
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
201 - 220 / 379
耐熱性を有するプラスチック製のカップ状容器およびその一次成形品
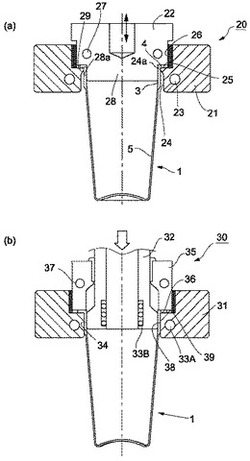
【課題】耐熱性のある頚部を備えたプラスチック製のカップ状容器を精度良く形成すること。
【解決手段】プラスチック製のカップ状容器1の口部フランジ4、頚部3は延伸作用を受けることなく非晶状態のままとなっている。これらの部分4、3のうち、頸部3に、熱源であるヒータ33Aの加熱面38を当てて、接触加熱を行うことにより加熱して結晶化させる。接触加熱、結晶化および徐冷を、口部フランジ4、頚部3を上下、左右から挟んだ状態で行うことができるので、これらの部分に熱変形が発生しない。耐熱性が付与された頚部3を精度良く形成できる。
(もっと読む)
プリフォームの整列搬送装置およびその整列搬送方法

【課題】射出成形が高速化されても十分な時間を確保して後工程に整列させて搬送することができるプリフォームの整列搬送装置およびその整列搬送方法を提供すること。
【解決手段】射出成形用の金型から取り出された有底筒状のプリフォームP1,P2を、底部を下方に突出させて支持するプリフォームパレット20を設け、このプリフォームパレット20に、2ショット分の射出成形プリフォームP1,P2の個数8列36個のプリフォーム支持部を設けるとともに、プリフォーム支持部の交差する列および行の2方向の配列のうち行方向を金型ピッチより拡大および収縮可能に設ける一方、2回分の射出成形プリフォームをずらして搭載して射出成形のサイクルタイムの2倍で間欠搬送可能に構成する。 配列ピッチを縮小して高密度化を図って整列させることでコンパクト化を図り、サイクルタイムの2倍の時間を確保して後工程に搬送できるようになる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。 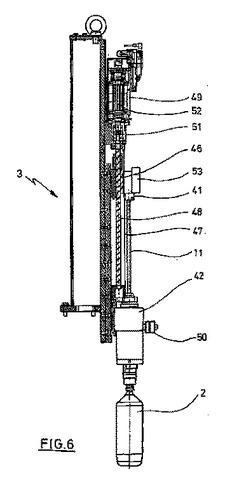 (もっと読む)
(もっと読む)
感湿製品用の容器
【課題】感湿性製品のための容器を提供する。
【解決手段】容器は、感湿性製品を保持するための内側空間を規定する、開封可能な容器本体を有する。より詳細には、感湿性製品を保持するための内側空間を規定し、及び少なくとも内側層と外側層を含み、該内側及び外側層は共押し出しされた層であり、該内側層はポリマー材料と乾燥剤材料を含み、該外側層は湿気バリア材料を含む、剛直な容器。  (もっと読む)
(もっと読む)
予備成形品を殺菌する方法および装置
【課題】予備成形品を殺菌する方法および装置であって、小滴の出現につながらない方法および装置を提案する。
【解決手段】本方法は少なくとも、
殺菌用製品によって殺菌すべき予備成形品の少なくとも内壁15を覆うように、気化された殺菌用製品を含む殺菌蒸気の流れを殺菌すべき予備成形品に向けてスプレーするステップと、
予備成形品を殺菌用製品に対する活性化温度Taに、またはそれより高い温度T2に持っていくために、殺菌用製品によって覆われた予備成形品を、放射によって加熱するステップとを含む。
殺菌蒸気の流れのスプレーは保護チャンバ40内で行われ、加熱は保護チャンバ40の外側で行われ、殺菌蒸気の流れは、殺菌すべき予備成形品の少なくとも内壁15上に殺菌用製品の凝縮物48の実質的に均一なフィルムの堆積を、凝縮によって生じさせるような方式での、予備成形品12上への気化された蒸気のジェットFの形態である。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5を、口部2と、胴部16とによって構成し、胴部16を、ボトル胴部3を成形する筒状の胴部形成部17と、ボトル底部4を成形する半球状の底部形成部18と、ボトル底部4の一部に下方に膨出して反転凹入自在に延伸された肉厚寸法0.3〜0.7mmの膨出部10を成形する膨出部形成部20とによって構成する。膨出部形成部20の肉厚寸法を1.5〜3.5mmとし、且つ、膨出部10の肉厚寸法が膨出部形成部20の肉厚寸法の10〜40%となる関係を有するように膨出部形成部20の肉厚寸法を設定する。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 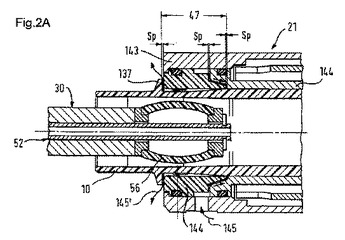 (もっと読む)
(もっと読む)
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
容器の充填方法、容器を製造するためのプロセス、及び製造された容器
本発明は、充填ラインにおいて複数の容器を製品で充填する方法であって、容器が側壁領域、変形可能パネル領域、及びピボット領域の3領域を含み、ピボット領域が、側壁領域と変形可能パネル領域との間にあり、充填ラインにおいて充填された容器の少なくとも2つが、異なる第1及び第2の内部体積を有し、充填ラインが、第1の体積の容器から第2の体積の容器に変更するのに中断時間を実質的に必要としない方法を更に提供する。 (もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
プラスチック容器内の導管ライン配置構造
押出ブロー成形によるプラスチック製中空体、特に燃料タンク(1)に関し、中空体内には一本以上の導管ラインが動かないように敷設されている。本発明による中空体は、この導管ラインが中空体の内壁に対して材料同士の結合により少なくとも一部の長さ範囲に亘って接合されていることを特徴とする。  (もっと読む)
(もっと読む)
バリア性に優れた多層射出成形体
【課題】バリア性、外観、耐剥離性および耐熱性に優れた多層射出成形体を提供する。
【解決手段】ジアミン構成単位の70モル%以上がメタキシリレンジアミンに由来し、ジカルボン酸構成単位の70モル%以上が炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸とイソフタル酸のモル比率が30:70〜100:0であるジカルボン酸に由来するポリアミド樹脂(A)10〜70重量%、変性ポリオレフィン(B)90〜30重量%、およびポリオレフィン(C)0〜50重量%からなるバリア性樹脂組成物層を少なくとも一層有する多層射出成形体。
(もっと読む)
熱可塑性材料からなる容器、主にボトル
本発明は、加熱された予備成形物をブロー成形する、又はストレッチブロー成形することによってなる、熱可塑性材料の容器(1)、主にボトル型の容器(1)において、本体(4)に接続された底部(2)及びネック部(3)を備える容器であって、前記本体(4)は、前記底部(2)及び前記ネック部(3)とのそれぞれ接続領域を画定している軸方向下部(6)及び軸方向上部(7)によって配置される軸方向中央部(5)を含み、軸方向中央部(5)は、略剛性であり、軸方向下部(6)及び軸方向上部部(7)は、本質的に変形されることができ、液体内容物の静水圧力の下で、それらの初期形状を戻るように、形状記憶特性を有する。  (もっと読む)
(もっと読む)
汚染を除去した熱可塑性材料のプリフォームから滅菌された容器を製造するための炉及び設備
本発明は、プリフォーム(12)の本体(14)の少なくとも外面(28)を滅菌するための汚染除去を連続して行うために、第1の赤外線(IR1)加熱手段(32)と、紫外線(UV)滅菌手段(76)と、第2の紫外線(IR2)加熱手段(34)とを具備する熱調節のための炉(10)、及び、ブロー成形又は延伸ブロー成形技術によって、熱可塑性材料の汚染を除去した複数のプリフォーム(12)から複数の滅菌された容器(68)を製造するためのこのような炉(10)を具備する設備(56)に関する。  (もっと読む)
(もっと読む)
遮光性プラスチック容器及びその製造方法
【課題】容器壁に発泡セルが分布しており、発泡セルの分布により遮光性が著しく向上したプラスチック容器を提供する。
【解決手段】発泡セル1が分布したプラスチックにより形成された容器壁10を有しており、容器壁10には、厚み方向に少なくとも17個以上の発泡セル1が分布し、発泡セルは、容器壁の厚み方向に平均して0.3乃至50μmの大きさを有し、500nmの波長の光に対して、15%以下の光線透過率を示す。
(もっと読む)
改良型プラスチック・プリフォーム
ブロー成形プロセスによって中空体を製造するためのプラスチック材料のプリフォーム(1)であって、開放端(2)、及び閉鎖端(4)を有する実質的に円筒形の中心体(3)を含むプリフォーム(1)。前記閉鎖端(4)の中心領域に相当する箇所に、前記プリフォーム(1)から外側へ突出する中空の突起(5)であって、前記プリフォーム(1)の引き伸ばし棒の先端を内部に収容可能な中空の突起(5)を備える。前記中空の突起(5)と、前記プリフォームの閉鎖端(4)の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。 (もっと読む)
射出成形品
【課題】結晶化速度を向上させ、良好な耐熱性を有し、且つ透明なポリ乳酸樹脂の射出成形品を提供する。
【解決手段】ポリL-乳酸から成る樹脂に機能性フィラーを配合することにより、耐熱性と結晶化速度が改善された透明なポリ乳酸樹脂の射出成形品を作製することが可能となった。射出成形品は透明性に優れ、成形サイクルが短いので、飲料用の中空容器やプリフォームに適したポリ乳酸樹脂の射出成形品を効率良く生産するのに資するものである。
(もっと読む)
薄肉樹脂製飲料ボトル製造装置
【課題】ホットパリソン方式で製造され、しかも自立や形状の維持が困難なほど薄肉軽量の樹脂製飲料ボトルを製造することの可能な装置を提供する。
【解決手段】薄肉樹脂製ボトル2の射出延伸ブロー成形機構10と、成形されたボトル2を取り出すためのボトル取出機構20と、取り出されたボトル2を一定の間隔をあけて懸吊しながら搬送するためのボトル吊下コンベア31を有するボトル搬送機構30とを備え、前記ボトル取出機構20が、一定間隔をあけた複数本のボトル2の列を懸吊しながら同時に前記ボトル吊下コンベア31へ移載することを特徴とする薄肉樹脂製飲料ボトル製造装置。
(もっと読む)
射出延伸ブロー成形容器
本発明は、本質的に2軸配向ポリプロピレンからなり、ガス放出性液体組成物で満たされている射出延伸ブロー成形透明容器に関する。本発明は、ガス放出性液体組成物の収容という点で、このような容器の使用にも関する。 (もっと読む)
201 - 220 / 379
[ Back to top ]