
Fターム[4F207KL63]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 押出口部 (357)
Fターム[4F207KL63]の下位に属するFターム
多孔ダイ (78)
ローラダイ (21)
スクリューダイ (1)
形状変更、調節可能なもの (126)
Fターム[4F207KL63]に分類される特許
1 - 20 / 131
ゴム部材の製造装置及びゴム部材の製造方法
【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
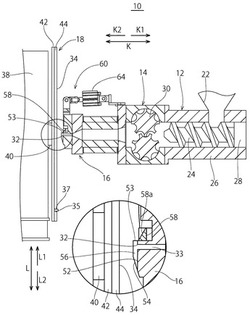
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
光拡散板の製造方法

【課題】押出成形時におけるメヤニの発生を抑制し、表面不良の発生を低減することが可能な光拡散板の製造方法、この方法により得ることのできる光拡散板、これを備えた面光源装置及び、透過型画像表示装置を提供する。
【解決手段】光拡散板の製造方法は、粒子成分と熱可塑性樹脂とを溶融混練する溶融工程と、溶融工程において溶融混練された溶融樹脂を、ダイリップ64における先端のリップエッジ64bから連続的に押し出して樹脂シートを成形する押出工程とを備えている。押出工程では、溶融樹脂の押出方向に沿った断面形状が半径50μm以下の円弧状に形成されたリップエッジ64bから当該溶融樹脂を押し出す。
(もっと読む)
ポリテトラフルオロエチレン多孔質膜の製造方法
【課題】通気性と強度とを両立させたポリテトラフルオロエチレン(PTFE)多孔質膜を提供する。
【解決手段】PTFE微粉末および液状潤滑剤の混合物から、前記混合物の押出成形を含む工程によってPTFEシートを形成し、前記形成したシートを延伸して、延伸により生じたPTFEフィブリルおよび当該フィブリル間の空隙からなる多孔質構造を有するPTFE多孔質膜を形成する。このとき、押出シリンダーに収容した前記混合物を、前記シリンダーに接続された押出ダイスから押し出すことによって、前記混合物の押出成形を行うとともに、前記押出成形における、前記押出シリンダーの断面積Aiと、前記押出ダイスにおける前記混合物の流路の最小断面積Aoとの比Ai/Aoが30未満とする。
(もっと読む)
ゴム押出成形装置
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
ブレードラバー
【課題】耐劣化性の向上はもちろん、ネック部の柔軟性を向上させる。
【解決手段】ヘッド部21,リップ部22およびネック部23を、非ジエン系のゴム材料であるエチレンプロピレンゴム(EPDM)で形成して被覆部CP1とし、当該被覆部CP1の内部に、ジエン系のゴム材料である天然ゴム(NR)よりなるコア部CP2を設けた。これにより、ヘッド部21,リップ部22およびネック部23の耐劣化性を向上させることができる。また、ネック部23の内部にジエン系のゴム材料よりなるコア部CP2を設けたので、当該ネック部23の柔軟性を、天然ゴム(NR)単体での柔軟性に近付けることができる。よって、ネック部23の充分な柔軟性を確保して、ブレードラバー20を容易に反転させることが可能となり、ひいては、払拭性能を向上させつつビビリ音の発生を確実に抑制できる。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
押出原料供給装置及びこれを用いた光伝送体の製造方法
【課題】 製品品質及び生産性をより高いレベルで両立させることができる押出原料供給装置及びこれを用いた光伝送体の製造方法を提供する。
【解決手段】 押出原料供給装置1は、原料ロッドRが収納されるホッパー2と、ホッパー2のプラスチック原料収納部3の下流側に設けられて原料ロッドRの下端部分を加熱溶融させる加熱溶融部4と、加熱溶融部4を加熱する加熱手段8と、ガス圧で溶融樹脂Mを順次金型へ供給するためのガス加圧手段5とを備えている。プラスチック原料収納部3の下端部内面は、原料ロッドRを遊嵌可能な一定な断面形状を有している。加熱溶融部4の上端内径とプラスチック原料収納部3の下端内径とが等しくなされている。
(もっと読む)
ワイヤハーネス製造システム
【課題】外装部材の流通コストを削減してワイヤハーネスを安価に製造できるワイヤハーネスの製造システムを提供する。
【解決手段】ワイヤハーネス製造システム500の製造対象となるワイヤハーネス1は、電線体10を備えている。この電線体10は、幹部11を中心として、枝部12、端末部13と広がる略階層的な3種類の部分に分けて構成され、これら各部位には、プロテクタ20、コルチューブ30又は一対のシート40が取り付けられる。そして、ワイヤハーネス製造システム500は、プロテクタ押出成形機200と、コルチューブ押出成形機300と、シート切断機400と、プロテクタ取付部512と、コルチューブ取付部513と、シート取付部514と、がそれぞれ1つの工場建屋内に設けられている。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】被成形材料を押出口11から前方に押し出す材料押出部と、材料押出部から押し出される被成形材料を受け入れて、軸心が水平方向又は略水平方向に沿う姿勢で上下方向に並ぶ一対のロールにてシート状に成形して払い出す材料圧延部と、材料押出部と材料圧延部との間において材料押出部から押し出される被成形材料を一時的に貯留する材料貯留部3とが設けられたシート成形装置であって、材料貯留部3における左右両側を区画する左右一対の側壁部3G夫々が、一対のロールの間に進入するロール間進入部分32と、一対のロールよりも押出口11側の押出口ロール間部分31とを備えて構成され、一対の側壁部3G夫々の内面3Sのうち、少なくとも押出口ロール間部分31の内面31S同士の左右方向の間隔である左右間隔が、下方側ほど広くなるように構成されている。
(もっと読む)
押出成型装置
【課題】内部に中空部とリブを有する押出成型品を、良好な寸法精度で成型することができ、メンテナンス頻度が低く、生産性が高い押出成型装置を提供することを目的とする。
【解決手段】 押出成型装置を、樹脂部材の外形を規制する外型と樹脂部材の内形を規制するコアを有する押出成型金型と、押出成型金型に溶融した樹脂を注入する押出機と、貫通穴が開口され磁性を有するサイジングコアと、サイジングコアを囲むサイジング外型と、一端側はサイジングコアの貫通穴に挿入され他端側は押出成型金型のコアに固定された支持棒と、サイジングコアの支持棒の軸方向への動きを規制するストッパから構成した。サイジング外型には複数の磁石と複数の電磁石が固定されており、電磁石の磁力を調整してサイジング外型に対するサイジングコアの位置を調節する。
(もっと読む)
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
背圧調整装置付きアダプタ
【課題】押出機に接続されたアダプタ内の流路において、流体速度低下領域を減少させ、滞留樹脂に起因する劣化樹脂を軽減する構成をもつアダプタを提供する。
【解決手段】背圧調整装置付きアダプタ1107において、背圧調整装置のニードルバルブの弁棒1108に対し直交する溶解樹脂流れにおいて、滞留抑止部材1207を、直交する流れから見た弁棒1108の垂直上方及び下方の側面に弁棒1108の側面部と同様な曲面を側面部上で移動自在に当接配置させつつ、その曲面と直角に接する平面を閉塞部材からなる壁面に当接させ配置することにより、アダプタ1107内の流動をスムーズにして、溶解樹脂の滞留樹脂を減らし、それに起因する劣化樹脂を軽減する。
(もっと読む)
耐摩耗部材
【課題】本発明は、溶融材料をスリットから外部に吐出させるためのガイド部材を提供する。
【解決手段】本発明のガイド部材は、外部に溶融材料が吐出する境界のエッジ部に溶射法を用いて金属基材の表面に形成した超硬合金層に摩擦攪拌プロセスを施し、該超硬合金層に含まれる結合相の結晶粒を微細化することで改質された超硬合金改質層で形成される。このガイド部材は、溶融材料の押し出し成形に使用するTダイに適しており、超硬合金改質層が形成されるエッジ部は、溶融材料を外部まで案内するTダイのスリットの開口端側の内壁である。
(もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、積層シートの界面不安定現象を抑制し、高品質な積層シートを安定して製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を下流へと導く前記種類の数以上の複数のスリット11,12と、前記複数のスリット11,12と接続して前記シート材料を積層方向に積層した積層体を形成する合流部13と、前記合流部13と接続して前記積層体を下流へと導く流路14と、前記流路14と接続して前記積層体をシート状に成形する口金とを有する積層シートの製造装置であって、前記複数のスリット11,12の少なくとも一つのスリット12が前記合流部13より上流で積層方向に拡幅し、かつ、前記合流部13より上流で拡幅が完了している拡幅部を有する。
(もっと読む)
同軸ケーブル用中空コア体の製造に用いる成形ダイス
【課題】 中空率が高く、真円度の良好な中空コア体を製造すること。
【解決手段】成形ダイス20は、フランジ22と先端凸部24とを有している。凸部24には、内部導体12の挿通用中心孔24aが設けられている。中心孔24aの外周には、内環状孔24bが隣接設置されると共に、内環状孔24bの外周から、当角度間隔で外方に向けて放射状に延びる6本の直線状孔24cが設けられている。直線状孔24cの外端間には、これらを連結する外環状孔24dが設けられている。このようなダイス24を用い、中心孔24a内に内部導体12を挿通させながら、内,外環状孔24b,24dおよび直線状孔24cから溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却固化させると、所定断面形状の中空コア体が得られる。
(もっと読む)
雨樋
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋を提供する。
【解決手段】合成樹脂の押出成形品よりなる雨樋である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してあると共に、前記溝のピッチが前記溝の深さ以上である。前記溝の側面と該溝間にある凸部の側面とが一傾斜面となって連続することで波状となる。
(もっと読む)
光学フィルム
【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
雨樋の製造方法
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋の製造方法を提供する。
【解決手段】合成樹脂の押出成形による雨樋の製造方法である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1を、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続し、且つ、前記溝1のピッチが前記溝1の深さ以上となり、且つ、前記溝1の側面と該溝1間にある凸部2の側面とが一傾斜面となって連続することで波状となるように、押出成形する。
(もっと読む)
押出し機の口金製作方法および押出し機の口金
【課題】簡単かつ短時間で押出し機の口金を製作する。
【解決手段】データベースから膨らみ度(口金20の開口21の断面積を開口21の周囲長で除した値)Aが新規口金の膨らみ度Bに最も近似する既使用の口金20を検索して取り出した後、該口金20のスウェル率Cと新規帯状部材の断面積を基に新規口金の開口断面積を求めて新規口金を製作するようにしたので、データベースには既使用口金20の膨らみ度A、スウェル率Cに関するデータが蓄積されていればよく、データの測定および入力が簡単な作業となって口金を簡単かつ短時間で製作することができる。
(もっと読む)
押出ダイヘッド
【課題】押出成形を長時間連続して行うにあたり、その吐出口にメヤニが発生するのを抑止することができる押出ダイヘッドの提供を目的とする。
【解決手段】押出機によって溶融混練された樹脂材料が押し出される吐出口3が形成されたシェル2に、吐出口3の周縁に沿ってその周りを囲んで配設される開口部7が形成された板状のシェルチップ6を着脱可能に取り付けるとともに、少なくともシェルチップ6に形成された開口部7の内周に沿って、非粘着性のコーティングを施す。
(もっと読む)
1 - 20 / 131
[ Back to top ]