
Fターム[4F208AM03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形装置、成形操作のその他の特徴 (232) | 成形装置又は装置部材のシール (31)
Fターム[4F208AM03]に分類される特許
1 - 20 / 31
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用

【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
箔転写射出成形方法および箔転写射出成形装置、ならびに金型
【課題】立体形状の成形品を箔転写射出成形しても、フィルムのしわや破れを回避できる箔転写射出成形方法を提供する。
【解決手段】第1金型11と第2金型12を接近させて、第2金型12に設けられた枠状の可動ブロック15を第1金型11に当接させ、第1金型11と第2金型12との間に配置されたフィルム13と、第2金型12と、可動ブロック15とで、密閉された空間を形成し、第2金型12に設けられた気体注入路18から前記密閉された空間に気体を注入して、フィルム13を第1金型11の凹部11aに沿うようにプリフォームする。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
真空成形のレギュレータバッグ
【課題】反復可能かつ調節可能な、発泡ブランクの熱成型の制御方法を提供する。
【解決手段】成形ブランク16を変形させるための真空成形装置40が開示される。本装置40には、金型22、及び、金型22に隣接して配設された少なくとも1つのレギュレータバッグ42が含まれる。レギュレータバッグ42には、外部及び第1の体積を有する内部を備えた密封バッグ、及び、レギュレータバッグ42の内部から外部へ規定された通路が含まれる。その通路は、レギュレータバッグ42が1つの収縮速度を有するように構成され、これにより、密封バッグの外部が一定の減圧下にある間、密封バッグが一定時間を経て第1の体積から第2の体積へ収縮する。また、本装置40には金型に結合された真空膜46も含まれ、真空膜46は、成形ブランク16、及び、少なくとも1つのレギュレータバッグ42を封入する真空空間48を形成するように構成される。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
水平移動式車両用内装材の成形装置及び成形方法
【課題】 水平移動式車両用内装材の成形装置及び成形方法を提供する。
【解決手段】 表皮材を予熱させるための予熱手段;予熱された表皮材を垂直に着脱させる固定部を備えて、移動自在に構成される移送手段;移送手段を通じて移送された表皮材のエッジを真空吸着して固定させる吸着部、表皮材に転写させるためのエンボス紋が形成されたベース部材、表皮材のエッジをクランピングして表皮材とベース部材との間の内部空間をシーリングさせる固定部材、表皮材をベース部材に真空吸着させるための真空ホールを備えて、地面に垂直に設けられる第1金型;第1金型に平行に設けられて射出基材が流入される第2金型;第1金型と第2金型のうちいずれか一つを水平移動させて相互型合わせまたは分離させる金型移動手段;を備える水平移動式車両用内装材の成形装置及び成形方法。これにより、水平方式で動作する金型で表皮材と基材との一体成形が可能であり、また予熱過程で伸びた表皮材の原緞が荷重により下方に撓む現象を防止でき、それだけでなく表皮材の完壁なシーリングを通じて表皮材が折り畳まるか、または寄らないようにする。
(もっと読む)
型固定装置、熱成形装置、及び、型固定方法
【課題】熱成形用の型をベース体に固定し易くすることを課題とする。
【解決手段】樹脂成形材料S1を熱成形するための型40をベース体50に固定するにあたり、前記ベース体50に固定されるときに該ベース体50と接触する型側接触面41aを前記型40に設け、前記型40を固定するときに該型40と接触するベース側接触面50aを前記ベース体50に設け、前記ベース側接触面50aに負圧を作用させて該ベース側接触面50aに前記型側接触面41aを密着させることにより前記ベース体50に前記型40を固定する。
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
貯蔵タンクの製造方法
インナーライナ、アウターフィラメント巻回部および接続部を備える貯蔵タンクを製造する方法が提供されている。この方法は、パリソンを押出し、ライナを少なくとも一方の先端部でピンチし、次いで、これをブローすることによりライナをブロー成形するステップと、ピンチ部分が受容される適切な形状およびサイズのスロットを備える接続部を提供するステップと、ライナおよび接続部が固定されるよう、前記ピンチ部分を前記スロットに挿入するステップと、アウターフィラメント巻回部をライナおよび接続部の周囲に巻きつけるステップと、を含む。  (もっと読む)
(もっと読む)
熱成形方法および熱成形装置
【課題】 簡易かつ簡便にして手軽に熱成形を行なうことを可能とする簡素で安価な熱成形方法および熱成形装置を提供することを課題とする。
【解決手段】 熱可塑性樹脂シート5を挟持する上枠体2と下枠体3とから成る熱成形装置1において、熱可塑性樹脂シート5の下側に型7を配置し、上側より流動性可変形性熱媒体(熱水)8を載置して熱可塑性樹脂シート5を加熱すると共に流動性可変形性熱媒体(熱水)8の重量により型7に圧着することにより変形させて成形する。
(もっと読む)
ブロー成形機
【課題】ブローコア部材を、退避位置と、シール位置と、それらの中間位置である待機位置に設定可能として、ブローコア部材を素早くネック部にシール装着可能なブロー成形機を提供すること。
【解決手段】ネック部22にて外方に突出するリング部22Aを有するプリフォーム20をブロー成形して容器190を成形するブロー成形機は、プリフォーム20のリング部22Aを気密シールするシール部30Aを含み、直線移動案内されるブローコア部材110,112,120,122,130と、ブローコア部材を退避位置である第1の位置と、シール位置である第2の位置と、第1,第2の位置の中間の待機位置である第3の位置とに変位させる駆動機構と、を有する。駆動機構は、一端が固定端100Aと回転自在に連結され、他端がブローコア部材130と回転自在に連結されたロッド部材140を含み、ロッド部材140の長さを三段階に調整可能である。
(もっと読む)
ブロー成形または延伸ブロー成形によって熱可塑性樹脂製の容器を製造する成形装置
【課題】金型のキャビティ内で支持されている予備成形品と流体が流通可能に連絡しているブロー位置と上昇位置の間を軸線方向に移動可能なノズルを備えたブロー成形装置を用いて高圧吹き込みを行う際、金型分離面の上部における型離れを防止した成形装置を提供する。
【解決手段】金型1と、ブロー用組立体2とを有する成形装置において、金型の金型半分部3a、3bは、ノズル16に向けて傾斜している壁12によって境界が定められている雄型部材Aを共に形成しているそれぞれの部分を支持している。一方、ブロー用組立体2は、隆起の壁に相補的な内壁を有するクランプ26によって形成されている雌型部材Bを有し、ブロー位置で、該雄型および雌型部材A、Bが協働して、閉じた金型の上部を固定する。
(もっと読む)
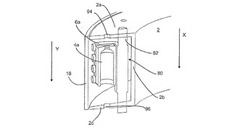
容器製造機用ノズル
プラスチック製パリソンから開始する容器のブロー成形又は延伸ブロー成形用ノズルであって、該ノズルにはパリソンを受容するよう設計した金型の上面と接触可能なノズル本体を有し、該ノズルには、
パリソンの口部と接触可能な円錐台形の接触面を設けた挿入部であって、該挿入部を、上昇位置と下降位置との間でノズル本体に対して転位可能にする挿入部、及び
挿入部を下降位置に向けて付勢する復帰ばね
を備えることを特徴とするノズル。
(もっと読む)
自身に装備する中空体を処理するための回転式圧力分配機及びカルーセル式機械
【課題】リングの外径と大幅な構造的な修正と製造/保守のコストを増大しないで、回転式分配機において、シールの要求に対応する。
【解決手段】中空体を処理するための回転式機械用の回転式圧力分配機(1)は、シール接触する、固定及び回転の2つのリング(2,3)を具備する。リング(3)が具備する、各オリフィス(6)は、ステーションと、リング(3)の接触面(5)上の開口とに接続するように形成される。リング(2)は、オリフィスの軌道に配置されて、圧力源と、リング(2)の接触面(4)上の開口に接続する、孔(7)を具備する。グリースは、リングの接触面の間に拡がってシールを提供する。環状溝(13)は、接続平面(P)の環状開口(19)をカバーして、大気に接続する。溝内では各フランジ(14)が、お互いに接触しないでお互いに組み合わされ、障害物を形成し、溝はグリースで充填される。
(もっと読む)
真空成形方法及びその装置
【課題】 基材の表面が表皮で覆われる製品を真空成形する際に、不必要な表皮を省略できるようにして、コスト削減を図ることを目的とする。
【解決手段】 本発明に係る真空成形方法は、基材側吸引型11と表皮側吸引型12とを型締めすることにより、基材14とその基材14の表面を覆う表皮25とを両吸引型11,12に収納し、表皮側吸引型12で表皮25の吸引を行なってその表皮25を成形し、基材側吸引型11で基材14の通気部を介して表皮25の吸引を行なって表皮25を基材14の表面に密着させる真空成形方法であって、基材14の表面を部分的に覆う構成の表皮側吸引型12と基材側吸引型11とを型締めする際、表皮側吸引型12の端縁部分12pで表皮25を介して基材14の表面を押圧し、その表皮25を利用して表皮側吸引型12の端縁部分12pと基材14との間をシールする。
(もっと読む)
プリフォームの受け取り治具
【課題】十分には冷却されていない状態のプリフォームを、変形を生じさせることなく、取り出し治具から受け取り、次の装置に受け渡すことの可能な受け取り治具を提供する。
【解決手段】 取り出し治具12からプリフォーム1を受け取って次に搬送する受け取り治具21であって、中心にプリフォーム1内に挿入されるガイド用突起21cを設け、プリフォームの口部1aの外側に真空吸引される空間24を形成し、その空間の負圧をプリフォームのフランジ1bに作用させて吸着保持する構成とし、更にガイド用突起21cには外部に連通した通気孔35を設けてプリフォーム1内を大気に開放しておき、変形しやすいプリフォーム胴部1cに負圧を作用させないようにする。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を成形材料で射出成形し、パリソン15の内周側15aを支持体16で支持させた状態で外周側15bをブロー外型51で覆い、第3部分14の内側に気体を噴射することで蛇腹部5をブロー成形する。第1部分12の開口端面12aを受ける支持体16の受け面部19aを傾斜させるとともに凸条77を設けておき、ブロー成形時に、上記噴射された気体の圧力Pにより第1部分12を径方向外方Rに移動させることで、前記凸条77と傾斜形状とにより第1部分12の開口端面12aと受け面部19aとの間をシールする。
(もっと読む)
1 - 20 / 31
[ Back to top ]