
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
161 - 180 / 322
真空断熱材
【課題】 車両の外装材と内装材の間に配置される真空断熱材において、軽量で車両において燃費向上に効果的であり、かつ、真空度の耐久性が高く、芯材生産効率がよく、真空引きが容易である車両用真空断熱材を提供することを目的とする。
【解決手段】 真空断熱材の芯材として、厚み方向に貫通孔が形成された変性ポリフェニレンエーテル系樹脂からなる連続気泡押出発泡シートを用いることにより、上記特性を有する真空断熱材を得ることができる。
(もっと読む)
押出ダイおよびその製造方法

【課題】大型であっても、材料の流れを確実に所望の態様にすることができる、押出ダイを提供すること。
【解決手段】押出ダイ4は、溶融樹脂などの成形材料が流入する流入口47と、流入口47から流入した成形材料が通過する通路49と、通路49に接続された複数のコートハンガー部50と、各コートハンガー部50を通過した材料が流出する流出口51とを備えている。各コートハンガー部50は、実質的に同一形状をなしている。1つのコートハンガー部を備える検討用ダイを製作して、このコートハンガー部内における材料の流れを検証し、その後、検証したのと同サイズ同形状のコートハンガー部50を複数並べて押出ダイ4を製作する。
(もっと読む)
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材

【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
窓構造のための断熱性が改善された強化プラスチック断面の製造方法
本発明は、発泡コア(5)を有するプラスチック断面を共押出法で製造するための方法に関する。発泡材料は特に固体状でプラスチック中空断面の空洞内に共押出され、空洞内で発泡する。本発明に係る方法は、特に窓のサッシ及び枠断面の製造に適している。 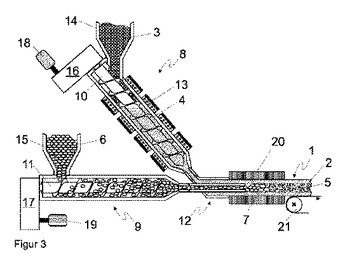 (もっと読む)
(もっと読む)
熱可塑性押出発泡体のエネルギー吸収物品
【課題】低密度において十分な圧縮強度を有する自動車EAUコアを提供する。
【解決手段】耐衝撃性を望む表面、エネルギー吸収物品に挿入された熱可塑性押出発泡体、この熱可塑性押出発泡体は第一の方向において他の方向よりも高い強度を有する合体したストランド発泡体であり、そしてこの熱可塑性押出発泡体はその強度が最大である第一の方向が耐衝撃性を望む方向にほぼ沿って配列されている、を含むエネルギー吸収物品。
(もっと読む)
ポリプロピレン系樹脂押出発泡体及びその製造方法
【課題】15倍以上の高い発泡倍率を有し、かつ70%以上の独立気泡率である断熱性に優れたポリプロピレン系樹脂押出発泡体及びその製造方法が提供する。
【解決手段】230℃における溶融張力が5〜30gである直鎖状のポリプロピレン樹脂を含むポリプロピレン系樹脂組成物を、少なくとも炭化水素系ガスを含む発泡剤を用い押出発泡した発泡倍率が15倍以上であり、独立気泡率が70%以上であることを特徴とするポリプロピレン系樹脂押出発泡体。
(もっと読む)
発泡樹脂成形体の製造方法
【課題】十分な発泡倍率を有しながらも反りや曲がり、捻れといった変形を生じることがなく、特別に効果な材料を必要とせずに、かつ、クッション材の積層も効率的に行える、発泡樹脂成形体の製造装置を提供すること。
【解決手段】発泡樹脂基材の裏面に発泡樹脂からなるクッション材を積層してなる、発泡樹脂成形体の製造方法において、前記クッション材の発泡倍率を5〜15倍、前記発泡樹脂基材の発泡倍率を1〜3倍となるようにそれぞれの発泡前の構成材料を調整して、発泡前のクッション材の構成材料と発泡前の発泡樹脂基材の構成材料とを同時に押出成形して積層し、押出成形と同時あるいは直後に、前記クッション材と前記発泡樹脂基材とを同時に発泡させることを特徴とする。
(もっと読む)
スロットノズル組立体、スロットコートガン、シム板、及び幅広の帯状に発泡性溶融体を押し出す方法
【課題】発泡性溶融体がスロットノズル組立体の内部で発泡することを防止する。
【解決手段】幅広の帯状に発泡性溶融体を押し出すスロットノズル組立体(2)において、複数の発泡性溶融体通路(20)と、複数の発泡性溶融体通路と連通する横分配流路(21、22)と、横分配流路内に配置された絞り部材(8)と、発泡性溶融体を吐出するためのスロット(23)と、横分配流路とスロットとを連通し、スロットへ向けて断面積が徐々に小さくなる収束部分(22a)とを設けた。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
ポリオレフィン系樹脂押出発泡シート並びに該発泡シートからなるガラス基板用間紙およびガラス基板用包装材
【課題】本発明は、高い帯電防止性能を有すると共に、被包装物の表面を汚染することがなく緩衝性に優れており、特にガラス基板包装用シート又は間紙として使用した場合に、ガラス基板表面に付着した異物を除去する際に優れた洗浄性を発現させることができる帯電防止性ポリオレフィン系樹脂押出発泡シートを提供することを目的とする。
【解決手段】界面活性剤を含有する親水性重合体からなる高分子型帯電防止剤がポリオレフィン系樹脂100重量部に対して5〜30重量部添加されたポリオレフィン系樹脂押出発泡シートであって、該発泡シートの坪量(g/m2)と該発泡シートの飽和電圧(kV)との積が75kV・g/m2以下であり、該発泡シートのエタノール水溶液を用いた超音波洗浄後の表面抵抗率が1×108〜1×1014(Ω)であるポリオレフィン系樹脂押出発泡シート。
(もっと読む)
熱可塑性樹脂発泡体およびその製造方法
【課題】厚みの均一性に優れた熱可塑性樹脂発泡体を提供すること。
【解決手段】複数の吐出孔を有するダイプレートから発泡性熱可塑性樹脂を押出し、押し出された発泡ストランドを集束させる熱可塑性樹脂発泡体の製造方法であって、吐出孔群が、幅(La)が200mm以上、厚み(Da)5mm以上、かつLa/Daが5以上であり、吐出孔群の中で、両側部の吐出孔群(a、c)の吐出孔径が、中央部の吐出孔群(b)の吐出孔径よりも大きいダイプレートを用いることを特徴とする熱可塑性樹脂発泡体の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】 本発明は、凹凸の縞模様が殆どなく熱融着性に優れた低密度なポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートは、ポリスチレン系樹脂を押出機に供給して発泡剤の存在下にて溶融混練して押出発泡して円筒状発泡体を製造し、この円筒状発泡体の外表面を冷却した後に上記円筒状発泡体をその径方向に押し潰して、上記円筒状発泡体の内面同士を熱融着させて二枚合わせのポリスチレン系樹脂発泡シートを製造するポリスチレン系樹脂発泡シートの製造方法であって、上記ポリスチレン系樹脂は、そのメルトフローレイトが0.5〜3.0g/10分で且つZ平均分子量(Mz)が6.0×105〜10.0×105であると共に、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2.0〜4.0であることを特徴とする。
(もっと読む)
発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋
【課題】低コストで、複雑な凹凸形状を付与した発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋を提供する。
【解決手段】非発泡性樹脂1の表面にランダムに凹凸形状を有する発泡層21が形成されている二層押出成形品であって、非発泡性樹脂1に熱接着する発泡樹脂2をもって非発泡性樹脂1の表面に形成されている。
(もっと読む)
スチレン系樹脂押出発泡体およびその製造方法
【課題】 本発明は、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を提供する。
【解決手段】 特定のハイドロフルオロカーボンおよび炭素数3〜5の飽和炭化水素を含む発泡剤を用いて、特定の3方向平均気泡径および厚み方向気泡異方化率を有する気泡構造とすることにより、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
良好な表面品質、高断熱性および低密度を有するアルケニル芳香族発泡体
良好な表面品質、高い断熱特性および低密度を有するアルケニル芳香族発泡体を、押出法を用いて、20質量パーセント未満の共有結合しているハロゲンを含有し、多分散性2.5未満および摂氏130度にて101キロパスカル圧で水溶解度0.09モル毎キログラム超かつ2.2モル毎キログラム以下を有し、そして0.4モル毎キログラム以上の塩素不含有フッ素化発泡剤を含有する0.8〜2モル毎キログラムの発泡剤、ならびに少なくとも0.22モル毎キログラムの濃度の水(ここで、モル毎キログラムは、アルケニル芳香族ポリマーのキログラムに対する)を含有する、アルケニル芳香族ポリマー組成物の発泡性ポリマー組成物を膨張させることにより製造する。得られる発泡体の密度は64キログラム毎立方メートル以下であり、180日後の熱伝導性は32ミリワット毎メートルケルビン以下である。 (もっと読む)
パージング材及びこれを用いるパージング方法
【課題】 熱劣化して成形機壁面にこびりついたような樹脂の排出除去に優れ、パージ効率が良好なパージング材及びパージング方法を提供する。
【解決手段】 樹脂/水(重量比)が30/70〜70/30の割合で、熱可塑性樹脂と水とを配合してなる含水樹脂を主成分とするパージング材であり、前記熱可塑性樹脂はエチレン−ビニルエステル共重合体のケン化物がを好ましい。成形機の溶融領域の温度を、80〜120℃に設定した状態で上記パージング材を通過させることにより、パージング材に含まれる水分を被パージ樹脂に効率よく供給して、排出しやすくできる。
(もっと読む)
塩化ビニル系樹脂発泡成形体の製造方法。
【課題】発泡塩化ビニル系樹脂壁紙の廃材を粉砕後、分離した発泡塩化ビニル樹脂成分を再資源として有効利用した塩化ビニル系樹脂発泡成形体およびその製造方法を提供する。
【解決手段】せん断粉砕機又は衝撃粉砕機で、発泡塩化ビニル系樹脂壁紙の廃材の大きさが1〜25mmとなるように粉砕された後、乾式分離回収された発泡塩化ビニル系樹脂成分100〜20重量部と、壁紙以外の塩化ビニル系樹脂製品から回収された塩化ビニル樹脂成分0〜80重量部を混合し、回収された発泡塩化ビニル系樹脂成分に含まれる化学発泡剤の未分解物及び/又は残渣を利用して発泡させた塩化ビニル系樹脂発泡成形体を製造することが出来る。
(もっと読む)
塩化ビニル系樹脂発泡成形機におけるスクリュー
【課題】塩化ビニル系樹脂の発泡成形において、ガスが十分に溶解された均一な発泡成形品を得ることができるスクリューを提供する。
【解決手段】スクリュー軸(4)はガス注入口(3) の後方かつその近傍に後方大径部(4a)を有する。後方大径部(4a)は、他の部分に比べ、スクリュー(2) とバレル(1) 内面との隙間(5) を狭小化させている。このような狭小隙間(5) に樹脂が圧縮充満され、その結果、ガス注入口から注入された不活性ガスが後方へ逆流することが阻止され、不活性ガスがホッパーから吹き出すことがない。スクリュー軸(4a)は、ガス注入口(3) が臨む部位に、スクリュー(2) とバレル(1) 内面との隙間を拡大させるように前方小径部(4d)を有する。スクリュー(2) とバレル(1) 内面との隙間拡大部では、樹脂が未充満状態にされる。スクリュー軸(4a)は、前方小径部(4d)の前方に前方テーパー部(4e)を介して前方大径部(4f)を有する。
(もっと読む)
複合管およびその製造方法
【課題】十分な断熱性能を備えていることは勿論のこと、発泡樹脂保護層が柔らかく、継手への接続作業が容易でかつ発泡樹脂保護層の外観形状に優れた複合管およびその製造方法を提供することを目的としている。
【解決手段】ポリプロピレンを30〜60重量%含有する熱可塑性エラストマーを主成分とする樹脂組成物に熱可塑性エラストマー100重量部に対して発泡剤を1.0〜10重量部の割合で添加した発泡性組成物を管本体の周囲を囲繞するように押出成形して発泡させて発泡倍率1.5〜3.0倍で発泡した発泡樹脂から形成されてなる発泡樹脂保護層が得るようにした。
(もっと読む)
空隙充填材及びその製造方法
【課題】生産性の向上を図ることができると共に、空隙を確実に閉塞できる空隙充填材を得る。
【解決手段】加熱により発泡硬化する発泡体2をシート状に形成すると共に、発泡体2の少なくとも片面に箔体4を重ね合わせ、箔体4を発泡体2側に突き出して発泡体2に食い込む係合部6を箔体4に形成した。箔体4は発泡体2が発泡硬化する温度よりも低い温度で軟化しない素材で形成し、例えば、金属箔体が好ましい。係合部6は鉤型形状に形成したが、有底筒状でもよい。また、空隙充填材1はシート状の発泡体2を押出成形し、発泡体2に箔体4を重ね合わせ、箔体4を発泡体2側に突き出して発泡体2に食い込む係合部6を箔体4に形成してから、空隙の形状に応じて打ち抜いて形成するとよい。
(もっと読む)
161 - 180 / 322
[ Back to top ]