
Fターム[4F208LA08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | パリソン又はプリフォーム及びその製造 (243)
Fターム[4F208LA08]に分類される特許
141 - 160 / 243
熱可塑性容器を製造する型についての型の底部、及びこのような底部が設けられた少なくとも1つの型を備える成形装置
本発明は、ブロー成形または延伸ブロー成形によって容器、特にボトルを製造する型についての型底部(13)に関し、上記容器は、本体部と、王冠形状をなす周辺基部(15)を備える容器底部(14)と、を有し、周辺基部は、内側から中央領域(16)に接続され、中央領域は、容器底部(14)の中心軸(Y)回りで等距離に周方向で配置された複数の径方向突出部と交互に配置された複数の径方向押印部(17)からなる。容器底部(14)の中央領域(16)を成形するため、型底部(13)は、型底部の軸(X)について周方向に等距離で配置されかつ軸(X)についてほぼ径方向で延在する複数の径方向突出枝部(19)と、枝部(19)が接続される側方壁部(21)を備える中央幹部(20)と、前記枝部を互いに周方向で分離する角張った部分を形成する中間部(22)と、を備える。型底部(13)は、径方向突出枝部(19)それぞれが傾斜面の形態をなす上側部分(23)であって湾曲部の少なくとも2つの曲点(24、25)を有して中央から周辺に向けて降下する上側部分(23)を有することを特徴とする。  (もっと読む)
(もっと読む)
プリフォーム用吸着ヘッド、及びこれを用いたプリフォーム搬送装置並びにプリフォーム検査装置
【課題】比較的簡素な構成で全体を上下方向に移動させることなくプリフォーム内に一部を挿入した状態でそのプリフォームを保持したり、その保持を解除したりすることが可能なプリフォーム用吸着ヘッドを提供する。
【解決手段】プリフォーム100の口部103を真空吸着することによりプリフォーム100を吸引保持する吸着ヘッド20であって、下端にはプリフォーム100の口部103と対向する下面21bに開口する突出部収容穴21aが、内部には突出部収容穴21aと連通する吸引路32がそれぞれ設けられたロータ21と、吸引路32と接続されるガス通路36の一端が開口し、かつ吸引保持時にプリフォーム100内に挿入される突出部22cを下端に有し、突出部22cがロータ21の下面21bより突出する突出位置と突出部22cがロータ21内に後退する後退位置との間で移動可能なように突出部収容穴21aに設けられる可動部材22とを備える。
(もっと読む)
押出ブロー成形物品
ジカルボン酸成分とグリコール成分とを有するポリエステルを含む押出ブロー成形(EBM)物品である。ジカルボン酸成分は、少なくとも90モル%のテレフタル酸残基を含む。グリコール成分は、少なくとも75モル%のエチレングリコール残基と15〜25モル%の二官能グリコール(例えば1,4−シクロヘキサンジメタノール等)の残基とを含む。このようなEMB物品は、低減されたヘイズ、低減されたシャークスキン、および/またはPETリサイクルにおける増大された親和性を示すことができる。 (もっと読む)
カップ状容器

【課題】 カップ状容器をスタックした際における、上位の容器と下位の容器との、径方向からのぶつかりを無くすことにより、スタック部による適正なスタック動作を得て、多数の容器のコンパクト収納効率を低下させることなく、良好な分離可能状態を維持することを目的とする。
【解決手段】 2軸延伸ブロー成形されたカップ状容器であって、下端部にスタック部7を形成した胴筒部6と口筒部2との間に、テーパ角が大きい首筒部5を設け、首筒部5のテーパ角を、容器1をスタックした際に、下位の容器1と上位の容器1との間に、径方向に隙間bを形成する値に設定することにより、適正なスタック状態と、各容器1のスタック状態からの円滑な分離を可能とする。
(もっと読む)
オーバーパック容器用ブロー成形ライナーおよびその製造方法
本発明は、オーバーパック、瓶、容器などに使用される3次元ライナーであって、射出ブロー成形または射出延伸ブロー成形により成形された可撓性を有する3次元ライナーおよびその製造方法に関する。前記ライナーの製造方法には、予備成形体を形成するために予備成形用鋳型に重合体を射出すること、ライナーを形成するために予備成形体をブロー成形すること、ライナーを折畳んでオーバーパック内に配置させることおよびライナーを膨張させることが含まれる。予備成形体にはフルオロ重合体が用いられる。ライナーは、オーバーパックの内面に実施的に一致する可撓性本体と、可撓性本体に一体化された嵌めこみ開口部とからなる。可撓性本体は、可撓性本体を折畳むことによってオーバーパック内に着脱自在に挿入されるように構成されても良く、可撓性本体をオーバーパック内に装入してオーバーパック内で可撓性本体を再膨張させる。可撓性本体はフルオロ重合体からなり、多層を構成する。  (もっと読む)
(もっと読む)
液体または液圧ブロー成形
プラスチック容器の形成および充填を同時に行う装置および方法が提供される。金型キャビティは内面を画定し、プリフォームを受け入れるように構成される。圧力源は入口およびピストン状デバイスを含む。ピストン状デバイスは、入口を通して圧力源に液体を引き込む第1の方向、およびプリフォームに向かって液体を付勢する第2の方向に動作可能である。ブローノズルは、圧力源から液体を受け、液体を高圧でプリフォーム内に送出し、それによって金型キャビティの内面に向かってプリフォームを膨張させ、結果として得られる容器を作成するように構成することができる。液体は最終製品として容器内に残る。 (もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
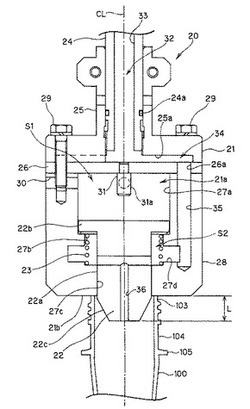
圧縮成形装置
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
改良された延伸ブロー成形用モノビニリデン芳香族ポリマー
本発明に従って、特定の比較的高い分子量並びに必要なゴムレベル及び粒子を有する、改良されたゴム改質モノビニリデン芳香族ポリマーが提供される。これらの改良された樹脂は、延伸ブロー成形方法に於いて使用するのに特に適合している。これらは、容器ネック強度及び靱性、壁強度及び剛性並びに包装効率の改良された組合せをもたらす。本発明は延伸ブロー成形容器のメーカーに改良された包装コスト及び効率のための選択を与える。 (もっと読む)
プリフォーム検査装置
【課題】プリフォームが連続して供給されず間引き状態で供給されるためプリフォームを吸着できない吸着ヘッドがあっても、プリフォームを吸着している吸着ヘッドの真空圧を低下させることがないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、各吸着ヘッド25とロータリバルブ50とを結ぶ経路に、吸着ヘッド25からロータリバルブ50に向かうエアの流れを抑制する逆止弁機構28を設けた。
(もっと読む)
薄い壁面の容器の製造方式、同容器の圧力補強方式
【課題】 本発明の目的は、薄い壁面の容器の製造方式であり、
【解決手段】約150g/m2ないし250g/m2である材料の重量/壁面の面積の比率を利用した予備成形物の形状の変更を特徴とする。
(もっと読む)
射出ストレッチ吹込成形用プロピレンに基くポリマー
本明細書には射出ストレッチ吹込成形(ISBM)製品および同を形成する方法が提供される。1つの実施態様において、ISBM製品は一般的に約9〜約20の分子量分布を有するプロピレンに基くランダム・コポリマーを含む。他の実施態様において、ISBM製品は一般的に、サクシネートの内部供与体を含むチーグラー・ナッタ触媒から形成される、プロピレンに基くランダム・コポリマーを含む。 (もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 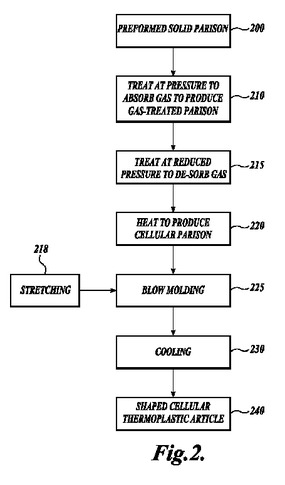 (もっと読む)
(もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 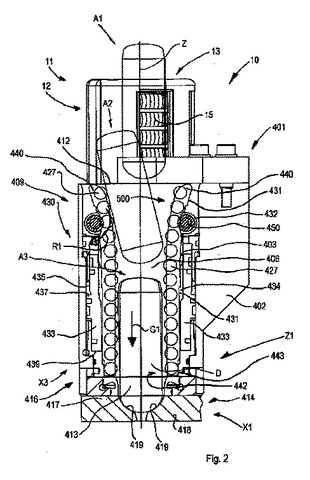 (もっと読む)
(もっと読む)
押し出しブロー成形機のための多重式押し出しヘッド装置
【課題】互いに平行な少なくとも2つの列に配置された複数の押し出しヘッドから成る多重式押し出しヘッド装置を提供し、該多重式押し出しヘッド装置を簡単に製造並びに整備若しくは洗浄できるようにする。
【解決手段】第1及び第2の複数の押し出しヘッド2,4を含み、該押し出しヘッドは第1若しくは第2の面3,5内で一列を成して互いに並べて不動に配置され、第1及び第2の分配装置6a,6bを含み、該分配装置は第1若しくは第2の複数の分配通路7,10を備え、該分配通路は第1若しくは第2の面内に配置され、押し出しヘッドに接続され、共通の1つの第1若しくは第2の流入口部分9,12に通じており、第1及び第2の分配装置は第1若しくは第2の面で分割され、第3の分配装置15を含み、該分配装置は第1若しくは第2の分配装置に相応して形成されている。
(もっと読む)
結晶度勾配を示すポリマー製容器
【課題】本発明は、対向する内側壁(42)と外側壁(43)を備え、その結晶化率が内側壁(42)の側の方へ負の勾配を示すポリマー製容器(2)に関するものである。 (もっと読む)
熱可塑性プラスチック材料製中空体の製造方法と装置並びにそれによって製造された燃料タンク
熱可塑性プラスチック材料から中空体を製造する方法。この方法は、熱可塑性プラスチック材料から成る少なくとも二枚のウェブ状パリソン(1)を押し出し、該パリソンを製造すべき中空体の外形輪郭を少なくとも部分的に画定する成形キャビティを備えた成形金型(6)内に導入し、前記材料の第1成形プロセスで成形金型(6)内のパリソンをガス圧の加圧又は減圧操作の一方又は双方で成形する。中空体へと成形されて結合される少なくとも二枚のパリソン(1)を互いに時間的に順次連続して押し出し、これらパリソンを同時に成形することを特徴とする。  (もっと読む)
(もっと読む)
141 - 160 / 243
[ Back to top ]