
Fターム[4F208LA08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | パリソン又はプリフォーム及びその製造 (243)
Fターム[4F208LA08]に分類される特許
61 - 80 / 243
高い溶融強度と延伸性を示すポリプロピレン
【課題】向上した溶融強度と向上した延伸性を示すポリプロピレンを提供。
【解決手段】溶融加工における多頂ポリプロピレンブレンド物の使用で溶融強度と延伸性の間の歩み寄りを向上させる目的で前記ブレンド物が少なくとも8の分散指数と少なくとも10のMz/Mn比を示すようにする。
(もっと読む)
多層成形体およびそれからなる多層延伸成形体
【課題】 従来の技術が有する問題点を解決し、外層中あるいは内外層中の環状3量体含有量が低減されているために同一の加熱延伸金型を用いて多数のボトル成形を続ける長時間の連続運転でもボトルの透明性が維持され、また、フレーバー性も向上した多層延伸成形体を与える多層成形体およびそれからの多層延伸成形体ならびに多層成形体の製造方法を提供することを目的とする。
【解決手段】 少なくとも、溶融重縮合反応後の溶融物から得られる熱可塑性ポリエステル(A)層と、環状3量体含有量が8000ppm以下の熱可塑性ポリエステル(B)層とを含む多層構造であることを特徴とする多層成形体。
(もっと読む)
中空容器の製造方法及び中空容器
【課題】ポリオレフィン(A)、メタキシリレン基含有ポリアミド(B)、及び変性ポリを溶融混合してなる樹脂組成物からなるバリア層を有する中空容器を製造する方法、および得られる中空容器を提供する。
【解決手段】ポリオレフィン(A)、メタキシリレン基含有ポリアミド(B)、及び変性ポリオレフィン(C)を溶融混合してなる樹脂組成物からなるバリア層を有する中空容器の製造方法であって、メタキシリレン基含有ポリアミド(B)のペレットが2.0〜5.0mmの大きさの粒状物であり、メタキシリレン基含有ポリアミド(B)のペレットについてDSC測定で観測される結晶化由来のピークが下記条件を満足するものを利用することを特徴とする中空容器の製造方法。H1<H2/10・・・式(1)1回目昇温時に観測される結晶化ピーク熱量=H1(J/g)1回目昇温完了直後に急冷、再度昇温した際に観測される結晶化ピーク熱量=H2(J/g)
(もっと読む)
空間表面の殺菌方法及び殺菌システム
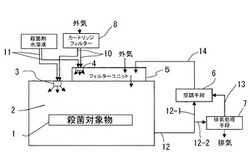
【課題】人体に安全で芽胞菌殺菌にも有効で、しかも殺菌空間の高度なシールドを必要とせず、安価な設備で効率的に空間表面の殺菌ができる空間表面の殺菌方法及び装置を提供する。
【解決手段】1〜10重量%濃度の過酸化水素水、0.1〜1重量%濃度の過酢酸水溶液、又は0.01〜0.1重量%濃度の次亜塩酸水溶液の何れかである低濃度に調整した殺菌剤を微粒化して殺菌空間に噴霧し付着させた後、殺菌空間の湿度を調整して風乾により前記殺菌剤を乾燥させることにより、高度の殺菌が短時間に低コストでできる。
(もっと読む)
二重筒の製造方法

【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
内部に空洞を含有する成形体、及びその製造方法
【課題】成形維持性、及び断熱性に優れ、高輝度であり、均一な光輝面が形成されている内部に空洞を含有する成形体及びその製造方法の提供。
【解決手段】パリソンを成形し、成形体を製造する成形工程を含み、前記成形工程が、加熱したパリソンを延伸する延伸処理と、前記延伸したパリソンをブローするブロー処理とを含み、前記パリソンが、開口部と、底とを有し、かつ、ネック起点部を設けた内部に空洞を含有する成形体の製造方法。延伸処理における延伸が、ネッキング延伸である態様、などが好ましい。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】成形時に発泡樹脂の伸びが大きい部分がピンホールなく成形されているとともに、軽量、且つ、断熱性、耐衝撃性に優れた発泡成形体を提供する。
【解決手段】 本発明の発泡成形体は、2.0〜6.0(10-3×Pa-1)の平衡コンプライアンスを有するポリプロピレン系樹脂に発泡剤を混合させて押出機によって混練し、前記押出機から押出された発泡樹脂を、圧力流体により金型に沿わせて成形することにより形成され、最大ブロー比が0.4〜0.6であり、発泡倍率が1.5〜5.0倍であり、衝撃強度が30kg・cm以上である。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
多層構造体、延伸多層構造体、多層中空容器および製造方法
【課題】延伸性および外観に優れたガスバリア性成形体を提供する。
【解決手段】下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−ビニルエステル系共重合体ケン化物(A)層とアミド化合物を含有するポリオレフィン系樹脂(B)層を有し、(A)層の少なくとも片面に(B)層を設けてなる多層構造体および延伸多層構造体を用いる。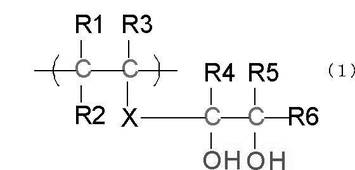
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 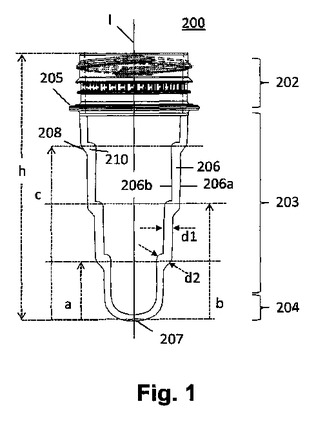 (もっと読む)
(もっと読む)
エアバッグ
【課題】エアバッグ装置に組み込まれる樹脂製のエアバッグにおいて、さらなる展開膨張に際しての安定性及び迅速性が確保し易くなる、新規な構成のエアバッグを提供すること。
【解決手段】車両に搭載されるエアバッグ装置Mに組み込まれて、ガス充満膨出時に乗員と車内壁との間に乗員拘束緩衝部Bを形成する膨張部12を備えた樹脂製のエアバッグ。膨張部12を軟質樹脂材料でガス充満膨張形状に附形して成形する。該膨張部12は、折り畳み可能な可撓性を有し、さらに、ガス充満膨張形状が、乗員側へ膨出する鉛直断面山形状(湾曲状)とされて、乗員拘束緩衝部Bに肉盗み空間Sを形成する。
(もっと読む)
延伸ブロー成形された容器および方法
容器を作るための方法が開示されている。1つの実施例において、この方法は、プリフォームを用意(提供)するステップ、プリフォームの少なくとも一部に熱あるいはエネルギーを加えないし供給してこの部分の温度を上昇させてプリフォームの内面を加熱するステップ、およびプリフォームにエアフローを供給するステップを含んでいる。1つの実施例において、加熱されたプリフォームの一部における内面と外面との間の温度差を約20°F以内に維持するためのエアフローは少なくとも約2,200フィート/分である。プリフォームは次いでブロー成形され容器が形成される。本願発明の実施例では、ポリプロピレン製容器の高速製造のために、ポリプロピレン製のプリフォームが射出遠心ブロー成形(ISBM)技術と関連付けて使用される。  (もっと読む)
(もっと読む)
プリフォームの排出装置
【課題】プリフォームを搬送系路から排出する際にプリフォームに下向きの外力を加えて迅速に排出することができるとともに、外力を受けて落下したプリフォームが排出用シュートから飛び出すことなくスムーズに滑落させることができるプリフォームの排出装置を提供する。
【解決手段】搬送装置からプリフォーム1を排出するための排出位置に設置され、プリフォームに下向きの外力を加えてプリフォーム1を強制的に落下させる外力付与手段25と、排出位置に設置され、落下するプリフォーム1を受けて排出する排出用シュート30とを備え、排出用シュート30は、水平面に対して所定の角度だけ傾斜して配置された案内板31と、案内板31の上面に多数の樹脂製線材33を重ね合わせて敷き詰めるとともにこれら樹脂製線材33の上端部を束ねた樹脂製線材束からなる衝撃吸収部材34とからなる。
(もっと読む)
滅菌容器を延伸ブロー成形またはブロー成形して充填するための方法および装置
【課題】ブローモジュールを含む容器処理装置内で予備成形体の滅菌容器をブロー成形して充填するための新規な方法を提供すること。
【解決手段】本発明によれば、予備成形体(P)が加熱装置(H)から輸送装置(3)を介してブロー金型へ移送され、容器(T)が充填機へ輸送されて充填され、予備成形体(P)および容器(T)にそれぞれ滅菌処理が行なわれ、加熱装置(H)とブローモジュール(B)との間で予備成形体(P)に主滅菌処理が行なわれ、充填機(F)へ向かう輸送経路で容器(T)に後段滅菌処理のみが行なわれる。この方法を行なうのに適した装置は、加熱装置(H)とブローモジュール(B)との間に主滅菌モジュール(HS)を備えるとともに、ブローモジュール(B)と充填機(F)との間に後段滅菌モジュール(NS)を備える。
(もっと読む)
エアクリーナホース
【課題】従来に比べて肉厚を薄くできるエアクリーナホースの提供。
【解決手段】(1)ハード材11とソフト材12の2種類の材料を用いたエクスチェンジブロー成形にて成形されるエアクリーナホース10であって、ハード材11のみで構成される単層構造の硬質部20と、硬質部20とはエアクリーナホース10の軸方向の異なる位置にありハード材11で構成される層とソフト材12で構成される層の2層構造とされた軟質部30と、を有するエアクリーナホース10。(2)軟質部30の、ハード材11で構成される層は、ソフト材12で構成される層の外側にある。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
キャリアの殺菌を含む容器の処理のための装置
【課題】プラスチック予備成形物を容器へと成形する装置を提供する。
【解決手段】所定の搬送経路Pに沿って容器10を搬送する搬送装置2を備えており、該搬送装置2が、容器10を保持するための複数の保持部材4を有しており、該保持部材4が前記所定の搬送経路Pに沿って搬送される。本発明によれば、前記装置が、前記保持部材4を少なくとも一部分において殺菌するための清掃装置8を備えている。
(もっと読む)
61 - 80 / 243
[ Back to top ]