
Fターム[4F208AD20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 形状、構造 (891) | 層状体、積層体 (145)
Fターム[4F208AD20]に分類される特許
61 - 80 / 145
真空成型用シート

【課題】真空成型性、初期タック性、初期密着性に優れ、さらに三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供すること。
【解決手段】表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものである真空成型用シート。熱可塑性飽和共重合ポリエステル樹脂:テレフタル酸20〜40モル%、イソフタル酸20〜40モル%およびアジピン酸25〜50モル%からなる酸成分と、1,4−ブタンジオール10〜50モル%および1,6−ヘキサンジオール50〜90モル%からなるグリコール成分とから構成される。
(もっと読む)
熱成形用防汚性シート、防汚性成形体およびその製造方法
【課題】熱成形法によって成形した場合でも長期間にわたって優れた耐擦傷性および改善された防汚性を発揮する熱成形用防汚性シートを提供すること。
【解決手段】上記熱成形用防汚性シートは、少なくとも基材層Aと、該基材層Aの表面に形成されたシリコーン樹脂からなる保護層とを有するシートであって、
前記基材層Aが結晶核剤を含有する結晶化度52%以上のポリプロピレン樹脂からなり、好ましくはさらに、前記基材層Aに対して前記保護層が形成された面と反対側に結晶化度52%未満のポリプロピレン樹脂からなる基材層Bを有する。
(もっと読む)
金属膜を有する成形用フィルム及びその製造方法

【課題】インモールド成形や基材に積層させて行なわれるブロー成形及びプレス成形によって成形品を形成する際に、表面に金属膜を形成した熱可塑性樹脂フィルムを成形品の急激な曲面に使用しても、金属薄膜が屈曲に追随させられるようにすること
【解決手段】金属膜が真空蒸着法によって形成されたSn−Zn合金薄膜であって、そのSn組成を33〜96原子パーセントとした
(もっと読む)
ブロー成形容器及びその成形方法
【課題】 本発明は、PET樹脂等の同種の合成樹脂から成る外層と内層を剥離可能に積層した2軸延伸ブロー成形容器を提供することを課題とする。
【解決手段】 同種の合成樹脂製の外プリフォームと内プリフォームを剥離剤層を介して密着状に積重した積重プリフォームを2軸延伸ブロー成形したものであり、外容体を形成する外層の内側に、この外層と同種の合成樹脂製であって萎み変形自在な内容体を形成する内層を剥離剤層を介して剥離可能に密着状に積層する。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
積層パネルの組立及び成形
積層パネルを組み立て且つ成形する方法が提供される。中間部材が積層台に設置され、積層台の中間部材上に一連の層を載置することによって、積層体が組み立てられる。その後、中間部材及び積層体が積層台から取り外されて成形面に配置される。その後、積層成形パネルを形成するために積層体の形状を変化させる態様で、積層体が中間部材を介して成形面に対して押し付けられる。最後に、積層成形パネルが中間部材から取り外される。この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が自動処理によって組み立てられるように、比較的平らにされることができる。  (もっと読む)
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
截頭円錐状の肩部と、該肩部に連接した円筒状の頭部と密封注出口から構成され、前記密封注出口が突起物によって破壊可能であるロンデル成形体用の積層体であって、前記積層体は、少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、接着樹脂層、及び熱可塑性樹脂層からなることを特徴とし、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
成型用ハードコート用樹脂組成物
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面にハードコート層を有する成型用ハードコートフィルムを作製するためのハードコート用樹脂組成物であって、前記ハードコート用樹脂組成物が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記ハードコート用樹脂組成物に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記ハードコート用樹脂組成物が、アミノ基を有する電離放射線硬化化合物を含み、電離放射線硬化型化合物中のアミン基を含む電離放射線硬化型化合物の含有量が2.5質量%以上95質量%以下である成型用ハードコート用樹脂組成物。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、アンカーコート層、及び熱可塑性樹脂層からなるロンデル成形体用積層体であって、前記アンカーコート層が、不飽和カルボン酸、又はその無水物を0.01〜5質量%の範囲で含有し、かつ、数平均粒子径が1μm以下のポリオレフィン共重合樹脂粒子を分散し、不揮発性水性化助剤を実質的に含まない水性分散液を塗布、乾燥して形成されており、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】外観に優れた熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂発泡成形品の製造方法において、以下の工程を含む。
(1)原料熱可塑性樹脂発泡シートを加熱して軟化させる工程。
(2)熱可塑性樹脂発泡シートを賦形するための成形部を有し、該成形部に前記機能性部材の形状に対応する凹部を有する雌雄一対の金型間に、工程(1)で軟化させた熱可塑性樹脂発泡シートを供給する工程。
(3)金型クリアランスが所定形状厚みになるように型締めしたのち、または所定形状厚みになると同時に、
(4)前記凹部に通ずるように金型内に設けられた樹脂通路を通じて溶融状態の熱可塑性樹脂をインラインスクリュー式樹脂供給機のスクリューを前進させずに回転させることにより該凹部に供給する工程。
(5)工程(4)で成形された熱可塑性樹脂発泡成形品を冷却して、金型から取り出す工程。
(もっと読む)
加飾成形品の成形方法および成形装置
【課題】コア材の周縁部が加飾材で覆われている加飾成形品の成形方法を提供する。
【解決手段】加飾素材(KS)を賦形する賦形工程と、インサートした加飾材(K)の裏面と金型(22)の表面との間に構成されるキャビティにコア材を充填する射出充填工程とから構成する。賦形工程時には加飾材(K)の周縁部が所定量だけ裏面側へ折り返された折返部(R)を有するように賦形する。射出充填工程時には、折返部(R)が形成されている加飾材(K)の裏面と金型(22)の表面(23)との間に構成されるキャビティ(CA)に射出充填する。
(もっと読む)
容器
【課題】ヘイズ、ガスバリア性が従来品と同等の機能を有し、かつスジの発生が抑制され、鮮明性に優れた容器を提供する。
【解決手段】熱可塑性樹脂からなる中空ボトルの外層表面に、下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−酢酸ビニル共重合体ケン化物層を少なくとも1層有するフィルムが被覆密着してなる。
【化1】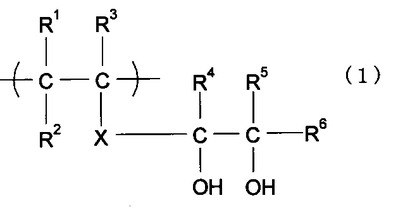
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]。
(もっと読む)
インモールドラベル付き薄肉容器
【課題】 本発明は、薄肉のブロー成形容器におけるインモールドラベルの貼着による変形の発生、ラベルでの皺と浮きの発生を効果的に抑制し、ラベルを容器表面に強固に接着させることを課題とする。
【解決手段】 胴部の平均肉厚が0.1〜0.8mmの範囲の合成樹脂製の容器本体に、インモールド成形法により合成樹脂製の基材フィル層と、容器本体と同系統の合成樹脂製の接着層を積層したラベルを胴部に貼着した容器において、接着層をエンボス加工を施したものとし、ラベルの厚さを30〜80ミクロンの範囲とし、ラベルの弾性率を200〜1000MPaの範囲とし、[容器本体の弾性率]−[ラベルの弾性率]で算出される弾性率の差を−500MPa以上の範囲とする。
(もっと読む)
真空成形用化粧シート
【課題】真空成形における成形加工性が良好であり、真空成形後の化粧シート表面の耐擦傷性が良好な真空成形用化粧シートを提供すること。
【解決手段】基材シートの上に装飾層、透明樹脂層及び表面保護層をこの順に積層してなる真空成形用化粧シートであって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を45:55〜30:70の比率(質量比)で含む樹脂組成物を架橋硬化してなる真空成形用化粧シートである。
(もっと読む)
積層樹脂成形品及びその製造方法
【課題】 主体樹脂層を繊維層の空隙を埋める態様により溶着してなる積層樹脂成形品を構成することによって、特に剛性及び軽量性に優れた樹脂製ボード等の積層樹脂成形品を得る。
【解決手段】 積層樹脂成形品であるカーゴフロアボード1は、その樹脂成形品の本体を構成する主体樹脂層2と、主体樹脂層2の外側を構成する表皮層3と、主体樹脂層2に積層する繊維層4、4との層構成からなり、主体樹脂層2と表皮層3との間には熱溶着層5が積層されている。繊維層4、4は主体樹脂層2の表面および裏面側にそれぞれ配置されている。表皮層3は不織布であって主体樹脂層2の表面の装飾層をなしている。主体樹脂層2と繊維層4、4とは一体に加熱状態で圧着して、主体樹脂層2を繊維層4、4の空隙を埋める態様により溶着してなるものである。
(もっと読む)
ブロー成形体
【課題】ブロー成形ボトルの容器の表面に、ゴム部材を確実且つ容易に一体化できる、しこも落下時に、割れが起こることがないブロー成形体を提供する。
【解決手段】ブロー成形体の表面にゴム部材を一体化してブロー成形するにあたり、ブロー成形体本体の材質をポリオレフィン樹脂とし、このゴム部をEPRエチレンプロピレンゴム(EPR)またはEPDM(エチレンプロピレンゴム3元共重合体)から選択されたものとし、このゴムは部材がショアー硬度70A以下であるブロー成形体として、ゴム部材の容着一体化する周縁に面取り部を有する。
(もっと読む)
インモールドラベル付成形体
【課題】美飾性に優れ、意匠性のあるインモールドラベル付成形体を提供する。
【解決手段】金型の壁にインモールドラベルを取付け、成形体を成形すると同時に、インモールドラベルが成形体に熱融着されて形成されるインモールドラベル付成形体であって、インモールドラベルは、少なくとも成形体の表面と直接熱融着可能な合成樹脂製の基材層と、この基材層上に積層して設けられる外装合成樹脂層とで構成され、基材層と外装合成樹脂層との間に部分的に接着剤を塗布し、基材層と外装合成樹脂層とを部分的に接着する。
(もっと読む)
中空成形品の製造方法、自動車用デッキボードの製造方法及び中空成形品
【課題】表面の一部に周囲から高くされた緩衝材を設けた中空成形品の製造を容易にし、該中空成形品の緩衝材を捲れ難くすることを課題とする。
【解決手段】キャビティCA1を形成する型開き可能な成形型110のキャビティ面121,131の一部に、圧縮から弾性により回復可能な緩衝材20を配置し、閉じた前記成形型110のキャビティ面121,131に対して中空状に膨張させた樹脂成形材料PA1を押し付けて該樹脂成形材料PA1に前記緩衝材20を圧着させ、前記成形型110を開いて圧縮状態の前記緩衝材20を弾性により回復させることにより、前記緩衝材20の周囲から該緩衝材20を盛り上がらせた中空成形品1を製造する。
(もっと読む)
繊維強化複合材及びその製造方法
【課題】従来の炭素繊維強化複合材に比べて、軽量で耐衝撃性に優れ、材料の飛散防止性能に優れた加工後の外観のよい繊維強化複合材及びその製造方法を提供する。
【解決手段】強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である繊維強化樹脂シートの片面に、熱可塑性樹脂の層が接合して積層されてなる繊維強化複合材であって、前記熱可塑性樹脂の層の内部に、繊度が800dtex〜20000dtexの高強度かつ高弾性率の有機繊維糸条よりなる編織物が配置されている。上記の繊維強化複合材は、繊維強化樹脂シートの少なくとも片面に、熱可塑性樹脂シート、編織物、熱可塑性樹脂シートをこの順で重畳し、得られた重畳物を前記熱可塑性樹脂の溶融温度未満の温度で加熱しながら真空成形することにより、成形品として得ることができる。
(もっと読む)
成形加工用多層積層二軸配向ポリエステルフィルム
【課題】インモールド成形などによる成形同時加飾やプレス成形などにおいて、より立体的または複雑な形状の成形部品への加工であっても、意匠を形成するフィルムに破れや変形が生じることなく、また厚み斑が少ないことによって意匠層、すなわちインク層に歪みや厚み斑が生じることなく、立体的な成形部品に優れた意匠性を付与することができる、成形加工性に優れた成形加工用多層積層二軸配向ポリエステルフィルムを提供する。
【解決手段】融点が225〜275℃のポリエステル(A)を含む第1の層と、融点が210〜235℃のポリエステル(B)を含む第2の層とを31層以上交互に積層させた多層積層フィルムであって、ポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高く、第1の層が結晶構造、第2の層が低結晶構造を有し、かつ第1の層が最外層を構成してなり、多層積層フィルムの総厚みに占める第1の層の総厚みの比が5〜35%である成形加工用多層積層二軸配向ポリエステルフィルム。
(もっと読む)
61 - 80 / 145
[ Back to top ]