
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
41 - 60 / 322
エラストマー性積層体およびその製造方法
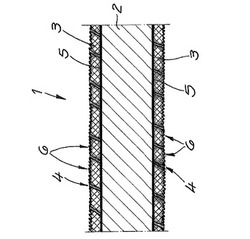
【課題】積層体の弾性特性を改善すること。
【解決手段】本発明は、熱可塑性エラストマーから成るエラストマー性支持層(2)と、支持層(2)の材料より低い弾性を示すポリマーから成る少なくとも1層のマイクロテクスチャ加工された被覆層(3)とを備えたエラストマー性積層体(1)に関する。マイクロテクスチャは、被覆層(3)の弾性限界を超えて積層体(1)を延伸し、この延伸された積層体(1)が弾性回復することによって形成される。本発明によれば、マイクロテクスチャー化された被覆層(3)は多数の孔(4)を含む。さらに本発明は積層体の製造方法をも対象とする。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
発泡剤を含むプラスチックの押出成形方法及び押出成形機

【課題】発泡剤を含むプラスチックの押出成形方法において、発泡剤としての水をシリンダ内の可塑化したプラスチックに供給する場合に、水の添加量を安定させ、発泡ムラや過大な発泡セルが生じるのを防止し、かつ注水ノズルの詰まりを防止する。
【解決手段】押出成形機のシリンダ1壁に直径200μm以下のノズル穴15aを有する注水ノズル15を設置し、注水ノズル15からシリンダ1内の可塑化したプラスチックに発泡剤としての水を供給する。
(もっと読む)
発泡断熱材及びその製造方法
【課題】紙を原料に用いた発泡断熱材であって、厚みの大きい製品を効率よく製造する。
【解決手段】紙を含む植物性材料と熱溶融性樹脂材料とに水を加えた原料を押出機で押出発泡させて発泡板を成形し、2枚の発泡板それぞれの一表面を加熱して溶融させたのち、この溶融させた面どうしを当接させて融着することにより、厚みの大きい一枚の発泡断熱材を製造する。一次製品である発泡板は厚みが薄くても、貼り合わせにより、幅と厚みとが共に大きい発泡断熱材製品を提供できる。この発泡断熱材は、元の発泡板と比較して柔軟性が低下しないから、施工性が良好である。本発明で得られた発泡断熱材は、2枚の発泡板を接着剤で貼り合わせたものよりも熱伝導率が低くなり、条件によっては、元の発泡板より熱伝導率が低下する。
(もっと読む)
ポリスチレン系樹脂シート
【課題】高分子型帯電防止剤としてのアイオノマー樹脂の配合量の低減を図りつつ帯電防止を図るシートを提供する。
【解決手段】ポリスチレン系樹脂からなるベース樹脂と、高分子型帯電防止剤とを含有するポリスチレン系樹脂組成物によって少なくとも表面が形成されているポリスチレン系樹脂シート10であって、前記高分子型帯電防止剤として前記ベース樹脂に非相溶性を示すアイオノマー樹脂が含有され、ポリオレフィン系樹脂、ポリ乳酸系樹脂、及び、アクリル系樹脂の内の1種以上からなる前記ベース樹脂に非相溶性を示す樹脂成分が前記ポリスチレン系樹脂組成物にさらに含有されることによって前記表面には前記ベース樹脂からなるマトリックス相中に分散相が形成されており、且つ、前記分散相は、前記樹脂成分でコア部が形成されているとともに前記アイオノマー樹脂で外殻部が形成されているコアショル状粒子となっているポリスチレン系樹脂シート。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造設備、及び、ポリスチレン系樹脂発泡シートの製造方法
【課題】角張ったエッジ部の矯正に有効な矯正部材を備えたポリスチレン系樹脂発泡シートの製造設備を提供する。
【解決手段】ポリスチレン系樹脂発泡シートの製造設備であって、矯正装置5には、前記ポリスチレン系樹脂発泡シートSの幅方向端部を収容可能な断面U字状の溝55を有する矯正部材50が備えられており、該矯正部材50が、前記溝55の底部に形成されている曲面部5aを前記エッジ部に当接させて前記矯正を実施し得るように前記矯正装置5に備えられていることを特徴とするポリスチレン系樹脂発泡シートの製造設備。
(もっと読む)
樹脂発泡シートの製造方法、樹脂発泡シート、及び、押出設備の改修方法
【課題】樹脂発泡シートの厚みを均一化させ得る樹脂発泡シートの製造方法を提供する。
【解決手段】発泡剤を含んだ樹脂組成物を溶融混練するための押出機と、該押出機の先端部に装着されたサーキュラーダイ100と、該サーキュラーダイ100のダイスリット111から前記樹脂組成物が押し出されてなる筒状の発泡体FBを内面側から冷却するための冷却マンドレル200とが備えられ、該冷却マンドレル200によって冷却される前の発泡体FBに外側から風を吹き付けて該発泡体FBを外側から冷却する冷却機構がさらに備えられている樹脂発泡シートの製造方法であって、前記押出設備には、前記押出機側から前記冷却マンドレル200側への空気の流れを規制する規制部材がさらに備えられており、該規制部材によって前記押出機側の空気が前記風に誘引されることを抑制させつつ樹脂発泡シートを製造することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
人工萱状物、及びその製造方法
【課題】 萱葺き屋根の維持コストを抑えることができ、また火事の危険も軽減できる萱の代替品として使用することができ、しかも、天然の萱に非常に近い外観で萱の雰囲気が損なわれない人工萱状物およびその効率的な製造方法を提供すること。
【解決手段】 熱可塑性樹脂から成る芯部1と;表面に不規則なシワ21が形成された熱可塑性樹脂から成る外層部2とから人工萱状物Rを構成し、またこの人工萱状物Rの製造において、押出成形機Mによって棒状の芯部1と筒状の外層部2を形成する第一のステップと;外部の開放空間において、外層部2をバルーン状に膨らませる第二のステップと;サイジング装置Sのダイス孔H3の入り口で膨張した外層部3を圧搾して表面に不規則なシワ21を形成する第三のステップと;サイジング装置Sで冷却賦形して芯部1と外層部2を一体化する第四のステップとを含む工程を採用した。
(もっと読む)
押出発泡シート及びそれからなる容器
【課題】剛性に優れ、均一な気泡径を有する押出発泡シートを提供する。
【解決手段】高密度ポリエチレン99〜50重量%及び下記(A)、(B)を満足するポリエチレン系樹脂1〜50重量%からなるポリエチレン系樹脂組成物を用いてなる押出発泡シートを用いる。
(A)JIS K6760に準拠して密度勾配管法により測定した密度(d)が935kg/m3以上970kg/m3以下。
(B)150℃、せん断速度60.8s−1で測定したスウェル比が1.60以上。
(もっと読む)
ポリスチレン系樹脂発泡シート及び発泡ポリスチレン系樹脂積層シート、斯かる積層シートから形成された成形品、及びポリスチレン系樹脂発泡シートの製造方法
【課題】成型後の表面(曲面)への印刷性に優れ、外観の美麗な成形品を得ることができる発泡ポリスチレン系樹脂積層シート及び斯かる積層シートを用いて形成された成形品とその製造方法を提供する。
【解決手段】ポリスチレン系樹脂とポリフェニレンエーテル系樹脂との合計100質量部に対して前記ポリフェニレンエーテル系樹脂が10質量部以上50質量部以下含有されているポリスチレン系樹脂組成物を用いて形成されるポリスチレン系樹脂発泡シート12であって、長手方向に直交する巾方向全域の長さが650mm以上であり、巾方向全域における平均の厚みが1〜3mmで、巾方向の任意の位置における150mm巾での厚みの平均値と巾方向全域での厚みの平均値との比が0.90〜1.10の範囲にあり、且つ、全体の密度が0.2g/cm3以下で、少なくとも一方の表面から厚み方向100μmまでの部分の密度が0.25g/cm3以上とする。
(もっと読む)
ポリスチレン系樹脂発泡シート
【課題】 シート厚さ方向への2次発泡性が高く、かつ成形時のシートの伸びが大きく、外観及び強度にすぐれた2次発泡成形体を得ることができるポリスチレン系樹脂発泡シートを提供することを課題とする。
【解決手段】 ポリフェニレンエーテル系樹脂を含有するポリスチレン系樹脂組成物を押出機からサーキュラーダイを通して押出発泡させて得られるポリスチレン系樹脂発泡シートにおいて、少なくとも片面より300μmの厚み部分に含まれる厚み方向一直線上の平均気泡数が5個以下、該発泡シートの厚さをtmmとした場合、シート表面から2t/5〜3t/5mmの範囲の気泡の、押出方向の寸法の平均値(X)、押出方向と直交する幅方向の寸法の平均値(Y)及び厚み方向の寸法の平均値(Z)が下記式(1)及び(2)
1.05≦X/Z≦1.5・・・(1)
1.5≦Y/Z・・・(2)
を満足することを特徴とする。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】二次発泡倍率の低下が抑えられ、成形性に優れ、しかも長期間保存した場合であっても爆発などの危険性がなく、食品容器などに好適に使用し得るポリスチレン系樹脂発泡シートの製造方法を提供することを課題としている。
【解決手段】ポリスチレン系樹脂50〜90質量部とポリフェニレンエーテル系樹脂10〜50質量部とを含む樹脂混合物を加熱して溶融させた後、該樹脂混合物100質量部に対して、イソブタン濃度が70〜100質量%であり且つノルマルブタン濃度が0〜30質量%であるブタン2.5〜5.0質量部を含浸させ、ついで該樹脂混合物100質量部に対するブタンの残存量が2.0〜3.5質量部となるように押出発泡することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
熱可塑性樹脂押出発泡断熱板
【課題】 熱伝導率が小さく長期に亘り断熱性に優れる熱可塑性樹脂押出発泡断熱板を提供することを目的とする。
【解決手段】本発明は、ポリスチレン樹脂に対し、JIS K7122(1987)に記載の「一定の熱処理を行った後、融解熱を測定する場合」(試験片の状態調節における加熱速度と冷却速度は、いずれも10℃/分とする。)を採用し、熱流束示差走査熱量測定装置を使用し、加熱速度10℃/分で得られるDSC曲線に基づくポリエステル系樹脂の融解に伴う吸熱ピーク熱量が5J/g未満(0も含む。)である、非晶性または低結晶性ポリエステル樹脂が比較的多量に配合された混合物を基材樹脂とし、ポリスチレン樹脂に対する透過速度が速い物理発泡剤を使用した熱可塑性樹脂押出発泡断熱板であり、押出発泡時の生産安定性に優れ、発泡体表面に凹凸状の波うちがなく外観が良好であり、十分な厚み、発泡倍率および独立気泡率が高く、熱伝導率が小さく長期に亘り断熱性に優れ、特に輻射断熱性に優れ、耐熱性を有する。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
熱可塑性樹脂組成物、その成形体、及び成型方法
【課題】溶融強度が高く優れた成形加工性を有する樹脂組成物、及び該組成物を成形して得られる優れた外観を有する成形体を提供する。
【解決手段】熱可塑性組成物は、重量平均分子量が1万以上、100万未満の高分子(A)100重量部、重量平均分子量が100万以上、1000万未満であり、その分子中に10〜1000個のカルボキシル基を有する高分子(B1)0.5〜15重量部、重量平均分子量が100万以上、500万未満であり、その分子中に1〜2個の水酸基を有する高分子(B2)0.5〜15重量部、及び縮合剤(C)0.1〜5重量部を含む。
(もっと読む)
発泡電線用押出機
【課題】シリンダ内の発泡性ガスの停滞を抑制すると共にシリンダ内の押出材料の樹脂圧を適正に保ち、これにより発泡性ガス注入ノズルからの発泡性ガスの注入を適正且つ容易に行うことができる発泡電線用押出機を提供する。
【解決手段】ペレット状の押出材料5を混練すると共にシリンダ1の先端部に向けて移送し、その移送過程でシリンダ1内に発泡性ガス11を注入して、材料5と発泡性ガス11とを混練し、これにより形成されたペースト状の材料5をシリンダ1の先端部のクロスヘッド12に導き、クロスヘッド12を通して走行する芯線13上に材料5を押出被覆する発泡電線用押出機であって、発泡性ガス11の注入位置と押出機のクロスヘッド12間の異物除去用ブレーカープレート14の使用を廃止し、且つ、発泡性ガス11の注入位置と押出機のクロスヘッド12の芯線走行位置間の移送距離をブレーカープレート14を使用した場合よりも短くする。
(もっと読む)
押出成形用複合ペレットの製造方法,及び前記方法で製造された押出成形用の複合ペレット
【課題】ペレット間に融着がなく,形状,寸法及び密度等のバラツキの無い押出成形用の複合ペレットを提供する。
【解決手段】熱可塑性樹脂と木粉を含む原料を押出機42により溶融混練して得た溶融材料を,前記押出機42の先端に取り付けたダイノズル43に設けたノズル孔43aを介してストランド状に押し出すと共に,前記溶融材料のストランドを所定の長さに毎に切断してペレットを形成する。この時,ダイノズル43に設けた各ノズル孔43a内における溶融材料の流速を表す線速度υdが,12〜50cm/secの範囲となるように,押出機42の押出量Q,各ノズル孔43aの直径D及び前記ノズル孔43aの数nを調整する。
(もっと読む)
樹脂成形体
【課題】低伸縮性であり、基材の熱可塑性樹脂を高発泡化でき、軽量で釘打ちが容易な樹脂成形体の提供。
【解決手段】充填材を含む熱可塑性樹脂からなる芯材と、該芯材を囲んで設けられた発泡熱可塑性樹脂からなる基材とを有することを特徴とする樹脂成形体。
(もっと読む)
41 - 60 / 322
[ Back to top ]