
Fターム[4F208AD20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | 層状体、積層体 (145)
Fターム[4F208AD20]に分類される特許
41 - 60 / 145
装飾シートサンドイッチ三層接着構成造形品の製造法
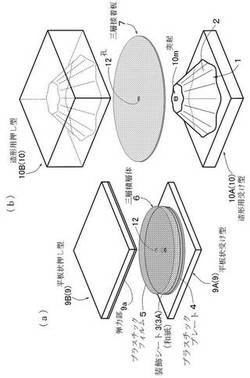
【課題】多層板製作時に投入した熱エネルギの残存分を利用してランプシェード等の成形処理時に消費されるエネルギ量の低減が図られるようにする。
【解決手段】加熱可能な平板状受け型9Aの上に所定の展開形状の輪郭を与えたプラスチックプレート4を載せ、その上面に接着剤層を挟んで装飾シート3を載せ、その装飾シートの上に接着剤層を挟んでプラスチックフィルム5を載せて三層積層体6とし、三層積層体6を加熱押圧して三層接着板7を成形する。そして、成形直後の軟化している三層接着板7の中心に予め設けておいた孔12を造形用受け型10Aの頂部中心に設けた突起10mに嵌め、接着剤の溶融熱を保有した状態の三層接着板7を造形用受け型10Aに位置決めして、その三層接着板に造形用押し型10Bを被せて加圧し、その三層接着板7を残存保有熱で変形させることによって造形品を製作する。
(もっと読む)
自己修復層付積層体及び成形体
【課題】自己修復性、耐擦傷性に優れ、かつ伸長性が高く真空成形やインモールド成形に適性を有する自己修復層付積層体とそれを用いた成形体を提供する。
【解決手段】樹脂基材の少なくとも一方の面に、応力緩和層と自己修復層とをこの順で積層した自己修復層付積層体において、該自己修復層は少なくとも軟質合成樹脂から構成され、該自己修復層に接する該応力緩和層のナノインデンテーションによる硬度Hが、自己修復層のナノインデンテーションによる硬度Hと同等または低いことを特徴とする自己修復層付積層体。
(もっと読む)
熱成型用のポリオレフィン系樹脂積層発泡シート及びそれを用いた熱成型物品

【課題】剛性や耐衝撃性などの物性が向上され、発泡層の表面の触感や外観も改良された、自動車用内外装材や部品材料を製造する方法を提供する。
【解決手段】(A)/(B)/(A)/(C)/(D)の層構成を有し、各層はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材と、ポリオレフィン系熱可塑性樹脂を含有する、ポリオレフィン系複合樹脂組成物層であり、複合樹脂組成物のMFRが0.2〜20g/10分である。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、190℃におけるメルトストレングスが5g以上である。(C)10〜1,500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下である。(D)10〜500μmの厚みを有すエラストマー層であり、デュロ硬度Aが90以下である。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、均一で美麗なシボ模様などを保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を提供する。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、 表皮を複数の表皮把持部を有する表皮枠に装着する表皮装着工程と、表皮枠に装着された表皮を加熱する表皮加熱工程と、表皮加熱工程で加熱された表皮を、真空成形型に装着された樹脂芯材に貼着する表皮貼着工程と、を備え、表皮貼着工程は、複数の表皮把持部の一部を所定の方向に移動させて、表皮枠に装着された表皮を弛ませ、樹脂芯材の凸面の肩部を、弛ませた表皮に先当たりさせることを特徴とする車両用内装部品の製造方法。
(もっと読む)
真空成型用シート
【課題】 真空成型性、初期タック性、初期密着性に優れ、三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供する。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有し、(ア)が、例えばアクリル系樹脂フィルム(A)であり、(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂100質量部に、含窒素複素環化合物0.1〜5.0質量部、タルク2〜15質量部を配合し、かつ該熱可塑性飽和共重合ポリエステル樹脂に対しポリイソシアネート0.5〜2.0当量を配合し硬化した真空成型用シート。該ポリエステル樹脂:テレフタル酸40〜70モル%、セバシン酸30〜60モル%からなる酸成分と、1,4−ブタンジオール40〜90モル%、エチレングリコール10〜60モル%からなるグリコール成分とから構成される。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接水分を供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型3と、成形型3の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面に液状の水分を供給して離型を促進する水分供給部8と、水分供給部8に接続される水分供給系7と、を備え、水分供給部8は、水分供給系7から供給された水を噴出する複数の噴出孔であることを特徴とする。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】加飾樹脂成型品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ該保護層が架橋硬化されていても、加飾樹脂成型品に良好に転写され得る、射出成形同時転写加飾法に用いられる転写シートを提供すること。
【解決手段】基材11上に、離型層12、保護層13、絵柄層15及び接着剤層16をこの順に積層してなる射出成形同時転写用の加飾シート10であって、保護層13が熱可塑性樹脂と電離放射線硬化性樹脂を50:50〜95:5の比率(質量比)で含む樹脂組成物からなり、少なくとも基材11上に、離型層12、保護層13、及び絵柄層15を積層した後に、電離放射線を照射して、保護層13を架橋硬化することを特徴とする加飾シート10である。
(もっと読む)
樹脂シート凸部形成方法
【課題】金型を取り換えることなくエンボス状凸部の形成が可能な樹脂シートの凸部形成方法を提供する。
【解決手段】熱可塑性樹脂シートからなる基材4の裏面に、絵柄などの表示3を反転させた反転表示をUVインキ3aでスクリーン印刷し、前記UVインキ3aを、紫外線を照射して硬化させた後に、前記基材4を、前記反転表示が設けられた前記裏面側を前記凸状金型6に対向させて真空成型することにより、前記UVインキ3aが成型品1の表面側に基材4を押し出して、前記絵柄などのエンボス状凸部の表示3を形成する。
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 予め成形した発泡体からなる芯材に補強材を嵌合して一体化した内装材を用いることにより、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを得られるようにする。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。中空部5内には、中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂の発泡体からなる芯材6に補強材7を嵌合して芯材6と補強材7が一体となった内装材8を内装してある。補強材7はH型押出リンフォースで金属製である。
(もっと読む)
インモールド成形用ラベル
【課題】容器に貼着した際に、容器の形状を損ねることなく、且つラベルの外観も損ねることがない、透明なインモールド成形用ラベルを提供する。
【解決手段】融点が105〜170℃であるα−オレフィン系共重合体と、結晶性プロピレン系樹脂とを含む樹脂組成物よりなる延伸フィルムの基材層(A)に、ヒートシール層(B)を積層する。
(もっと読む)
ラベル付き容器とその製造方法
【課題】ラベルが十分な接着強度で貼着し、ラベルによる変形の無い薄肉容器を提供すること。
【解決手段】厚みが30〜120μmであり、ガーレ柔軟度が5〜40mgfであり、融解熱量が10〜55J/gである接着剤層を有するラベルを、厚みが50〜130μmの容器の胴体に、ラベルのガーレ柔軟度が5〜40mgfである方向が容器胴体の周方向となるようにインモールド法により貼着する。
(もっと読む)
立体装飾プレート及びその製造方法
【課題】装飾柄に応じて、特定の立体形状を容易に選択することができ、その立体形状にも種々の工夫を凝らすことができる立体装飾プレート及びその製造方法を提供すること。
【解決手段】第1装飾柄11とその周囲に配置される第2装飾柄12とよりなる印刷画像を作成する印刷画像作成工程と、プレートに印刷画像を印刷する印刷工程と、プレートを立体形状に成形する成形工程とを含み、成形工程においては、第2装飾柄12近傍を成形するための下部型と、第1装飾柄11近傍を成形するための上部型とを組み合わせて、所望の立体形状に合致すると共に通気性を有する成形型を構成する型構成工程と、プレートを加熱して軟化させる加熱工程と、プレートと成形型とを相対的に接近移動させて、プレートを成形型の表面に沿わせて変形させると共に、成形型の裏面から吸引することによってプレートと成形型とを密着させて成形型の形状を転写させる転写工程とを有する。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
光硬化性フィルムおよび成形品の製造方法
【課題】表面粘着性が低減されており保存安定性および印刷適合性などに優れ、かつ、成形性にも優れる光硬化性フィルム、およびこの光硬化性フィルムを用いた成形品の製造方法を提供すること。
【解決手段】光硬化性樹脂組成物層(A)および基材フィルム層(B)を少なくとも有する光硬化性フィルムであって;この光硬化性樹脂組成物層(A)は、重量平均分子量が100000〜150000であり、ガラス転移温度が70〜100℃である、アクリル樹脂(a)、および光重合性多官能モノマー(b)を含み;但しこのアクリル樹脂(a)は、(メタ)アクリロイル基を含まないことを条件とし、および;このアクリル樹脂(a)およびこの光重合性多官能モノマー(b)の重量比(a)/(b)は83/17〜52/48である;光硬化性フィルム。
(もっと読む)
深絞り成形用気体封入積層シート及び該シートを熱成形してなる成形体
【課題】深絞り成形可能な、多数の独立気泡室を有する気体封入積層シートを提供し、及び該気体封入積層シートを熱成形することにより得られる、緩衝性に優れる成形体の提供。
【解決手段】オレフィン系樹脂下層シート1の上面に、多数の中空凸部4が形成されたオレフィン系樹脂凹凸シート2が、該中空凸部の開口部を該下層シート1側に向けて積層接着されて多数の独立気泡室があり、該中空凸部上面にオレフィン系樹脂上層シート3が積層接着されている、坪量が200〜1000g/m2、厚みが1.5〜10mmの深絞り成形用の気体封入積層シートであって、該上層シート3の坪量が45〜600g/m2であり、該上層シート3の坪量に対する該下層シート1の坪量の比が0.5〜2であり、該中空凸部が下層シート1100cm2当たり80個以上設けられており、該下層シート1の面積に対する該中空凸部の開口部総面積の比が0.55以上である。
(もっと読む)
耐熱透明A−PET容器
【課題】電子レンジで直接加熱される食品容器において、150℃まで耐え得る高耐熱性及び高透明性を確保できるようにする。
【解決手段】A−PETシート1を加熱して一軸一次延伸後、一次熱固定した延伸A−PETシート7と、OPPフィルムとを貼合して一体化した積層シートを、熱成形機の金型で加熱成形し成形による二次延伸後、同じ金型内で二次熱固定する。延伸A−PETシート7が、ロールによる延伸装置を用い、A−PETシート1を延伸温度90〜120℃でMD方向に2〜4倍一軸一次延伸された後、延伸温度より5〜20℃高い温度で一次熱固定されている。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の裏面凹凸によるエアー混入がなく、耐熱外観性等に優れた真空成型用シートを提供すること。
【解決手段】 表層にエンボス加工を施した表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の表面にドラグラインを発生させず、耐熱外観性、生産性等に優れた真空成型用シートを提供すること。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
車両用電波透過カバーの製造方法
【課題】製造コストを効果的に低減させる。
【解決手段】最終の外形形状にトリミングしされた加飾体300の両面に透明樹脂層200と基材層400とを射出成形することでミリ波レーダ用カバー100が製造される。つまり、最終工程で外形形状をトリミングする必要がない。よって、例えば、フィルムの両面に透明樹脂層と基材層とを射出成形した後に、全体を削って(切断して)最終の外形形状にトリミングする製造工程が不要とされるので、製造工程が簡略化される。したがって、製造コストが効果的に低減する。また、ミリ波レーダ用カバー100の製品外周面をより綺麗に仕上げることができる。
(もっと読む)
41 - 60 / 145
[ Back to top ]