
Fターム[4F207KA11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 押出し発泡させるもの (362)
Fターム[4F207KA11]の下位に属するFターム
減圧下に発泡させるもの (12)
押出された細片を集束するもの (6)
スキン層を形成するもの (13)
多段的に発泡させるもの (9)
Fターム[4F207KA11]に分類される特許
81 - 100 / 322
改善された断熱性能を備えた発泡性熱可塑性ナノコンポジットポリマー組成物
(a)1種以上の重合性モノマーを含むベースの重合によって生成されるポリマーマトリックスと、(b)このポリマーマトリックスに球状に取り込まれた、ポリマー(a)に対して1〜10質量%の発泡剤と、(c)ポリマー(a)に対して0.004〜15質量%の、150nm以下の厚さ(グラフェンシートに対して直角)、10μm以下の平均寸法(長さ、幅又は直径)及び>50m2/gの表面積を有するナノスケールグラフェンプレートを含む不透熱性充填材とを含む発泡性熱可塑性ポリマーをベースとした、ナノコンポジット組成物。 (もっと読む)
光拡散シート、光拡散シートの製造方法、および発光装置
【課題】 高い光拡散性及び高い光透過性を有する光拡散シートを提供することにある。
【解決手段】 ポリスチレン系樹脂が含有され、シートの面1cm2 当たりの気泡個数が1×107 個以上であり、厚さが0.3〜1.0mmであることを特徴とする光拡散シートを提供する。
(もっと読む)
発泡シート製造用マンドレル、熱可塑性樹脂発泡シート製造装置及び熱可塑性樹脂発泡シート製造方法
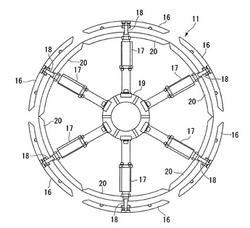
【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いた熱可塑性樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させて熱可塑性樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、駆動手段によって前記マンドレルの径方向に沿って進退可能に移動する複数の可動片が、マンドレルの周方向に沿って連設されてなる外径変動部が設けられたことを特徴とする発泡シート製造用マンドレル。
(もっと読む)
発泡シート製造用マンドレル、ポリオレフィン系樹脂発泡シート製造装置及びポリオレフィン系樹脂発泡シート製造方法

【課題】簡単にシート幅を変更可能な発泡シート製造用マンドレル、それを用いたポリオレフィン系樹脂発泡シート製造装置及び製造方法の提供。
【解決手段】押出機内で溶融混合された樹脂と発泡剤との溶融混合物を、前記押出機に取り付けたダイを通して低圧領域に押出して発泡させ、前記発泡により得られた発泡中間体を、マンドレルの外面に沿わせて延伸させてポリオレフィン系樹脂発泡シートを製造する発泡シート製造用マンドレルにおいて、前記マンドレルは、発泡シート流れ方向上流側から下流側に向けて少なくとも前部、中部及び後部の各領域が順に設けられ、前記中部には、発泡中間体の内面側に気体を吹き付ける気体供給手段が設けられたマンドレル本体と、該マンドレル本体の前記前部と後部の一方又は両方の外面に着脱可能に固定される拡径リングとを有する。
(もっと読む)
スチレン系樹脂押出発泡体
【課題】発泡剤としての可燃性ガスを適量使用しながら気泡膜の厚みを一定以上にし熱伝導率および難燃性(特にガス燃焼)を良好なものとしたスチレン系樹脂押出発泡体を提供する。
【解決手段】気泡膜の厚みが2μm以上であり、JIS A1412−2:1999に規定された測定法において測定した熱伝導率が28w/K以下であり、JIS A9511:2006Rに規定された燃焼性の測定方法Aに合格する、スチレン系樹脂押出発泡体。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法
【課題】PTFE粉末に多量の造孔剤を配合した場合であっても、押出成型時や焼成時における裂けやひび割れの発生を防止し、肌理の細かいPTFE多孔体を製造するためのPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法を提供すること。
【解決手段】少なくともPTFE粉末と成形助剤とを混合したPTFE混合物をペースト押出により所定形状に成形するPTFE混合物の製造方法において、上記ペースト押出の際の押出ダイスの温度が、100℃以上であり且つ上記成形助剤の沸点以下であるPTFE混合物成形体の製造方法。上記PTFE混合物が、少なくともPTFE粉末と造孔剤と成形助剤とを混合したものであるPTFE混合物成形体の製造方法。PTFE混合物成型体について、上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。
(もっと読む)
熱可塑性樹脂発泡管の製造方法
【課題】 本発明は、平滑な内周面を有する熱可塑性樹脂発泡管を製造することができる熱可塑性樹脂発泡管の製造方法を提供する。
【解決手段】本発明の熱可塑性樹脂発泡管の製造方法は、熱可塑性樹脂を押出機に供給して発泡剤の存在下にて溶融混練して上記押出機の先端に取り付けたサーキュラダイから押出発泡させる熱可塑性樹脂発泡管の製造方法であって、サーキュラダイの内ダイの先端に冷却マンドレルが接続されており、上記冷却マンドレルの外周面には、所定間隔を存して環状の冷却媒体排出用溝部及び冷却媒体供給用溝部が形成されていると共に、冷却媒体供給用溝部と冷却媒体排出用溝部とが連結溝部を介して連結、連通しており、冷却媒体供給用溝部から冷却媒体を供給して冷却媒体排出用溝部から吸引し排出することによって熱可塑性樹脂発泡管の内周面を冷却することを特徴する。
(もっと読む)
ポリエチレン系樹脂発泡シート
【課題】ロール状に形成されるなどした場合における厚みの変動を抑制しつつ熱融着される用途に適したポリエチレン系樹脂発泡シートの提供を課題としている。
【解決手段】0.925g/cm3以上0.935g/cm3以下の密度を有するポリエチレン系樹脂と発泡剤とを含んだポリエチレン系樹脂組成物を見掛密度が0.06g/cm3以下となるようにシート状に押出し発泡させてなり、表面どうしを熱融着させて用いられるポリエチレン系樹脂発泡シートであって、前記ポリエチレン系樹脂のメルトマスフローレートが、0.2g/10分以上2.0g/10分未満であることを特徴とするポリエチレン系樹脂発泡シートなどを提供する。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡体を提供することを課題とする。
【解決手段】 該押出発泡体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有する押出発泡体であって、密度が20〜65kg/m3であり、厚み方向中央部に位置する該発泡層を構成する気泡において、厚み方向の平均気泡径(A)と押出方向の平均気泡径(B)の比(A/B)が0.3〜1.5を満たすことを特徴とする押出発泡体。
(もっと読む)
断熱パネル複合材
キャビティを設けた押出し熱可塑性ポリマー発泡体を準備し、真空断熱パネルの全体がキャビティ内に入るように配置することにより、物品を調製する。 (もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有する押出発泡成形体であって、該押出発泡成形体が、厚み方向に押出発泡成形体の厚み方向に発泡層が非発泡層を介して積層された構造を有すると共に、該発泡層が、気泡径0.25mm以下の小気泡と、平均気泡径(D1)の1.2倍以上の気泡径の大気泡より構成される気泡構造を有する押出発泡成形体を使用する。
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
ポリマー除去のための反応性パージ化合物
本発明は、ポリマー加工装置を洗浄するための反応性パージ化合物に関連し、ここで、反応性パージ化合物は、反応性パージ化合物の全重量に基づいて、少なくとも約50重量%のポリマー担体成分を含み、ここで、ポリマー担体成分は、1つ以上のポリマー;ポリマー担体成分において分散された分子鎖切断触媒成分;および水を生成させる成分を含み、ここで、該反応性パージ化合物は、複数のペレット、果粒、ロッド、粉末または他の粒子の形をしているフィードストック材料である。 (もっと読む)
木質様成形品の製造方法および木質様成形品
【課題】コスト高の招来を防ぐとともに、確実に表面に柾目模様を構成することが可能な木質様成形品の製造方法および木質様成形品を提供することを目的とする。
【解決手段】木質様成形品1の材料になるとともに所定の融解点に設定されたベース材料と、木質様成形品1の材料になるとともに前記ベース材料よりも高い融解点に設定された添加材料とを、所定の重量比率で配合し、これらベース材料と添加材料とを混練・溶融して所定形状に成形することにより木質様成形品1を製造することを特徴とする木質様成形品1の製造方法と、この製造方法によって製造される木質様成形品1。ベース材料の融解点に合わせて成形を行うことで、融解点の高い前記添加材料が完全に融解しないまま、木質様成形品1が成形されることになり、添加材料を、ベース材料に対して、このベース材料の成形方向に沿って筋状に表出させることができる。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
積層体及びその製造方法
【課題】軽量であり、且つ、高剛性であることを特徴とする積層体を提供する。
【解決手段】基材層と、この基材層に積層された表皮材層と、を有する積層体であって、前記表皮材層は、ポリビニルアルコール繊維(A)と、ポリオレフィン樹脂(B)と、を含有するポリオレフィン樹脂組成物Aからなる層であり、前記基材層は、前記ポリオレフィン樹脂組成物A以外のポリオレフィン樹脂組成物Bからなる発泡体であることを特徴とする。
(もっと読む)
熱成型用のポリオレフィン系樹脂積層発泡シート及びそれを用いた熱成型物品
【課題】剛性や耐衝撃性などの物性が向上され、発泡層の表面の触感や外観も改良された、自動車用内外装材や部品材料を製造する方法を提供する。
【解決手段】(A)/(B)/(A)/(C)/(D)の層構成を有し、各層はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材と、ポリオレフィン系熱可塑性樹脂を含有する、ポリオレフィン系複合樹脂組成物層であり、複合樹脂組成物のMFRが0.2〜20g/10分である。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、190℃におけるメルトストレングスが5g以上である。(C)10〜1,500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下である。(D)10〜500μmの厚みを有すエラストマー層であり、デュロ硬度Aが90以下である。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形による製法
【課題】ポリオレフィン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、冷却工程を改良して、シート外観が優れシートの表面が平滑な、ポリオレフィン系樹脂積層発泡シートを製造する。
【解決手段】発泡性ガスを含有し押出成形により発泡層を形成するポリオレフィン系樹脂(A)と、充填材を含有し押出成形により非発泡層を形成するポリオレフィン系樹脂(B)を溶融混練して積層し、成形ダイス出口より押出したシート状物を冷却ロール群で冷却して積層発泡シートを製造する方法において、第1の冷却ロールと第2の冷却ロールをベルト駆動により連動駆動させ、第3の冷却ロールをベルト駆動により駆動させることを特徴とする積層発泡シートの製造方法。
(もっと読む)
発泡体成形用押出成形機の原料投入用ホッパー
【課題】押出発泡成形における経済性の向上のために回収される廃棄材料を、押出発泡成形のバージン原料に混入して再利用するに際して、押出成形機へのバージン材料と再生砕片の均一な混合と安定した供給を行い、再生砕片を使用する押出発泡成形を安定化させる。
【解決手段】押出成形して発泡体を製造するための原料と粉砕状の再生材料を受け入れ収容する、押出成形機上の原料投入用ホッパーであって、上部には撹拌装置を有する受け入れ部を有し、ホッパー本体部は円錐体と逆円錐体が上下に合体した形状(そろばん珠形状)をなし、その上下部の円錐状側面の傾斜角が水平面に対して30°〜60°であり、下部には押出混練部への原料投入部を備える、発泡体成形用押出成形機の原料投入用ホッパー。
(もっと読む)
長尺装飾部材、及びその製造方法
【課題】実際の織布に近い外観を呈する装飾部材、及びその製造方法の提供。
【解決手段】長尺装飾部材W1は、押出成形により成形され、取付け部1と、取付け部1の表面に一体的に形成された加硫済ゴムから成る装飾部3とを備える。装飾部3は、内部で熱膨張した多数のマイクロカプセル6と、装飾部3の表面又はその近傍で破裂したマイクロカプセル6における外側に向けて開口した多数の凹部6aと、前記表面の近くで膨張したマイクロカプセル6が外側に向けて膨出した多数の突出部6bにより粗面化された表面を有する。装飾部3の表面には、少なくとも一つの長手方向及び/又は横方向に沿った凸条及び/又は凹溝が形成されている。凸条の外面及び凹溝の内面の少なくともいずれかに、多数の凹部6a及び前記突出部6bが不規則な位置に形成されている。
(もっと読む)
81 - 100 / 322
[ Back to top ]