
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
101 - 120 / 322
長尺装飾部材、及びその製造方法
【課題】実際の織布に近い外観を呈する装飾部材、及びその製造方法の提供。
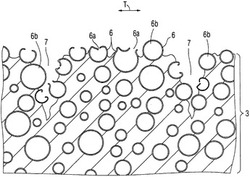
【解決手段】長尺装飾部材W1は、押出成形により成形され、取付け部1と、取付け部1の表面に一体的に形成された加硫済ゴムから成る装飾部3とを備える。装飾部3は、内部で熱膨張した多数のマイクロカプセル6と、装飾部3の表面又はその近傍で破裂したマイクロカプセル6における外側に向けて開口した多数の凹部6aと、前記表面の近くで膨張したマイクロカプセル6が外側に向けて膨出した多数の突出部6bにより粗面化された表面を有する。装飾部3の表面には、少なくとも一つの長手方向及び/又は横方向に沿った凸条及び/又は凹溝が形成されている。凸条の外面及び凹溝の内面の少なくともいずれかに、多数の凹部6a及び前記突出部6bが不規則な位置に形成されている。
(もっと読む)
ポリオレフィン系樹脂による積層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、シート外観や各種の物性や容器の成型性に優れたポリオレフィン系樹脂積層発泡シートを生産効率よく製造する。
【解決手段】発泡性ガスを含有するポリプロピレン系樹脂(A)と、充填材を含有するポリオレフィン系樹脂(B)を別々のスクリュー型押出機にて溶融混練し、合流部分を通して積層して成形ダイスへ供給し、ダイス出口より吐出させることにより積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂のスクリュー先端部での樹脂温度を(T1)及び樹脂圧力を(P1)とし、充填材含有溶融ポリオレフィン系樹脂のスクリュー先端部での樹脂温度を(T2)及び樹脂圧力を(P2)としたときに、T1がポリプロピレン系樹脂の結晶化温度Tc+30〜70℃に調整され、P1が15〜30MPa、P2が10〜30MPaであり、0.8≦P1/P2≦1.8の関係を満たし、T2がT1−20≦T2≦T1+40を満たす、積層発泡シートの製造方法。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品

【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
ポリオレフィン系樹脂多層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂と、充填材を含有した非発泡ポリオレフィン系樹脂を積層する押出発泡積層成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、各種の物性や容器の成型性に優れたポリオレフィン系樹脂発泡積層シートを生産効率よく製造する。
【解決手段】発泡性ガスを含有する溶融ポリプロピレン系樹脂(A)と、充填材を含有する溶融ポリオレフィン系樹脂(B)を別々の押出機にて溶融混練し、合流部を通して積層して成形ダイスへ供給し、ダイス出口より吐出させることにより積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂(A)の発泡倍率(X)が1.5〜6倍であり、ダイスの開度(L)が、発泡性ガス含有ポリプロピレン系樹脂(A)の発泡層の厚みをL1、充填材含有ポリオレフィン系樹脂層(B)の厚みをL2とした場合、L≦L1/X+L2の関係を満たす、積層発泡シートの製造方法。
(もっと読む)
複合管の製造方法
【課題】目やにの発生を少なく抑え、ロングラン性に富んだ複合管の製造方法を提供することを目的としている。
【解決手段】架橋ポリエチレン管6bの周囲を囲繞するように、ポリプロピレンを含有する熱可塑性樹脂エラストマーを主成分とし、発泡剤を含む発泡性樹脂組成物を管状に押し出すとともに、発泡倍率1.5〜3.0倍に発泡させて管本体の周囲を囲繞する発泡樹脂保護層7aを形成する複合管7bの製造方法であって、前記発泡性樹脂組成物が、発泡剤として、発泡開始温度が170℃以上、最大発泡温度が190℃〜230℃である熱膨張型発泡粒子を含むとともに、熱膨張型発泡粒子を融点が110〜130℃の熱可塑性樹脂からなるベース樹脂中に分散混合してマスターバッチ化した熱膨張型発泡粒子マスターバッチと他の成分とを混合して得られることを特徴としている。
(もっと読む)
プロピレン重合体樹脂組成物
【課題】 ポリプロピレン系樹脂の成形加工性を改良可能な、特にブロー成形性、発泡成形性を改良可能なポリエチレン系樹脂を含むポリプロピレン系樹脂組成物を提供する。
【解決手段】
プロピレン重合体99〜50重量%、および下記(A)〜(E)を満足するエチレン重合体1〜50重量%を含んでなるプロピレン重合体樹脂組成物を用いる。
(A)JIS K6760に準拠して密度勾配管法により測定した密度(d)が940kg/m3以上960kg/m3以下、(B)190℃、2.16kg荷重で測定したメルトフローレート(MFR)が1g/10分以上10g/10分以下、(C)末端ビニル数が1,000炭素原子当たり0.2個以下、(D)160℃で測定した溶融張力(MS160)が100mN以上、(E)流動の活性化エネルギー(Ea)が、35kJ/mol以下
(もっと読む)
スチレン系樹脂発泡体
【課題】断熱性能に優れ、また寸法安定性および透湿抵抗に優れたスチレン系樹脂発泡体を提供する。
【解決手段】発泡体を構成する気泡の膜の少なくとも一部にシワを形成してなるスチレン系樹脂発泡体であって、シワを形成する前のスチレン系樹脂発泡体よりも熱伝導率が小さい、断熱用のスチレン系樹脂発泡体。
(もっと読む)
スチレン系樹脂押出発泡体及びその製造方法
【課題】 難燃性および熱安定性に優れたスチレン系樹脂押出発泡体を提供する。
【解決手段】 スチレン系樹脂および発泡剤を用いて押出発泡して得られるスチレン系樹脂押出発泡体であって、スチレン系樹脂100重量部に対して、難燃剤としてハロゲン系難燃剤を0.1〜6重量部を含有し、且つ5重量%分解温度が240〜320℃で、融点が120℃以上で、リン含有率が7重量%以上であるリン系難燃剤を0.1〜3重量部含有することにより、上記特性を有するスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、各種の物性や容器の成型性に優れたポリオレフィン系樹脂積層発泡シートを提供する。
【解決手段】発泡性ガスを含有するポリプロピレン系樹脂と、充填材を含有するポリオレフィン系樹脂とを別々の押出機にて溶融混練し、合流ブロックを通して積層して成形ダイスへ供給し、ダイス出口より吐出させて積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂を、充填材含有溶融ポリオレフィン系樹脂の内側に合流させる際の合流角度が、15度から60度の角度であることを特徴とする、積層発泡シートの製造方法。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
車両用空調ダクトの成形方法
【課題】軽量性、断熱性、剛性、耐衝撃性、温度および湿度の変化に対する耐久性に優れることが特に要求される車両用空調ダクトを成形する成形方法を提供する。
【解決手段】第一の押出機7および第二の押出機8から一対の分割金型13,13間に溶融状態の一対の熱可塑性樹脂シート16,16を押し出し配置した後、金型周囲に位置する型枠17,17を金型に対して相対的に前進させて押し出した熱可塑性樹脂シート16,16と密着させる。次いで、一対の分割金型13,13を閉じるとともにその一方の金型および他方の金型のキャビティ14,14にそれぞれ対応する熱可塑性樹脂シート16,16を真空吸引させることにより車両用空調ダクトを形成する。
(もっと読む)
環状外形を有する多層構造体並びにその製造方法及び装置
環状外形を有する多層フィルム構造体並びに開示された構造体の製造方法及び製造装置を開示する。この環状多層物品は、均一な厚さ、少なくとも4層の層を有し、重なり合った外周領域及び重なり合っていない外周領域を含み、ここで、重なり合っていない領域の層構造は、重なり合った層内で二重になっている。この構造体の製造方法は、熱可塑性樹脂材料の少なくとも4つの層を有する多層流動流を用意し、この多層流動流を環状ダイの分配マニホールドに供給して、環状多層流動流を形成し、そしてこの環状ダイから環状多層流動流を取り出して、環状多層構造体を形成することを含む。少なくとも4つの層の多層流動流を環状ダイのマニホールドに供給する、任意的な層マルチプライヤーを有するフィードブロック及び多層流動流を押し出す少なくとも1個の分配マニホールドを有する環状ダイを含んでなる装置も開示される。  (もっと読む)
(もっと読む)
断熱材の製造方法及び製造装置
【課題】植物性材料を主原料とし、これを水蒸気圧で発泡させて製造する発泡成形体において、建築用断熱材として利用可能な成形体の製造を可能にする。
【解決手段】紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機の押出口に取り付けた多数の開孔を有するダイ装置から押し出すと同時に発泡させて多数のストランドを形成し、このストランド群をサイジング装置を通過させて、水蒸気の放散を妨げない程度の空隙を保つように一体化させて発泡成形体と成した後、第1圧縮装置によりサイジング装置の開口部を基準としてその70〜90%となるように圧縮し、さらに第2圧縮装置により基準値の45〜65%となるように圧縮する。これにより、厚みが大きく且つ低熱伝導率の発泡成形体が得られる。
(もっと読む)
断熱性シート及び断熱性シートの製造方法
【課題】 平滑性及び印刷性に優れた断熱性シートを提供することを課題とする。また、断熱性シートを平滑性及び印刷性に優れたものとし得る断熱性シートの製造方法を提供することを課題とする。
【解決手段】 ポリスチレン系樹脂成分と不活性ガスとを含むポリスチレン系樹脂組成物が押出発泡を経てなる断熱性シートであって、前記ポリスチレン系樹脂成分が、加熱溶融された後に冷却固化された熱履歴ポリスチレン系樹脂を含有していることを特徴とする断熱性シートを提供する。
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
炭粉入り樹脂発泡体
【課題】 本発明は、炭粉入り樹脂発泡体を提供することを課題とする。
【解決手段】 湿り気を有する粉末状の炭粉を用いることにより炭粉の吸湿作用を抑制して供給水分の度合いを維持して粉粒状の可塑性樹脂材との混合を良好にして混合物の円滑な発泡を促し、かつ発泡された可塑性樹脂材に多数形成される細孔と、該細孔部分に炭粉、鉱石粉を露出させることができて、この結果、炭粉、鉱石粉の有する消臭・調湿機能を有効的に発揮させることができて、これらにより炭粉入り樹脂発泡体に多数形成される細孔と、炭粉、鉱石粉との相乗作用とが相俟って、より効果的な消臭・調湿機能、浄化機能、断熱・防音機能を発揮することができる。
(もっと読む)
発泡ネットの製造方法
【課題】イチゴ栽培用シートとして好適な発泡ネットを提供する。
【解決手段】複数の発泡ストランドを所定の間隔を空けて並列させてストランド群を形成し、このストランド群の複数を、互いの発泡ストランドが交差する状態に重ねるとともに、それら交差部3において発泡ストランドどうしを融着一体化させて成る網目状の発泡ネットNで、複数のストランド群のうちの重ね方向で一端に位置するストランド群を形成する一端発泡ストランド1の発泡倍率よりも、重ね方向で他端に位置するストランド群を形成する他端発泡ストランド2の発泡倍率を小としてある発泡ネットの製造方法であって、1台のタンデム押出機の回転ダイスに、アウト口金8と、アウト口金に比べて横幅が広く上下幅の狭い扁平な形状を有するイン口金9とを取付け、アウト口金8とイン口金9を互いに異方向に回転させながら樹脂及び発泡剤を含有する原料を押し出す発泡ネットの製造方法。
(もっと読む)
貫通孔を有する押出発泡シートの製造方法
【課題】 本発明は、加工後の連続気泡層の厚み減少や通気量の低下を招くことのない、貫通孔を有する押出発泡シートの製造方法を提供することを目的とする。
【解決手段】 貫通孔の表面直径に対する直径比が0.3〜0.5である針またはピンを複数本束ねてなる針群を配置してなる針ロールを用いて、該発泡シートに貫通孔を設けることにより、貫通孔を有する押出発泡シートの製造方法を改善することができる。さらに、押出発泡シートの押出発泡生産ラインに取り込むことにより、生産性をさらに改善することができる。
(もっと読む)
ポリエチレン系樹脂発泡シートおよび発泡成形品
【課題】表面の光沢度が低く、つや消し状で紙(和紙)のような風合いを持ち意匠性に優れていると共に、その表面が高い撥水性を有し、洗浄容易性、防汚性にも優れたポリエチレン系樹脂発泡シートと発泡成形品の提供。
【解決手段】少なくとも一方の面の光沢度(但し、該光沢度はJIS K7105に記載の方法に従って測定された光沢度である。)が10以下であり、且つ水の接触角が85度以上であることを特徴とするポリエチレン系樹脂発泡シート。
(もっと読む)
発泡押出成形装置
【課題】粘性があるかあるいは滑りやすい成形材料であっても、輸送効率を向上させることができ、効率的な発泡押出成形を達成することのできる、発泡押出成形装置を提供すること。
【解決手段】
発泡押出成形装置1において、スクリュー3の供給部23、第1圧縮部24および第1定量部25の表面に、ポリテトラフルオロエチレンなどからなるフッ素樹脂の被覆層をコーティングするか、あるいは、スクリュー3の表面に硬度が要求される場合には、被覆層として無電解ニッケル・フッ素複合めっきまたは硬質クロム・フッ素複合めっきを施し、バレル2の内周面20における供給部23との対向部分に、その内周面19の中心線平均粗さRaが0.46〜2.48となるように放電加工法により粗面化されたスリーブ17を装着する。
(もっと読む)
101 - 120 / 322
[ Back to top ]