
Fターム[4F208AD20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | 層状体、積層体 (145)
Fターム[4F208AD20]に分類される特許
81 - 100 / 145
印刷装飾体のインモールド成形法

【課題】印刷模様が精細に表現できる印刷装飾体のインモールド成形法。
【解決手段】PCプラスチック薄片層51表面に先ず、弾性材料層52を塗布形成し、スクリーン印刷または平版印刷またはその他の印刷法により模様色彩を形成した印刷層53を形成し、その後、その印刷層の表面に後続の射出成型プロセスにおいて、印刷層表面の硬化保護層となる硬化原料を含む弾性材料層54を塗布・形成し、この装飾印刷片を真空成形金型内で加熱と共に真空吸引作業を行って立体形状に成形し、製品輪郭に適合するようプレス成型し、最後にプラスチック射出成型金型内でプラスチック層55をPCプラスチック薄片層の表面上に射出して製品とする。
(もっと読む)
気泡シート体の製造方法

【課題】バックシートと外層シートとの間に空気溜まりが形成されない気泡シート体を製造するための製造方法を提供する。
【解決手段】ロール本体X21の外周面にキャップ成形用の吸引キャビティX22を多数個凹設した真空成形ロールX2を利用して突状のキャップを複数成形したキャップシートCSと、キャップシートCSのうちキャップの底部側に貼り合わされるバックシートBSと、バックシートBSに貼り合わされて外部に表出する外面部として機能する外層シートGSとを積層状に備えた気泡シート体Sを製造する方法であって、バックシートBSと外層シートGSとを貼り合わせて2層状のシート体Saを成形する第1次貼り合わせ工程と、2層状のシート体Saを、真空成形ロールX2により突状のキャップを複数成形したキャップシートCSに貼り合わせる第2次貼り合わせ工程とを経るようにした。
(もっと読む)
ポリスチレン系樹脂製発泡二軸延伸シート及びその製造方法並びにこのシート製の成形品
【課題】適度な剛性と強度(衝撃強度、引裂強度、耐折強度)に優れるため、取り扱い時に割れ、破れ等が起こり難く、薄肉軽量化や繰り返し使用が可能であり、型再現性、持続的帯電防止性に優れるので、洗浄、再利用、熱成形が可能なポリスチレン系樹脂製発泡二軸延伸シート及びその製造方法、並びに該シート製の成形品を提供すること。
【解決手段】少なくとも1層の発泡層と少なくとも1層の非発泡層又は発泡層が積層されていることを特徴とするポリスチレン系樹脂製発泡二軸延伸シート、及びそのポリスチレン系樹脂製発泡二軸延伸シートの製造方法、並びに該シート製の成形品。
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置
【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
表皮付きプラスチック成形体並びにその製造方法及びその回収方法
【課題】使用時には接着性が優れると共に、十分にリサイクル可能な表皮付きプラスチック成形体並びにその製造方法、及びプラスチック成形体への繊維表皮材の残留を抑制し、繊維表皮材をプラスチック成形体から確実に剥離可能な表皮付きプラスチック成形体の回収方法を提供すること。
【解決手段】本発明は、プラスチック成形体10と、該プラスチック成形体10の一面に熱可塑性樹脂からなる接着剤層20を介して貼り付けられた繊維表皮材30と、を備えた表皮付きプラスチック成形体100であって、温度25℃における繊維表皮材30のプラスチック成形体10からの剥離強度が50N/25mm幅以上であり、かつ温度150℃における繊維表皮材30のプラスチック成形体10からの剥離強度が10N/25mm幅以下である表皮付きプラスチック成形体100である。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】基材上に少なくとも表面保護層と該表面保護層上に部分的に設けられた低艶層を有する加飾シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmであり、かつ低艶層が電離放射線硬化性樹脂に艶消剤を1〜50質量%含有する樹脂組成物を架橋硬化したものである加飾シートである。
(もっと読む)
インモールドラベル付成形体
【課題】凹凸を設けた金型や、エンボス加工等を必要とせずに、インモールドラベル外表面に凹凸を形成することができ、三次元装飾に優れるインモールドラベル付成形体を提供する。
【解決手段】金型の壁にインモールドラベルを取付け、成形体を成形すると同時に、インモールドラベルが成形体に熱融着されて形成されるインモールドラベル付成形体であって、少なくとも成形体の表面と直接熱融着可能な合成樹脂製の基材層と、基材層上に積層して設けられる外装合成樹脂層とからインモールドラベルを構成し、また外装合成樹脂層の熱収縮率を基材層の熱収縮率よりも低する。
(もっと読む)
真空成形用化粧シート
【課題】真空成形後の化粧シートの角部が白化しない真空成形用化粧シートを提供する。
【解決手段】基材シートの上に装飾層を積層し、装飾層の上に透明樹脂層を積層してなる真空成形用化粧シートであって、該真空成形用化粧シートの100℃における上降伏応力が20〜250N/cm2であることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】真空成形後に化粧シートが被着体から浮くことがなくシボ追従性が良好な真空成形用化粧シートを提供する。
【解決手段】基材シートの上に装飾層を積層し、装飾層の上に透明樹脂層を積層してなる真空成形用化粧シートであって、該真空成形用化粧シートの100℃における収縮率が1.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
熱可塑性樹脂からの熱成形フィルム部品の製造方法
少なくとも部分的に印刷され、金属化され、かつ/または他の方法で被覆された熱成形フィルム部品の製造方法であって、少なくとも下記処理工程:
−片面もしくは両面が少なくとも部分的に印刷され、金属化され、かつ/または、他の方法で被覆され、かつ、少なくとも1種類の熱可塑性樹脂でできているフラットフィルム片であって、サイズ並びに印刷、金属化および/またはコーティングに関して製造される熱成形部品に一致する少なくとも1つのフィルムセクションを含むフラットフィルム片を提供する工程;
−このフィルム片を、フィルム片のエッジセクションのみがフレーム上に存在する規定配置でフレーム上に載置する工程;
−このようにフレーム上に存在するフィルム片を加熱ゾーンに導入し、かつ、少なくともこのフィルムセクションをそこで所定の温度に加熱する工程;並びに
−このように加熱されたフィルム片を成形ゾーンに迅速に導入し、そこにすぐに直接20barよりも高い圧力手段圧力のもとで流体圧力手段を加え、平衡に成形して5秒未満の時間内で所望の熱成形部品を生じる工程;
を包含し、そのような加熱をフィルムセクション全体またはフィルムセクションの主要部分の少なくとも片側がビカー軟化温度B/50の10〜65℃上のフィルム表面温度を有するように行うことを特徴とする、少なくとも部分的に印刷され、金属化され、かつ/または他の方法で被覆された熱成形フィルム部品の製造方法。 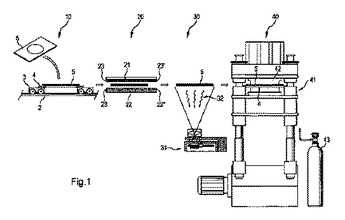 (もっと読む)
(もっと読む)
深絞り容器成形方法
本開示は、少なくとも一つの成形凹み(例えば、ブリスター)を持つ、単位容量包装物(特に、薬剤投与剤形の単位用量包装物)用の成形物品を製造する工程を示す。特定の実施形態において、この工程の第一のステップは、第一プランジャーを該押し抜き機開口部に打ち込んで該フィルムに一次外形を形成する(該外形は成形凹みの少なくとも100%そして最大150%の深さを有する)工程に関する。第二の段階は、第二プランジャーを該一次外形に、該一外形の深さよりも浅い深さに打ち込んで、該第二プランジャーは、該一次外形と実質的に同一の面積比を有する成形凹みに異なる幾何学的形状を形成する工程に関する。 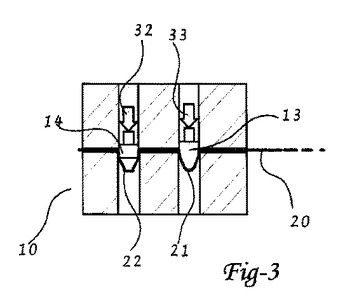 (もっと読む)
(もっと読む)
インモールド成形用ラベル及び該ラベル付き成形体
【課題】特定のプラズマ処理をラベルのヒートシール層に施すことによって、耐水性、対薬品性、耐久性に優れ、且つ非極性樹脂のみならず極性樹脂であるポリエチレンテレフタレートなどの成形体に対しても接着力の優れたインモールド成形用ラベル、及びそのインモールド成形用ラベルが貼着されたインモールド成形体を提供する。
【解決手段】各種の熱可塑性樹脂よりなるブロー成形体に用いるインモールド成形用ラベルであって、該インモールド成形用ラベルが少なくともヒートシール層と基層とを含む積層樹脂フィルムからなり、該ヒートシール層に大気圧近傍の圧力下にてプラズマ処理を施し、ラベル付きブロー成形体を成形後の該インモールド成形用ラベルと該ブロー成形体との接着力が200〜500g/15mmの範囲であるインモールド成形用ラベル。
(もっと読む)
パネル体、そのパネル体の製造方法及びそのパネル体製造装置
【課題】内部が中空となるように一体に固着された樹脂製の表壁と裏壁とを有する第1及び第2のパネル基材を具備し、該第1及び第2のパネル基材は、両パネル基材の表壁の上面が平坦となった使用状態から、その裏壁の側に回動できるように、インテグラルヒンジを介して回動可能に連結され、第1及び第2のパネル基材の表壁の表面には、表皮材が貼着されているパネル体において、第1及び第2のパネル基材が使用状態にあるときのパネル体の見栄えと使い易さを向上させる。
【解決手段】第1及び第2のパネル基材6,7が使用状態にあるとき、インテグラルヒンジ5に沿って互いに対向して延びる第1及び第2のパネル基材6,7の表壁8,13の端面10,11が、表皮材20を介して互いに当接しているように、第1及び第2のパネル基材6,7を形成する。
(もっと読む)
多層シートおよび成形品
【課題】制電性、耐衝撃性、シート層間接着性、及び真空成形性に優れた多層シートを提供する。
【解決手段】下記(A)成分からなる層、及び、下記(B)成分からなる層を少なくとも備えてなる多層シート。(A)成分:オレフィン系樹脂7〜91質量%と、(ゴム強化)スチレン系樹脂5〜50質量%と、芳香族ビニル化合物の重合体ブロックと共役ジエン化合物の重合体ブロックとを含有するブロック共重合体又はその水素添加物であり、芳香族ビニル化合物含有量が40〜85質量%である重合体2〜50質量%と、オレフィン重合体ブロック及び親水性重合体ブロックを含むブロック共重合体2〜60質量%とを含有してなる制電性樹脂組成物。(B)成分:メルトフローレート(ISO1133試験法に準拠して、200℃、5kgfで測定)が10g/10分以下である(ゴム強化)スチレン系樹脂。
(もっと読む)
積層シートおよび積層シートの製造方法
【課題】高強度繊維からなる織編物の上下面にポリマー層を積層した積層シートであって、軽量かつ表面の平滑性、耐衝撃性に優れた積層シートおよびその製造方法を提供する。
【解決手段】高強度繊維からなる織編物の上下両面にポリマー層を有し、前記上面および下面のポリマー層が異なるガラス転移点を有する樹脂で構成されていることを特徴とする積層シート。この積層シートは、接着層の間に挟持された高強度繊維からなる織編物の上面および下面に、異なるガラス転移点を有する樹脂シートを積層して積層体と成し、該積層体を前記接着層および低ガラス転移点樹脂シートが軟化する温度まで加熱した後、賦形することにより製造しうるものである。
(もっと読む)
三次元加工用加飾シート及びそれを用いてなる加飾成形品
【課題】指紋が付着しても拭き取り易く艶消し意匠性の高い三次元加工用加飾シート及びそれを用いた加飾成形品を提供する。
【解決手段】基材上に少なくとも表面保護層を積層してなる三次元加工用加飾シートであって、該表面保護層が樹脂成分と微粒子体及びワックスからなる充填材とを含有する電離放射線硬化性樹脂組成物を架橋硬化してなり、該充填材の配合量が、樹脂成分100質量部に対して、22質量部以下であり、微粒子体が3質量部以上、15質量部未満であり、ワックスが10質量部以下であり、かつ該表面保護層が1〜20μmの膜厚を有することを特徴とする三次元加工用加飾シート及びそれを用いた加飾成形品である。
(もっと読む)
真空成形型及びそれを使用した真空成形方法
【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
転写加飾シート、加飾成形品の製造方法及び加飾成形品
【課題】射出成形品にしわを与えない転写加飾シートを提供すること。
【解決手段】基材フィルムの片面に少なくとも剥離層を有する転写加飾シートであって、基材フィルムの剥離層側の面に離型処理がなされており、かつ他方の金型に接する面の平均表面粗さRaが0.08μm以上であることを特徴とする転写加飾シートである。
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
81 - 100 / 145
[ Back to top ]