
Fターム[4F208LA08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | パリソン又はプリフォーム及びその製造 (243)
Fターム[4F208LA08]に分類される特許
41 - 60 / 243
パリソン長測定方法及び装置
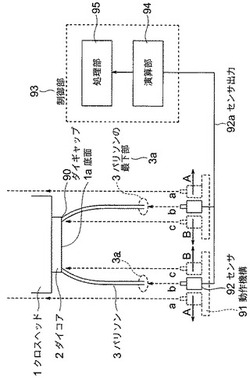
【課題】本発明は、クロスヘッドの下方位置に、動作機構を介して複数の非接触型のセンサを直線移動させ、パリソン長、ドローダウン量、パリソンスウェルの観測を行うことを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(3)の下方に複数の非接触型のセンサ(92)が動作機構(91)を介してラジアル方向(A,B)に直線移動可能に配設され、パリソン(3)の最下部(3a)と各センサ(92)との距離を演算部(94)で演算し、パリソン長、ドローダウン量、パリソンスウェルの観測を行う方法と構成である。
(もっと読む)
ブロー成形機

【課題】ブロー成形機で使用された後の高圧排気を従来よりさらに有効活用する。
【解決手段】金型19でパリソンP3をブロー成形して樹脂製容器P4を成形した後で、金型19から排気された高圧排気を高圧排気供給管路38を介してスクロール膨張機40の固定スクロール42と旋回スクロール44とで形成される膨張室Eに供給する。該高圧排気の膨張エネルギーで回転軸46を回転させ、回生用発電機48によって回生電力を得る。膨張室Eの出口42bから出た大気圧付近の空気は、排気戻し管路50を介して高圧空気圧縮機52に送られ加圧される。加圧された空気は再びブロー成形工程に使用され、又は減圧機構58で減圧されて、シリンダ12のピストン14の駆動用若しくはプレフォーム工程に使用される。
(もっと読む)
中空成形機の制御方法及び装置
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
模様付ブロー成形品の製法およびそれによって得られる模様付ブロー成形品
【課題】容易に剥げることのない鮮明な色模様を、簡単かつ経済的に付与することのできる模様付ブロー成形品の製法と、それによって得られる模様付ブロー成形品を提供する。
【課題手段】内側に着色樹脂層1が形成されその外側に透明樹脂層2が形成された多層ブロー成形品を準備し、その外側からレーザ光を照射し、上記透明樹脂層2を通過させて着色樹脂層表面1に到達させ、その照射位置を、上記着色樹脂層1表面に沿って順次移動させることにより、上記着色樹脂層1表面に、レーザ光の照射軌跡からなる色模様(文字3、説明書き4)を現出させるようにした。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
射出成形装置及び多層プリフォームの製造方法
【課題】減圧可能な貯留部を介して樹脂を射出する射出機構と、そのような貯留部を備えていない射出機構とを併用して、それぞれの射出機構から溶融樹脂を射出する射出成形装置にあっても、射出時のエアの巻き込みをより確実に抑止することができる射出成形装置及びそのような射出成形装置を用いた多層プリフォームの製造方法を提供する。
【解決手段】
減圧可能な貯留部を介して溶融樹脂を射出する第一の射出機構と、そのような貯留部を備えていない第三の射出機構とを有し、バルブゲート80によって開閉されるゲート部45内に、第一の射出機構のホットランナー14と、第三の射出機構のホットランナー34のそれぞれの流出口が開口するとともに、当該流出口のそれぞれに跨る連通溝85を形成することによって、ゲート部45が閉じられていても、各射出機構のホットランナー14,34が互いに連通した状態となるようにする。
(もっと読む)
非油性内容物用オレフィン系樹脂ボトル
【課題】ケチャップ等の非油性の粘稠な内容物に対して、底壁内面での滑落性が向上したダイレクトブロー成形オレフィン系樹脂ボトルを提供する。
【解決手段】ダイレクトブローにより形成され且つオレフィン系樹脂の最内層を含む多層構造を有している非油性内容物用オレフィン系樹脂ボトルにおいて、ボトルの胴部壁の下端が、該ボトルを正立保持したときの接地部を含む周状接地面30となっており、周状接地面30で囲まれている底壁17には、パーティングラインXを含む位置に、周状接地面よりも高い上げ底部31が形成されており、周状接地面30該上げ底部31との間に形成される傾斜壁33は、該周状接地面に対して底壁中心Oを含む垂直断面でみて、水平面に対する該傾斜壁接線の傾斜角の最大角度が30度以上に傾斜した内面を有しており、底壁17を周状接地面30を含む水平面に投影したとき、該投影面を占める該上げ底部31の投影面の面積割合が45%以下となっている。
(もっと読む)
衝撃吸収体及び衝撃吸収体の製造方法
【課題】部分的に衝撃が集中してかかる場合や、衝撃吸収体の形状等に制約がある場合においても、効果的に衝撃を吸収することが可能な衝撃吸収体を提供する。
【解決手段】複数のリブ(6,7,15)を有する中空体(11)から成る衝撃吸収体(1)であって、少なくとも2つ以上のリブ(6,7,15)に跨った板材(10)を、中空体(11)の衝撃吸収面に有することを特徴とする。
(もっと読む)
多層インジェクションブロー成形品及び多層インジェクションブロー成形品の製造方法。
【課題】環状オレフィン系樹脂層とガスバリア性の高いガスバリア性樹脂層とを有し、水蒸気バリア性、ガスバリア性が極めて高く、さらに透明性の高い多層インジェクションブロー成形品及び当該多層インジェクションブロー成形品の製造方法を提供する。
【解決手段】環状オレフィン系樹脂層(A)とガスバリア層(B)と環状オレフィン系樹脂層(C)とが順次配置される構成を含む3層以上の積層構造を有し、ガスバリア層(B)は、ガスバリア性樹脂を含み、当該ガスバリア性樹脂の冷結晶化温度が、上記環状オレフィン系樹脂層(A)及び(C)に含まれる環状オレフィン系樹脂のガラス転移温度よりも高くなるように材料選択を行う。
(もっと読む)
中空成形機
【課題】本発明は、成形終了後の自重による肉調シリンダ用ロッド、スピンドル及びコアの降下を防止し、樹脂の焼けを防止することを目的とする。
【解決手段】本発明による中空成形機は、ナット(3)に設けられ出入自在なエアシリンダ用ロッド(25)を有するエアシリンダ(23)を有し、エアシリンダ用ロッド(25)が肉調シリンダ(2)の上面(2a)に当接することにより、肉調シリンダ(2)の油圧ユニットの電源オフ後におけるコア(5)及びスピンドル(4)の自重落下を防止する構成である。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
ポリエステルポリマー組成物の製法
【課題】摩擦係数及び透明度の改善されたポリエステル容器の提供。
【解決手段】約20〜約300 ppmの水を有する粘着防止剤を用いて低減された摩擦係数及び改善された透明度を有するポリエステル容器を製造する。これらの粘着防止剤の使用は、約1.0より小さい摩擦係数及び約4%より小さいヘイズ値の透明度を有するポリエステル容器を生ずる。
(もっと読む)
中空成形機のパリソン切断装置及び方法
【課題】本発明は、超音波振動を付加した一対の半円状刃部を用いて一瞬で平坦な切断面としてパリソンを切断することを目的とする。
【解決手段】本発明による中空成形機のパリソン切断装置及び方法は、カッター(3)が一対の切断刃(4,4)の先端のパリソン(1)の周面(1a)と接触する半円状刃部(11)と、各切断刃(4,4)に設けられた超音波ホーン(13,13)及びシリンダ(14,14)と、各切断刃(4,4)に接続された超音波振動発生器(15)と、よりなり、各切断刃(4,4)を超音波振動をかけた状態下でパリソン(1)に同時前進させて切断する構成と方法である。
(もっと読む)
ポリプロピレン系樹脂発泡ブロー成形体の製造方法
【課題】 本発明は、従来の製造方法よりも、発泡パリソンの発泡性やブロー成形性を向上させ、広い密度範囲において、肉厚均一性に優れた成形体を得ることが可能なポリプロピレン系樹脂発泡ブロー成形体の製造方法を提供することを目的とする。
【解決手段】 本発明のポリプロピレン系樹脂発泡ブロー成形体の製造方法は、ポリプロピレン系樹脂と物理発泡剤とを混練してなる発泡性溶融樹脂をダイから押出して軟化状態の発泡パリソンを形成し、該発泡パリソンを金型に挟み込んでブロー成形する発泡ブロー成形体の製造方法において、前記ポリプロピレン系樹脂が、190℃の温度条件下で振動歪みを与える動的粘弾性測定において特定の条件(1)〜(3)を満足するポリプロピレン系樹脂(A)と特定の条件(4)を満足するポリプロピレン系樹脂(B)とからなり、樹脂(A)と樹脂(B)との混合比(A:B)が重量比で100:0.5〜100:5であることを特徴とする。
(もっと読む)
難燃性ポリエステル樹脂組成物とブロー成形容器
【課題】優れた難燃性、特に自己消火性を示し、しかも、射出成形性に優れ、ブロー成形とりわけ射出成形性の悪かった従来のポリエステルの問題を解決し2軸延伸ブロー成形法でも成形可能にした難燃性ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂50〜80質量%、(B)ポリカーボネート樹脂10〜40質量%、(C)Tgが35℃未満の重合体5〜30質量%、及び(D)残炭素率15質量%以上の芳香族樹脂0.5〜5質量%、を含有することを特徴とする難燃性ポリエステル樹脂組成物。
(もっと読む)
ブロー成形機
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
容器の製造方法および金型
【課題】陳列装置において標記を予め定められた特定の方向に向けることが可能な容器を簡易に製造可能とする。
【解決手段】容器本体は、筒状のプリフォームを形成後、このプリフォームをブロー成形金型にセットするとともに、高温高圧のブローエアーをプリフォームの内部に吹き込むことで形成することができる。ここでプリフォームは、射出成形金型600のキャビティー610に対し、ゲート620から溶融樹脂を充填することにより形成することができる。本射出成形金型600では、下方突出部637の側面と上方突出部638の側面との間に形成される間隙が、コア型635の周囲に複数設けられており、各々の間隙に溶融樹脂が充填される。これによりプリフォームに対し棒状の第1突起〜第5突起が形成される。
(もっと読む)
プラスチックボトル及び分割金型
【課題】底面の設置面積が広く、且つ金型からの抜けの良いプラスチックボトル及びその製造方法を提供する。
【解決手段】分割金型を用いて成形されるプラスチックボトルにおいて、底面のピンチオフ下部に少なくとも2以上の異なる曲率半径Rを有する。
(もっと読む)
41 - 60 / 243
[ Back to top ]