
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
141 - 160 / 322
発泡材の製造方法
【課題】押出機の内部における原料の分散不良を防ぐことができ、押出機を使用して成型品を長時間連続して作ることができるペレット及びその製造方法を提供する。
【解決手段】成形加工によって作られる成型品の原料を構成するペレット1Aであり、ペレット1Aが、親水性高分子の微粉体、ポリオレフィン系熱可塑性合成樹脂の微粉体、植物繊維の微粉体、無機化合物の微粉体、の混合物であって、所定量の水分を含有し、それら微粉体の粒子径が30〜200μmの範囲、ペレット1Aの水分含有量がペレット1Aの全重量に対して5〜30%の範囲にあり、それら微粉体がペレット1Aに略均一に分散しているペレット及びその製造方法並びにその成形品。
(もっと読む)
発泡積層体の製造方法

【課題】良好な外観を有し、かつ、均一なセルを有する発泡積層体を提供する。
【解決手段】発泡層とこの発泡層に接する非発泡層とを有する発泡積層体の製造方法であって、発泡剤を含有する樹脂組成物Aと、樹脂組成物Bと、をダイスより押出して、前記発泡層と前記非発泡層とを形成する押出し工程を有し、この押出し工程における前記樹脂組成物Bの温度を、前記樹脂組成物Aの温度よりも高くした。
(もっと読む)
架橋ポリオレフィン系樹脂発泡シート及び粘着テープ
【課題】 本発明は、優れた柔軟性及び耐熱性を保持しつつ厚みを薄くすることができる架橋ポリオレフィン系樹脂押出発泡シートを提供する。
【解決手段】 本発明の架橋ポリオレフィン系樹脂発泡シートは、ポリオレフィン系樹脂及び熱分解型発泡剤を押出機に供給して溶融混練し、押出機からシート状に押出すことによって形成された発泡性ポリオレフィン系樹脂シートを発泡させて得られた架橋ポリオレフィン系樹脂発泡シートであって、該架橋ポリオレフィン系樹脂発泡シートの架橋度が5〜60重量%で且つ気泡のアスペクト比(MDの平均気泡径/CDの平均気泡径)が0.25〜1であり、上記ポリオレフィン系樹脂は、重合触媒として四価の遷移金属を含むメタロセン化合物を用いて得られたポリエチレン系樹脂を40重量%以上含有することを特徴とする。
(もっと読む)
ポリプロピレン系押出発泡成形体およびその製造方法
【課題】従来の押出発泡装置を用いて製造でき、高発泡倍率かつ表面外観の良好なポリプロピレン系押出発泡成形体およびその製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と発泡材料とを含有する混合物を押出機内で溶融混練した後、ダイ150から押出発泡させた押出発泡体を、結晶化する前に金型成形して冷却固化し、所定の寸法のポリプロピレン系押出発泡成形体を得る。ポリプロピレン系樹脂は、以下のAおよびBを満たし、低圧領域に押出発泡した際、ダイ出口近傍でダイクリアランスが最小となる部位におけるダイ壁面の見かけの剪断速度が10s-1以上1000s-1以下であり、発泡倍率が3倍以上である。(A)測定温度210℃、剪断速度1216s-1の条件でのキャピラリーフローテストにおいて、バーグレー補正における圧力補正値が4MPa以上である。(B)メルトフローレート(MFR)が0.5g/10分以上である。
(もっと読む)
プロピレン系樹脂組成物およびこれから得られる発泡体
【課題】透明性に優れ、透過性と反射性のバランス性に優れ、発泡セル径のより小さな発泡シートまたはフィルムを提供すること。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と
プロピレン・α-オレフィン共重合体(B)0〜50重量部〔ただし、(A)と(B)との合計は100重量部)からなるプロピレン系樹脂組成物。
ここで、(A)はプロピレン単位90mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜10mol%を含むプロピレン系重合体(但し、合計して100mol%)であって、下記要件[1]〜[3]を満たし、[1] 13C−NMRにより測定される分率(rrrr)が85%以上。[2] 融点(Tm)が145℃以上であり、且つ融解熱量(ΔH)が40mJ/mg以上。[3] 135℃における極限粘度([η]、単位 dL/g)と、230℃における溶融張力(MT、単位 mN)とが下記関係式(Eq-1)を満たす。
0.25×[η]4.8≦MT≦2.00×[η]4.8 ---- (Eq-1)
(B)は、プロピレン単位50mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜50mol%を含むプロピレン系重合体(但し、合計して100mol%)である。
(もっと読む)
シート状発泡体の製造方法およびその装置
【課題】均一な品質の製品、特に厚みや発泡倍率が均一で表面欠点の少ないシート状発泡体を装置スタート直後から製造することができるシート状発泡体の製造方法およびその装置を提供する。
【解決手段】シート状発泡体における厚み、発泡倍率、表面欠点の各検出値、および制御パラメータの値が連続的に蓄積され、該蓄積された情報を演算処理した上で次回製造開始時に制御パラメータの値にフィードバックされること特徴とするシート状発泡体の製造方法。
(もっと読む)
発泡シート及びその製造方法
【課題】断熱性及び柔軟性に優れるとともに、取扱い性、施工性、及び成形性に優れ、種々の用途に適用することができる発泡シート及びその製造方法を提供する。
【解決手段】熱可塑性エラストマー100質量部に対して、1〜30質量部のホウケイ酸ガラスを主成分とするマイクロバルーンと、0.4〜2.0質量部の熱膨張性マイクロカプセルとを配合し、前記熱膨張性マイクロカプセルを熱膨張させるとともにシート状に成形したものであることを特徴とする発泡シート。好ましくは、熱可塑性エラストマーとして熱可塑性ポリウレタンエラストマーを用いる。
(もっと読む)
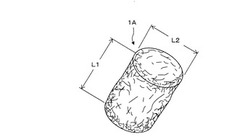
カール取りローラ
【課題】複写装置、画像記録装置、プリンタ、ファクシミリ等の電子写真方式のOA機器に取り付けられ、カールした紙葉類に対して良好なカール取り効果を発揮し、しかも弾性体の圧縮永久歪みが小さく、耐熱性に優れるカール取りローラの提供を目的とする。
【解決手段】シャフト11の外周に弾性体21を有し、前記弾性体21よりも硬いローラに、カールした紙葉類を前記弾性体21で押し付けて前記紙葉類のカールを緩和あるいは解消するカール取りローラにおいて、弾性体21は、押出成形された筒状のシリコーン発泡体の外周表面が研磨されて外周表面25でセル26が露出し、また、シャフトが挿通される中心孔22の内周表面23にスキン23aを有するものからなる。
(もっと読む)
ポリプロピレン系樹脂発泡シート
【課題】
帯電防止性能に優れ、かつ、薄く、剛性のある、自動包装ラインに好適に利用できる発泡シートを提供する。
【解決手段】
メルトフローレート(MFR)が1〜5g/10min、融点が150℃以上のポリプロピレン系樹脂100重量部に対して、メルトフローレート(MFR)が1〜15g/10min、融点が150℃以上の高分子型帯電防止剤を10〜25重量部含むポリプロピレン系樹脂組成物を押出発泡させたポリプロピレン系樹脂発泡シートである。そしてその発泡シートは、密度が0.05〜0.1g/cm3、厚みが0.5〜2mm、厚み方向の気泡数が1〜3個/mm、表面固有抵抗値が1×1013(Ω/□)未満であることを特徴とする。
(もっと読む)
発泡シート又は積層発泡シートの製造方法
【課題】 本発明は、圧縮柔軟性に優れ且つ長期間に亘って圧縮状態で配置してもその反発応力が低下しにくい発泡シート及び積層発泡シートの製造方法を提供する。
【解決手段】 本発明の発泡シートの製造方法は、結晶成分を含有する合成樹脂及びゴム系樹脂を含む樹脂組成物、並びに、熱分解型発泡剤を溶融混練して発泡性樹脂シートを成形し、この発泡性樹脂シートを架橋、発泡させて発泡シートを製造した後、この発泡シートに溶融状態にて上記発泡シートの気泡を厚み方向に偏平化させるための応力を加えることを特徴とする。
(もっと読む)
ローラーおよびその製造方法
【課題】各層間の結合性に優れ、接着剤およびアウタースリーブ内で発泡材を発泡させる発泡工程を不要とし、使用後に再び回収して再利用することができる材料を用いることで将来的に容易に再利用され、円柱形芯材の仮固定や所定の位置からのずれといった問題を回避し、熱膨張による形成方法や加熱溶融による接着法、共押出し成形法を使用することができるローラーおよびその製造方法を提供する。
【解決手段】ローラーは、円柱形芯材1と、熱可塑性ポリウレタン系樹脂の発泡に基づき形成され、前記円柱形芯材の外周に配置される発泡体チューブ2と、前記発泡体チューブ2と同じ樹脂で形成されて、前記発泡体チューブの外周に配置される非発泡体アウタースリーブ3とを備える。前記発泡体チューブ2は、前記発泡体チューブと同じ樹脂で形成される非発泡体インナースリーブを介して前記円柱形芯材1の外周に配置されてもよい。
(もっと読む)
ポリオレフィン系樹脂積層発泡シート及びその製造方法
【課題】熱可塑性エラストマー層が極めて薄い厚みで高発泡倍率のポリオレフィン系樹脂発泡体層に共押出ラミネートされており、摩擦係数が大きく、被包装物や接触物との粘着性が小さいポリオレフィン系樹脂積層発泡シートを提供する。
【解決手段】ポリオレフィン系樹脂発泡体層(ロ)の少なくとも片面側の最外層として熱可塑性エラストマー層(イ)が積層接着されている、厚みが0.3〜30mmで密度が0.018〜0.18g/cm3のポリオレフィン系樹脂積層発泡シート(ハ)であって、
(i)前記熱可塑性エラストマー層(イ)の平均厚みが10μm未満であり、
(ii)前記熱可塑性エラストマー層(イ)外表面に微細な不定形の凹みが多数形成されており、
(iii)前記熱可塑性エラストマー層(イ)外表面のJIS K7125に基づく静止摩擦係数が4〜15であることを特徴とするポリオレフィン系樹脂積層発泡シート。
(もっと読む)
押出し成形及び型成形用ゴム組成物及びその用途
【課題】押出し成形や型成形における成形特性に優れたゴム組成物を提供する。
【解決手段】エチレン・α−オレフィン・非共役ポリエン共重合体ゴム(A)、カーボンブラック(B)、及び次式(I):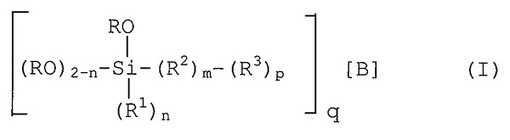
[式中、Rはアルキル等;R1はアルキル等;nは0、1又は2;R2は2価の炭化水素基;R3はアリーレン基;m及びpは、それぞれ0又は1(mとpとが同時に0となることはない);qは1又は2;Bは、qが1であるとき−SCN又は−SHであり、qが2であるとき−Sx−(式中、xは2〜8の整数である。)である]で示されるアルコキシシラン化合物(C)が配合されている押出し成形用ゴム組成物及び型成形用ゴム組成物。
(もっと読む)
ポリスチレン系樹脂積層発泡シート及びその製造方法
【課題】発泡層間における層間剥離を生じることのない印刷特性に優れたポリスチレン系樹脂積層発泡シートを提供する。
【解決手段】共押出発泡によって製造されたポリスチレン系樹脂積層発泡シートであって、密度が0.07〜0.17g/cm3のポリスチレン系樹脂低密度発泡層11上に、密度が0.18〜0.45g/cm3のポリスチレン系樹脂高密度発泡層12及びポリスチレン系樹脂非発泡層がこの順序で積層一体化されてなり、上記ポリスチレン系樹脂低密度発泡層11の平均気泡径が200〜500μmであると共に、上記ポリスチレン系樹脂高密度発泡層12の平均気泡径が70〜180μmであり、(ポリスチレン系樹脂高密度発泡層12の平均気泡径/ポリスチレン系樹脂低密度発泡層11の平均気泡径)が0.33〜0.6であることを特徴とする。
(もっと読む)
加熱発泡シート、その製造方法および発泡充填部材
【課題】全方向に均一に発泡する加熱発泡シート、その加熱発泡シートの製造方法、さらには、その加熱発泡シートを備える発泡充填部材を提供すること。
【解決手段】ポリマーおよび発泡剤を含む加熱発泡材料を、略円弧形状の等方性部分を含む等方性含有形状に押し出す押出工程と、押出工程において押し出される加熱発泡材料を、シート形状に形成するシート形成工程とを備える加熱発泡シートの製造方法によって、160℃で20分加熱した場合の縦横比が1.5以下である加熱発泡シートを得る。
(もっと読む)
車両内装材用積層シート,ルーフライニング芯材及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2をレーザー透過溶着法にて貼合せて構成される。
(もっと読む)
車両内装材用積層シート,ルーフライニング及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2を熱板溶着法にて貼合せて構成される。
(もっと読む)
ポリプロピレン系樹脂発泡体の製造方法
【課題】発泡倍率が高く、発泡セルが均一に分散し、表面外観が良好なポリプロピレン系樹脂発泡体の製造方法の提供。
【解決手段】230℃における溶融張力が5〜30gであり、メルトフローレート(MFR)と、溶融張力(MT)との関係が、下記式(1)を満たす直鎖状のポリプロピレン系樹脂を、押出装置により溶融押出ながら、該溶融樹脂に二酸化炭素を注入して、該溶融樹脂を発泡させる発泡体の製造方法において、押出装置における二酸化炭素の導入箇所のシリンダーバレル温度を200〜240℃として、発泡前のシリンダーバレル温度が175〜190℃となるように温度調節した後に、ダイスの開口面積あたりの上記樹脂の吐出量を、ダイス開口部の直近の樹脂圧力が5〜20MPaとなるようにして、溶融樹脂を大気下に吐出して発泡させる樹脂の発泡体の製造方法。
Log(MT)>−1.33Log(MFR)+1.2 (1)
(もっと読む)
真空断熱材
【課題】 車両の外装材と内装材の間に配置される真空断熱材において、軽量で車両において燃費向上に効果的であり、かつ、真空度の耐久性が高く、芯材生産効率がよく、真空引きが容易である車両用真空断熱材を提供することを目的とする。
【解決手段】 真空断熱材の芯材として、厚み方向に貫通孔が形成された変性ポリフェニレンエーテル系樹脂からなる連続気泡押出発泡シートを用いることにより、上記特性を有する真空断熱材を得ることができる。
(もっと読む)
押出ダイおよびその製造方法
【課題】大型であっても、材料の流れを確実に所望の態様にすることができる、押出ダイを提供すること。
【解決手段】押出ダイ4は、溶融樹脂などの成形材料が流入する流入口47と、流入口47から流入した成形材料が通過する通路49と、通路49に接続された複数のコートハンガー部50と、各コートハンガー部50を通過した材料が流出する流出口51とを備えている。各コートハンガー部50は、実質的に同一形状をなしている。1つのコートハンガー部を備える検討用ダイを製作して、このコートハンガー部内における材料の流れを検証し、その後、検証したのと同サイズ同形状のコートハンガー部50を複数並べて押出ダイ4を製作する。
(もっと読む)
141 - 160 / 322
[ Back to top ]