読む)
(もっと読む)
二酸化炭素発泡により押出成形されたポリラクチド発泡体
本発明は高濃度のCO2を用いたPLA樹脂を押出成形するための方法を提供する。優れた品質の低密度発泡体を、容易に再現性良く製造できる。通常の非結晶性のPLA樹脂を用いた場合でも、熱アニーリングにより、発泡体の結晶化度は顕著に亢進できる。
(もっと読む)
可塑性特性及び弾性特性の両方を有するウェブ材料
押出成形ウェブが開示される。押出成形ウェブは不織布材料又はフィルムのいずれかであることができる。ウェブは塑弾性材料を含み、その場合塑弾性材料は、第1ポリオレフィンと第2ポリオレフィンとの組み合わせ(ポリマーブレンド又はポリマー混合物のいずれか)である。ポリオレフィンの請求された組み合わせは、前記ウェブから採取された試料が初期ひずみ周期を受ける時(ウェブが少なくとも30%の固定を初期ひずみ周期により与えられるように)実質的に可塑性の特性を有し、ウェブから採取された試料が、少なくとも第2のひずみ周期を受ける時、実質的に弾性の特性を有する材料を結果としてもたらす。 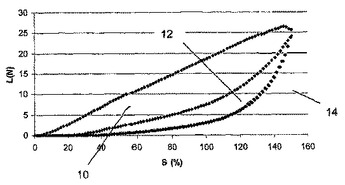 (もっと読む)
(もっと読む)
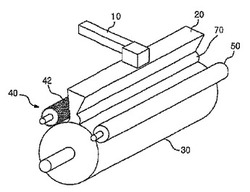
少なくとも一つの外面が粗面化されたジャケットを有するエレベーターの耐荷重部材
エレベーターの耐荷重部材アセンブリーはポリウレタンジャケット(44)の少なくとも一つの粗面化された表面(46)を有する。一つの実施例では、ジャケットが張力部材(42)上に押し出された後、表面(46)を粗面化するのに機械的粗面化が用いられる。他の実施例では、ジャケット(44)の成形温度を調節してメルトフラクチャーを起こさせることによって、成形プロセス中に表面(46)が粗面化される。他の実施例はジャケット表面の化学的粗面化、および表面の局部的加熱による粗面化を含む。粗面化されたジャケット表面は耐荷重部材アセンブリーの摩擦特性を改善する。  (もっと読む)
(もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 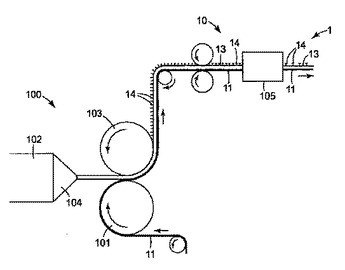 (もっと読む)
(もっと読む)
異なる組成の溶融物流を同時押出しする方法
本発明は、異なる組成の少なくとも2つの溶融物流を同時押出しする方法に関する。本発明により、溶融物を少なくとも2つの溶融物流に分割し、添加剤を少なくとも1つの溶融物流に混入し、溶融物流を同時押出し下で単数または複数の押出し型内で合流させるようにした。この方法は、合わせガラスのための、カラーストライプを有するPVBシートの製造のために特に適している。  (もっと読む)
(もっと読む)
多層フィルムのエンボス処理方法
この発明は多層フィルムのエンボス処理方法に関する。エンボス処理装置を用いた多層フィルムのエンボス処理方法において、この装置は、少なくとも一つの樹脂材料を供給するための材料供給装置と、それぞれに供給された材料をフィルムとして送出するT型プレートと、T型プレートから送出されたフィルムの表面をエンボス処理するための冷却および搬送のための冷却ローラーと、T型プレートから所定の間隔をおいて位置し、冷却ローラーから搬送されるフィルムをエンボス処理するエンボス処理ローラーと、エンボス処理されたフィルムを移送する移送ローラーとを備えており、製造されるフィルムの一方の面が高度な印刷性と透明性を備えるように、冷却ローラーは滑らかな外表面を有するように形成されており、移送ローラーは冷却ローラーからフィルムを搬送し、T型プレートから所定の間隔をおいて、エンボス処理ローラーが冷却ローラーから搬送されるフィルムに当接する側とは反対に位置しており、冷却ローラーとフイルムの間には、空気または不純物の混入を阻止するためT型プレートから送出されるフィルムが冷却ローラーと接触する位置に、長尺方向に真空吸引チャンバーが形成されており、これにより原料供給装置から供給された異なる熱変形温度を有する樹脂材料はT型プレートを通過し、3層構造のフィルムとなる。この3層構造のフィルムは、冷却ローラーに接するベースフィルム層と、エンボス処理ローラーと接触することによりエンボス模様の形成されるエンボス処理フィルム層および、ベースフィルム層とエンボス処理フィルム層との間を接着するための接着フィルム層を含む。そして冷却ローラーから搬送されたフィルムに当接するエンボス処理ローラーを用いて、フイルムのエンボス処理フィルム層上にだけエンボス模様が形成される。その後フィルムは冷却ローラーにより冷却され、次いで移送ローラーを通過して冷却ローラーから分離される。 (もっと読む)
パターン化されたウェブ及び外部ランド押出し型を製造するための装置及び方法
装置はパターン化された材料を製造し、装置は材料を押し出すための外部ランド押出し型(120)を含む。パターン化されたローラ(140)が、外部ランド型に近接近していいる。材料を押し出すための外部ランド型、及び、パターン化されたウェブを製造するための方法も開示されている。
 (もっと読む)
(もっと読む)
フィルムストリップを形成する装置および方法
本発明は、高温で形成可能なストリップ、特に熱可逆性物質から成るストリップを、所定の固定領域(10、11)で加熱および/または冷却される回転ドラム(1)の表面上での連続走行において形成する装置に関する。加熱と冷却の反復によるエネルギー損失を低減するために、薄肉のドラムは、それぞれの領域で加熱または冷却が可能で、また、少なくともそれらの領域ではドラム表面と熱交換可能であるキャリヤボディ(5)に取り付けられている。  (もっと読む)
(もっと読む)
ロールの内側よりも厚い縁端部を有するポリビニルブチラールロール、およびその製造方法
本発明は、内側領域よりも厚い縁端部を有するポリビニルブチラールの押出シートに関し、それによって、エージング中にロール縁端部の円周が減少することによりロールが円筒形状になるように、そのシートをロール上に巻き取り、エージングすることができる。 (もっと読む)
成形機及びその温度制御方法
成形機(10)は、加熱シリンダ(51)を誘導加熱により加熱する誘導加熱手段を備える。誘導加熱手段は加熱シリンダ(51)に配設された複数の誘導加熱用コイル(112−1〜112−4)と、これらのコイルに供給する電力を制御する複数の電力供給制御部とを含む。各電力供給制御部はそれぞれ、直流電源回路(40)から電力を供給される加熱部制御用インバータ(114−1〜114−4)を備える。各加熱部制御用インバータは供給する電力の周波数制御または電流制御を行なう。 (もっと読む)
混合材料の連続ろ過装置
本発明は、混合材料を連続してろ過する装置に関し、より特定的には、プラスチック溶解物から不純物を分離する装置に関する。装置は、ハウジング(1)内部に配置した中空の円筒形のフィルタ要素(2)と、フィルタ要素(2)の外側とハウジングの内壁とで規定される環状のチャンバ(22)と、調整装置によってフィルタ本体に押し付けられる少なくとも1つのストリッパ(23)とを含み、ストリッパはフィルタ要素(2)とストリッパ(23)との相対移動によってフィルタ要素(2)上に残された不純物の除去に使用される。調整装置は、フィルタ本体の上流で混合材料の圧力の検知に使用される圧力センサ(42,53)と、圧力センサに接続され、圧力センサが検知する圧力に基づいてストリッパ(23)の圧力の調整に使用されるアクチュエータ(43)とを含む。  (もっと読む)
(もっと読む)
マイクロ押出ライン
本発明は、単一スクリュー(2)式マイクロ押出機(1)、ダイ(7)、冷却槽(17)及び引取装置 (19)を備えて、少量の原料から押し出された形材の製造を可能にするマイクロ押出ラインに関する。ヒータバンドによってつくられる高温と共に、マイクロ押出機スクリューの回転により、ダイを通して材料の搬送、溶融、混合及び吸入排出が行われる。押出物は、冷却用流体を含む槽で冷却されてコイル(19)内に巻かれることで、押出速度より高い直線速度を有する押出物の断面の制御を可能にしている。  (もっと読む)
(もっと読む)
水平真空室密閉制御装置
発泡押出物の押出および内部膨張が、部分的に真空の室内で行われる、連続発泡押出製品を製造するための装置および対応する方法を開示する。発泡押出物(110)は、次いで、液体バッフル(108a,108b)の中に沈められたオリフィス(106)を通って、室(102)から取り出される。発泡押出物の寸法は、押出物がオリフィスに近づくにつれて監視され、必要であれば、開口を発泡押出物に合わせ、オリフィスを介した室内への液体の流れを妨げるために、オリフィスの有効寸法決めが、オリフィスの外部に配置された一組のサイドゲート(124)と一つの垂直ゲート(132)の動きを介して調整される。  (もっと読む)
(もっと読む)
三次元フィルムおよびその製造法
連続的に押出された不織フィラメントの少なくとも一つの層を三次元画像転写装置の孔が開けられた表面上に直接沈積させる、三次元の表面の上に重合体の熔融物(15)を直接押出すことにより三次元的な画像がつけられたフィルムを製造する方法。 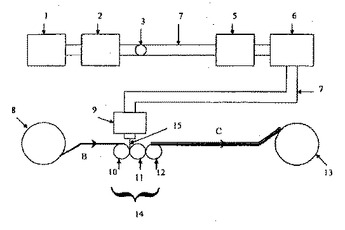 (もっと読む)
(もっと読む)
毛細管製品を製造する装置及び方法

本発明は、複数の毛細管流路を含む押出物(28)製品を製造する(2)装置を提供する。装置は、入口(32)を有する押出成形機(18)と、所定の外形を有するオリフィス(36)を含むダイ(14)と、流体を流すための内部導管(42)を含む本体(部分40)をそれぞれ有する複数の針(38)とを備える。各針は、出口端部における内部導管からの出口(46)をさらに備える。各針の出口端部は、ダイのほぼオリフィス内に所定のパターンで配列されており、各針の導管は流体源に流動的に接続されている。使用時には、押出成形可能な材料(8)は入口を介して押出成形機内に供給される。押出成形機は、ダイの方向へ及びダイのオリフィスを通して針の本体の周囲の押出成形可能な材料を推し進め、ほぼ所定の外形を有する押出物を形成する。針は、導管を介して流体源(44)から引き出された流体を押出成形製品に取り込み可能にし、押出成形製品が所定のパターンで毛細管を含むように毛細管を形成する。 (もっと読む)
ヒドロフルオロカーボンポリマー組成物
エチレンとテトラフルオロエチレンとのコポリマーなどのヒドロフルオロカーボンポリマーと窒化ホウ素とのブレンドから製造された物品が、改善された耐掻取り磨耗性を示す。 (もっと読む)
プラスチック溶融物を浄化するための溶融物フィルタ
フィルタエレメント交換ステーションが配設されるケーシングを形成している二つの側板の間に備えられる、動力駆動式ラチェット駆動装置により回転駆動可能であるように構成されたフィルタディスクを有しており、前記フィルタディスクが、その円形周回路に沿って複数のウェブにより仕切られた、交換式フィルタエレメントを受け入れるための複数の凹所を有しており、前記各フィルタエレメントが、その内部にプラスチック溶融物が流れる向きに沿って生じる圧力降下に起因して発生する力に対抗して、穴あき板により支持されており、他にも、前記円形周回路の領域で前記両側板を貫通し、前記各フィルタエレメントに溶融物を送り込むようになっている、前記各フィルタエレメントに向かって拡幅している一つの溶融物ダクトを有している、特に押出機から押し出されるプラスチック溶融物を浄化するための溶融物フィルタを、運転中にプラスチックに望まざる変化を殆ど来たさない、高圧下においても圧力を略定常に保ったままでのフィルタエレメント交換が保証される、それにもかかわらず低コストで作成することができる、可能な限り小型の溶融物フィルタが提示されるように構成する。そのために、前記フィルタディスクを前記両側板により完全に覆うこと、その際に前記両側板の少なくともいずれか一方を切り取って、そこに前記フィルタエレメント交換ステーションを配置すること、及び前記フィルタエレメント交換ステーションを、フィルタエレメント一つ分の大きさよりも大きく、且つフィルタエレメント二つ分の大きさよりも小さいか、又はこれと等しい大きさに構成することが提案される。  (もっと読む)
(もっと読む)
シートの縁にストリップを取付ける方法
本発明は、ダイ空間(7)を有する装置(3)を使用して、シート(1)の端部分に、プラスチック材料のストリップを取付ける方法に関する。本発明の方法では、プラスチック材料をダイ空間(7)に供給する装置(3)の内側に、シート(1)を配置する。制限部(8)と装置(3)のダイ表面によって、加熱されたプラスチック材料がダイ空間(7)から逃げることを回避する。シート(1)を、プラスチック材料を供給する装置(3)に対して移動させ、シート(1)の端部分を、装置(3)の内側に配置する。プロセス中、装置(3)のダイ空間(7)を加熱し、シート(1)の端部分を、装置(3)に供給されるプラスチックマスの温度よりも少なくとも10〜200℃高い温度まで加熱する。  (もっと読む)
(もっと読む)
3,061 - 3,080 / 3,123
[ Back to top ]