
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
61 - 80 / 322
ガラスランチャンネルとその組立体及び製造方法
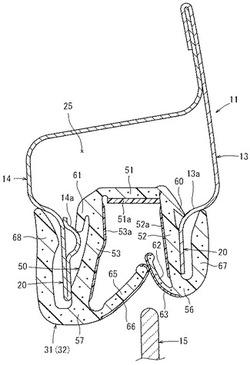
【課題】軽量化を図りながら水分の吸収を抑制することができるガラスランチャンネルとその組立体及び製造方法を提供する。
【解決手段】ガラスランチャンネルの主体部をなすランチャンネル本体50は、基底部51と、車内側及び車外側の両側壁部52、53と、窓板20の両面に弾接可能な車内側及び車外側の両シールリップ62、65と、を備える。ランチャンネル本体50は、熱可塑性エラストマー材料と熱膨張性カプセルとを含む発泡性ポリマー材料より形成されると共に、発泡性ポリマー材料の発泡膨張によって形成された無数の発泡セルを有しており、ランチャンネル本体50は、吸水率が5%以下に設定されている。
(もっと読む)
高周波同軸ケーブルの製造方法及び高周波同軸ケーブル並びに押出装置

【課題】中心導体付近の発泡絶縁体に発生する「巣」をコントロールして発泡状態を均一分布とし、それによって伝送ロスを低減することができる高周波同軸ケーブルの製造方法を提供する。
【解決手段】心金4および口金5を有する押出金型から樹脂6を押出し発泡させて、中心導体2の外周に発泡絶縁体14を形成する高周波同軸ケーブルの製造方法において、心金4の外周面に複数の突起13を配置することで気泡7を成長させて発泡絶縁体14を形成する方法である。
(もっと読む)
樹脂発泡シートの製造方法及び反射シート
【課題】 サーキュラーダイを用いて樹脂発泡シートを形成した際に、樹脂発泡シートに厚みムラが発生するのを抑制することができる樹脂発泡シートの製造方法を提供すると共に、斯かる製造方法で製造された樹脂発泡シートからなる反射シートを提供することを課題とする。
【解決手段】 熱溶融された発泡性樹脂組成物をサーキュラーダイから押し出しして発泡層を備える筒状体を形成しつつ、該筒状体の押し出し方向前方に配置されたマンドレルの外周面を前記筒状体に内側から摺接させて拡径し、拡径された筒状体をシート状に形成して樹脂発泡シートを製造する樹脂発泡シートの製造方法において、サーキュラーダイとマンドレルとの間における筒状体の内部空間の温度を60℃〜110℃に維持することを特徴とする。
(もっと読む)
マンドレル、樹脂発泡シート製造装置及び樹脂発泡シートの製造方法、樹脂発泡シート
【課題】マンドレルを用いて樹脂発泡シートを形成するに際し、樹脂発泡シートに傷が発生するのを抑制すると共に、樹脂発泡シートに生じる応力ひずみを抑制するマンドレルを提供する。
【解決手段】樹脂発泡シートを作製するのに際してサーキュラーダイの押し出し方向前方に配置されるマンドレルであって、サーキュラーダイ側に配される端部には、前記筒状体が拡径される拡径領域が形成されており、該拡径領域には複数の微小突起Cによって凹凸構造が形成され、前記微小突起Cは、突出方向先端部に平面部C2及び/又は半径0.2mm以上の曲面部C1を備えると共に、隣接する微小突起C同士の突出方向先端間の距離LDが0.2〜2.0mmとなるように形成されている。
(もっと読む)
多層押出発泡成形体の製造方法及び製造装置
【課題】成形体を構成する各層の層構造の乱れを抑制することができる多層押出発泡成形体の製造方法を提供する。
【解決手段】発泡剤含有溶融樹脂Aと発泡剤非含有溶融樹脂Bとを高圧下で厚み方向に合流させて積層溶融樹脂Cを得る第1工程、積層溶融樹脂Cを幅方向中央で分割して離反させて分割積層溶融樹脂D1,D2を得る第2工程、分割積層溶融樹脂D1,D2を厚み方向に離反させる第3工程、分割積層溶融樹脂D1,D2が分離した状態で上下に揃うように位置を合わせる第4工程及び上下の分割積層溶融樹脂D1,D2を合流させて倍加積層溶融樹脂Eを得る第5工程を含み、前記第4工程と第5工程との間に、分割積層溶融樹脂D1,D2が上下に揃うように位置合せされた左右方向の位置関係を保持してこれらが分離した状態のまま下流側へ所定長さ移動させることにより左右の流速差を低減させる整流工程を設けた。
(もっと読む)
断熱パイプカバーの製造方法
【課題】発泡テープを一旦巻き取ったり、また短冊状に切り分ける等の工程を必要としない、断熱パイプカバーの製造方法を提供する。
【解決手段】巻回した樹脂発泡テープの側縁部を接合して断熱パイプカバーの製造する方法であって、押出機に発泡性樹脂を供給し、ダイから当該樹脂を押し出すと同時に発泡させて得た発泡テープを直接マントル成形機に供給し、マントル成形機上で隣接する発泡テープの側縁部同士を熱融着させながら発泡テープを並列巻回する断熱パイプカバーの製造方法。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、低熱伝導率かつその経時変化の小さい断熱材用押出発泡体を提供することを課題とする。
【解決手段】 厚み方向に発泡層(A)が非発泡層(B)を介して積層されてなる構造を有する押出発泡体であって、非発泡層(B)を構成する樹脂が発泡層(A)を構成する樹脂よりも空気透過率の低い樹脂を少なくとも1種含有することにより、低熱伝導率かつその経時変化の小さい断熱材用押出発泡体を得ることができる。
(もっと読む)
積層フィルム、積層フィルムの製造方法、結露防止容器及び飲食物用容器
【課題】低温の内容物を収容した際にも結露を防止でき、容易に製造できる積層フィルムを目的とする。
【解決手段】連通気泡が形成されたポリオレフィン系樹脂の発泡層2と、前記発泡層2の一方の面に設けられ熱可塑性樹脂を含むソリッド層3とを有し、前記発泡層2が露出面21とされ、露出した気泡の平均口径が200〜500μmであり、気泡の開口面積率が30〜80%である。前記発泡層2は、空隙率が30〜70体積%であることが好ましく、前記発泡層2は、嵩密度が0.20〜0.60g/cm3であることが好ましく、前記ポリオレフィン系樹脂は、ポリプロピレンを含むことが好ましい。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法ならびに発泡成形品の製造方法
【課題】成形加工おけるトラブルを回避させつつ、軽量性を有するポリスチレン系樹脂発泡シートの製造方法と、このようなトラブルの回避によって高い歩留りで発泡成形品を作製し得る発泡成形品の製造方法とを提供する。
【解決手段】環状のスリットを有するサーキュラーダイCDから円筒状のポリスチレン系樹脂発泡体FBを連続的に押出して前記スリットよりも大径な冷却マンドレルMDで拡径し、該発泡体を切り開いてシート状にした発泡シート1を前記冷却マンドレルの後段側に設けた引取り装置91,92によって引き取らせることにより前記発泡体を前記冷却マンドレルの外周面に摺接させて冷却し、外側からさらに風冷して、前記冷却マンドレルの外周長に対して99.3%以上100%以下となるシート幅を有し、厚みが1.0mm以上3.0mm以下で且つ密度が0.05g/cm3以上0.1g/cm3以下であるポリスチレン系樹脂発泡シートを作製する。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
共押出し成形の方法、共押出し成形ダイ、及びそこから作製される押出し成形物品
それぞれポリマー材料を供給することができる2つのダイ空洞と、その2つのダイ空洞のそれぞれの少なくとも一部分の間に介在する配分プレートと、を備えるダイ。配分プレートは、分配エッジと、複数個の押出し成形チャネルとを有する。第1の押出し成形チャネル及び第2の押出し成形チャネルは、それぞれ第1のダイ空洞及び第2のダイ空洞における入口開口部から、分配エッジ上の出口開口部まで伸長する。第1の押出し成形チャネル及び第2の押出し成形チャネルの出口開口部は、交互位置に分配エッジに沿って配置される。そのようなダイを用いて押出し成形する方法、及びそこから作製される押出し成形物品も開示される。本方法は、第1のポリマー組成物及び第2のポリマー組成物を共押出し成形する工程を含む。押出し成形物品は、第1のポリマー組成物の複数個の長手方向の第1の縞と、第2のポリマー組成物の複数個の長手方向の第2の縞と、を交互に備える。 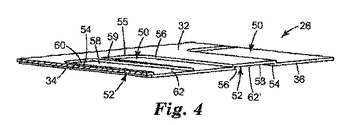 (もっと読む)
(もっと読む)
スポンジローラ、定着ローラ、定着装置、および、画像形成装置
【課題】コストアップや設置スペースの増大なしに、定着ベルトの片寄りを効果的に低減させ、良好な品質の画像を得られる定着ローラを提供する。
【解決手段】押し出し成形法によって形成された高分子物資で構成される多孔質体からなる多孔質層が、心軸の周囲に設けられているスポンジローラにおいて、前記多孔質層が、前記定着ローラの一方の端側の第1の多孔質体と、他方の端側の第2の多孔質体と、の2つの円筒状部材により構成され、かつ、前記第1の多孔質体と第2の多孔質体とが、押し出し成形時に押し出し成形機から押し出された押し出し方向が互いに逆に、配置されているスポンジローラ。
(もっと読む)
機械加工可能な断熱性高分子発泡体
(i)熱可塑性高分子マトリックスおよび発泡剤を含有する発泡性高分子組成物であって、(a)熱可塑性高分子マトリックスが、90,000〜150,000の範囲の重量平均分子量、および高分子マトリックス総重量に対して5〜20重量パーセントの範囲の重合アクリロニトリル濃度を有するスチレン−アクリロニトリル共重合体を含有し、(ii)発泡剤が、水、1,1,1,2−テトラフルオロエタンならびにジフルオロメタンおよび1,1−ジフルオロエタンの少なくとも1つを含有し、(b)発泡性高分子組成物が発泡温度に冷却され、(c)発泡性高分子組成物が押出され、発泡剤が、発泡性高分子組成物を0.5ミリメートル〜1.8ミリメートルの範囲の平均垂直気泡サイズおよび24〜40キログラム/立方メートルの範囲の密度および切削加工表面試験において3.5以下の正規化粗さ指数を有する高分子発泡体に膨張させる、発泡性高分子組成物を提供する。 (もっと読む)
発泡用エチレン−α−オレフィン共重合体、発泡用樹脂組成物および発泡体
【課題】発泡倍率に優れる発泡体の製造に適した発泡用エチレン−α−オレフィン共重合体を提供する。
【解決手段】エチレンに基づく単量体単位と炭素原子数3〜20のα−オレフィンに基づく単量体単位を有するエチレン−α−オレフィン共重合体であって、密度(d)が860〜950kg/m3であり、メルトフローレート(MFR)が0.1〜10(g/10分)であり、単峰性の分子量分布を有し、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4〜30であり、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2〜5であり、次の関係式を満たす発泡用エチレン−α−オレフィン共重合体。
0.347×ln(MFR)+0.84<k1/k2<0.347×ln(MFR)+1.26
(ただし、上記式中のk1/k2は、伸張粘度非線形指数比である)
(もっと読む)
一体発泡微細構造物品
【課題】良好な表面微細構造の提供
【解決手段】本発明は、一部は、表面微細構造(14)のある表面を有するポリマー発泡体を備える物品に関し、表面微細構造は、少なくとも1つの大きさ又は寸法が約10ミクロン以上である。微細構造の大きさは(連続的なリブ状の構造でない場合)、最大で約300ミクロン以下であり、概ね、高さが最大で1000ミクロン以下であり、高さが最小で200ミクロン以上である。発泡物品は、ロッド、シリンダ、シートなどを包含する様々な形状で提供されてもよい。発泡体がシートの形態で提供される好ましい実施形態では、発泡体は1対の主面を有し、その一方又は両方に表面微細構造を設けることができる。発泡体支持体および微細構造は、複数の空隙を備え、その空隙の平均サイズは、好ましくは微細構造の最小断面寸法又は大きさよりもかなり小さい。
(もっと読む)
熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブル
【課題】1台の押出成形機で多層構造の押出成形品を安価に製造することができ、しかもその製品における各層間の密着性を確実に高めることができる、熱可塑性樹脂組成物の多層押出方法及びこの押出方法により製造された被覆電線・ケーブルを提供すること。
【解決手段】軸方向周上に所定の高さを持った螺旋構造のフライト2を有する単軸スクリュ3を備えた一台の押出成形機1に、夫々押出材料である複数種類の熱可塑性樹脂組成物A、Bを供給すると共に、これら複数種類の熱可塑性樹脂組成物A、Bを前記押出成形機1内に設けられた夫々別々の流路9、10を通して混合させることなく同時に搬送して、前記押出成形機1から前記複数種類の熱可塑性樹脂組成物A、Bを夫々溶融押出成形する、熱可塑性樹脂組成物の多層押出方法。
(もっと読む)
ポリスチレン系樹脂板状発泡シートとその製造方法及びディスプレイパネル
【課題】インクジェット印刷によって表面に直接印刷することができ、UVインクだけでなく水性インクも使用できる汎用性に優れたポリスチレン系樹脂板状発泡シートの提供。
【解決手段】ポリスチレン系樹脂を円筒状に押出発泡させ、押出直後の円筒の外表面を冷却したのち、冷却した円筒を押しつぶし、2層に重ね合わせて融着させる融着法によって製造され、表皮層を備えた、全体の密度が0.05〜0.12g/cm3で厚さ3〜10mmの板状又はシート状のポリスチレン系樹脂板状発泡シートであって、該シート表面の算術平均粗さRaが5〜15μmの範囲内であり、表面から深さ250μmまでの範囲に存在する気泡の押出流れ方向の平均気泡径MD、前記押出流れ方向と垂直方向の平均気泡径TD、厚さ方向の平均気泡径VDが、4<MD/VD<10、3<TD/VD<8の関係を満たすことを特徴とするポリスチレン系樹脂板状発泡シート。
(もっと読む)
透湿防水シートの製造方法
【課題】 透湿性及び防水性に特徴を有した透湿防水シートを提供する。
【解決手段】 ポリオレフィン系樹脂発泡体の両面を切断又は切削する二次加工を施すことにより、発泡体の両面に気泡断面を露出させた状態である。
(もっと読む)
育苗箱用シート及びその使用方法
【課題】生分解性を有すると共に、長期保存が可能であり、製造コストが安く、しかも、育苗箱から苗を取り出した際にバラバラになり難く、田植機の掻き取り爪への絡みも抑えた育苗箱用シートを提供する。
【解決手段】育苗箱の内底に配置するシートであって、澱粉を55〜85重量部、ポリ乳酸を15〜45重量部、及び発泡用核剤を0.5〜5重量部の割合で混合し、水を加えて押出機1で押し出し発泡させ、シート状に形成した発泡性シートであることを特徴とする育苗箱用シートである。
(もっと読む)
スチレン系樹脂発泡シートの製造方法及びスチレン系樹脂発泡シート
【課題】シート成形等の成形加工におけるトラブルを回避させ得るスチレン系樹脂発泡シートの製造方法と、スチレン系樹脂発泡シートとの提供をする。
【解決手段】サーキュラ金型を用いてスチレン系樹脂組成物を発泡押出しし、該発泡押出しによって形成された筒状の発泡体を冷却マンドレルに沿わせて周方向に延伸するスチレン系樹脂発泡シートの製造方法であって、前記サーキュラ金型CDの外型ORの内周面と前記内型CLの外周面との傾斜角の差が1度以上、10度以下となるように形成されたサーキュラ金型CDを用いて、該サーキュラ金型の内型CLと外型ORとの温度差が35℃以下となるようにして発泡押出しを実施し、筒状の発泡体に内周側と外周側との両方から空冷を実施した後、前記吐出口の口径の3.1倍以上、4.5倍以下の外径を有している冷却マンドレルMDで空冷後の発泡体に周方向の延伸を実施スチレン系樹脂発泡シート1の製造方法。
(もっと読む)
61 - 80 / 322
[ Back to top ]