
Fターム[4F208LA08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | パリソン又はプリフォーム及びその製造 (243)
Fターム[4F208LA08]に分類される特許
121 - 140 / 243
燃料タンクを製造する方法
2つのキャビティとコアとを備える型(14)を使用してパリソン(16)を成形することにより、構成要素を備えたプラスチック燃料タンクを製造する方法であって、前記方法が、コアに取り付けられたニードル又は長方形の物体(12)の周囲に構成要素(18)を取り付けるステップと、ニードル又は長方形の物体を移動させ、パリソンを変形させて、それへの開口部を穿孔するステップであって、ニードル又は長方形の物体が、開口部内に構成要素を位置決めするように、ニードル又は長方形の物体を有する構成要素を支持するステップと、ニードル/長方形の物体を引き抜いて、開口部に打ち込まれた構成要素から離すステップとを含む方法。 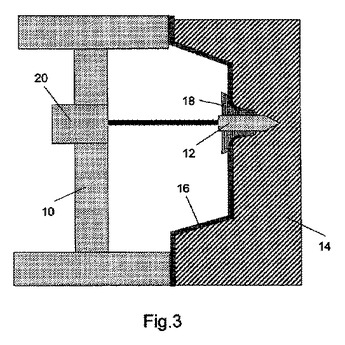 (もっと読む)
(もっと読む)
ブロー成形容器と成形方法

【課題】 本発明は加飾樹脂層による縦ストライプ模様の形成位置をダイナミックに変化させたダイレクトブロー成形によるブロー成形容器、そしてその成形方法を創出することを課題とするものである。
【解決手段】 ダイレクトブロー成形法による合成樹脂製のブロー成形容器であって、主材樹脂による基体層に縦帯状の加飾樹脂層を積層した積層構造を有し、この加飾樹脂層を、所定高さ領域において、容器の中心軸に沿ってその中心角度位置を螺旋状に変位させた状態で形成し、この加飾樹脂層により、直線部と湾曲部を有する縦ストライプ模様を現出する。
(もっと読む)
乳酸系ポリマー組成物からボトルを製造する方法
【課題】射出二軸延伸ブロー成型加工性に優れた乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトルを提供すること。
【解決手段】 乳酸系ポリマー(A)100重量部に対し結晶核剤としてケイ酸(SiO2)成分を30%以上含む結晶性の無機化合物(B)0.1〜10重量部を含有する乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトル。さらに該乳酸系ポリマー組成物をマスターバッチ方法で製造する方法及びマスターバッチが提供される。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法

【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
樹脂容器成形用プリフォーム
【課題】胴部が細い樹脂容器成形用プリフォームをスタックした場合に、プリフォーム同士が密着して引き抜き不能あるいは引き抜き困難な状態に陥ることを回避すること。
【解決手段】樹脂容器成形用プリフォーム1(1)、1(2)は、口部2に差し込み可能な太さの胴部4を備えており、胴部4の先は半球状の底部5によって封鎖されている。半球面状の底部外周面5aには全面がシボ加工領域6となっている。プリフォーム1(2)をプリフォーム1(1)の口部2から差し込んでスタックした場合、プリフォーム1(2)のシボ加工されている底部外周面5aが他方のプリフォーム1(1)の首部3のテーパ状湾曲内周面3bに接触する。よって、接触部分が密着状態にならないので、プリフォーム1(2)をプリフォーム1(1)から簡単に引き抜くことができる。
(もっと読む)
貯蔵タンクの製造方法
インナーライナ、アウターフィラメント巻回部および接続部を備える貯蔵タンクを製造する方法が提供されている。この方法は、パリソンを押出し、ライナを少なくとも一方の先端部でピンチし、次いで、これをブローすることによりライナをブロー成形するステップと、ピンチ部分が受容される適切な形状およびサイズのスロットを備える接続部を提供するステップと、ライナおよび接続部が固定されるよう、前記ピンチ部分を前記スロットに挿入するステップと、アウターフィラメント巻回部をライナおよび接続部の周囲に巻きつけるステップと、を含む。  (もっと読む)
(もっと読む)
ポリプロピレン系射出ブロー成形体
【課題】成形性が良好で、かつ衝撃強度、透明性に優れたポリプロピレン系射出ブロー成形体を提供する。
【解決手段】 下記(i)〜(vi)に規定する要件を満たすプロピレン系重合体(X)5〜50重量%と、プロピレン系重合体(Y)50〜95重量%とを混合した重合体混合物からなるプロピレン系樹脂組成物を、射出ブロー成形により成形してなるポリプロピレン系射出ブロー成形体など。
(i)MFRが1〜50g/10分である。
(ii)GPCで測定するQ値が3.5〜10.5である。
(iii)分子量(M)が200万以上の成分の比率が0.4重量%以上、10重量%未満である。
(iv)TREFにおいて、40℃以下の温度で溶出する成分が3.0重量%以下である。
(v)アイソタクチックトライアッド分率(mm)が95%以上である。
(vi)伸長粘度の測定における歪硬化度(λmax)が6.0以上である。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
合成樹脂製のカップ型容器及びそのカップ型容器の製造方法
【課題】白化処理を必要としないフランジ付きのカップ型容器を提案する。
【解決手段】底壁1aの縁部に容器の胴部を形成する環状周壁1bを一体的に連結してその内側領域に内容物の充填空間を区画形成するカップ本体1と、このカップ本体1の上端開口部1′に配設されたフランジ2とを備えた合成樹脂製のカップ型容器において、前記カップ本体1を、フランジ2とともにブロー成形によって製品形状に仕上げる。
(もっと読む)
ポリプロピレン系ブロー成形体
【課題】肉厚の均一性と耐衝撃性に優れたポリプロピレン系ブロー成形体を提供する。
【解決手段】25℃でp−キシレンに不溶となる成分(A)と溶解する成分(B)から構成され、且つ(i)GPCで測定する重量平均分子量(Mw)が10万〜100万であり、(ii)熱p−キシレンに不溶な成分が0.3重量%以下であり、(iii)伸長粘度の測定における歪硬化度(λmax)が2.0以上であり、(iv)MFR(230℃、2.16kg荷重)が0.5〜20g/10分であるプロピレン系重合体(X)を含むプロピレン系樹脂組成物を、ブロー成形により成形してなるポリプロピレン系ブロー成形体など。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器
【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 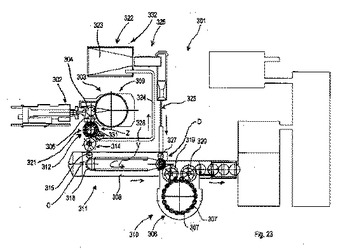 (もっと読む)
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法
【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
ポリプロピレン容器およびその作成方法
【課題】少なくとも1層のポリプロピレン層とバリヤー層とを有する配向多層容器の成形に関して、高速熱対流が可能になるように設計されたブロー成形用延伸ロッドを提供する。
【解決手段】細長いロッドと、細長いロッドの末端に固定された先端とを含む延伸ブロー成形用延伸ロッド550であって、該先端が、背面、およびプレフォーム536とかみ合わせるための弓状の延伸表面を定義し、該背面が、先端背面の表面積を増大させるための表面変形を含む、前記延伸ブロー成形用延伸ロッド550。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 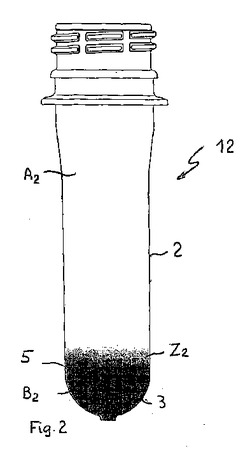 (もっと読む)
(もっと読む)
延伸ブロー成形容器
【課題】透明性等の外観特性に優れていると共に、延伸成形性に優れ、肉厚や形状の均一性等の延伸バランスに優れた延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂、及び疎水性有機官能基で表面が覆われている乾式疎水性シリカ粒子を含有して成る樹脂組成物から形成された延伸ブロー成形容器であって、下記式
δT(℃)=TC1(2nd)−TC1(1st)
式中、TC1(1st)は、容器の未延伸部分の示差走査熱量計(DSC)による結晶化発熱ピーク温度、TC1(2nd)は容器の未延伸部分を溶融急冷した後の示差走査熱量計(DSC)による結晶化発熱ピーク温度をそれぞれ表わす、で表わすδT(℃)の値が0より大きく且つ14以下であることを特徴とする。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
多層ブロー成形品及びその製造方法
【課題】容器外表面層の光沢性に優れ、しかも透明性、耐衝撃性、柔軟性、耐環境応力亀裂性に優れた高級感のあるプラスチック製ブロー成形品を提供する。
【解決手段】表層(A)と中間層(B)と内層(C)とからなる積層体により形成され、表層(A)は、MFRが1.0〜15g/10分、密度が0.870〜0.928g/cm3、Mw/Mnが1.5〜4.0である、メタロセン触媒で製造されたポリエチレンからなり、中間層(B)は、MFRが0.7〜50g/10分、密度が0.89g/cm3以上、Mw/Mnが2〜7である、ポリプロピレンからなり、内層(C)は、MFRが0.08〜4.0g/10分、密度が0.935〜0.967g/cm3、Mw/Mnが5.0〜28である、フィリップス又はチーグラー触媒で製造されたポリエチレンからなることを特徴とする多層ブロー成形品等を提供した。
(もっと読む)
121 - 140 / 243
[ Back to top ]