
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
121 - 140 / 379
ゲージが装備された燃料タンク及びこのようなタンクを製造する方法
プラスチック燃料タンクであって、壁と、ゲージと、可撓性部分を備えるスワールポットと、ハウジングとゲージを支承しかつ2つの端部が装備された支持体とを備えるゲージスタンドと、を備え、スワールポット及びゲージがタンク壁に締結され、支持体の一方の端部がゲージスタンドのハウジングと協働するように、かつ他方の端部がスワールポットの可撓性部分と強制接触しているように、ゲージ支持体が位置決めされる、プラスチック燃料タンクが提供される。  (もっと読む)
(もっと読む)
ポリエチレン容器、プリフォームおよびボトルの製造のための射出延伸ブロー成形法
0.945g/cm3以上の密度および60以上のF/E比値を示すエチレン(コ)ポリマーをポリエチレン物質として使用する、ポリエチレン容器の製造のための射出延伸ブロー成形法。 (もっと読む)
材料分配システム及びその製造方法
材料分配システム、及びそのようなシステムを製造する方法が説明される。材料分配システムは、少なくとも部分的に弾性的に変形可能なバンド(14)に取り囲まれた潰れうる容器(18)を用いる容器が流動性のある組成物で充填されるにつれて、バンドが伸び、それによって位置エネルギーが生じ、位置エネルギーは次に、噴射剤及び/又は圧力容器の代わりに、組成物を分配するために使用することができる。  (もっと読む)
(もっと読む)
熱可塑性材料で作られたプリフォームの熱的調整のための改良された炉
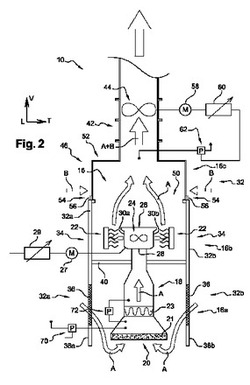
本発明は、熱可塑性材料で作られたプリフォームの熱的調整のための炉(10)に係る。この炉は、少なくとも一つの冷却回路(16)と、加熱領域(16b)と、空気抽出領域(16c)と、を有し、前記冷却回路は、空気流れ循環を使用し、順を追って上流側から下流側へ、少なくとも一つの冷却空気吸入領域(16a)を通って延び、前記加熱領域の中に、プリフォーム加熱手段(22)が設けられ、冷却空気流れが換気手段により発射され、前記空気抽出領域に、少なくとも一つの空気抽出ダクト(42)が接続されている。この炉の特徴は、当該炉が、閉じ込めハウジングを有し、この閉じ込めハウジングは、前記空気抽出ダクトから少なくとも前記加熱領域まで延び、空気中の汚染粒子による当該炉の内側の汚染を防止するため、当該炉の外側から、少なくとも前記加熱領域を絶縁することが可能であることにある。 (もっと読む)
ブロー成形容器及びその成形方法

【課題】 本発明は、PET樹脂等の同種の合成樹脂から成る外層と内層を剥離可能に積層した2軸延伸ブロー成形容器を提供することを課題とする。
【解決手段】 同種の合成樹脂製の外プリフォームと内プリフォームを剥離剤層を介して密着状に積重した積重プリフォームを2軸延伸ブロー成形したものであり、外容体を形成する外層の内側に、この外層と同種の合成樹脂製であって萎み変形自在な内容体を形成する内層を剥離剤層を介して剥離可能に密着状に積層する。
(もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
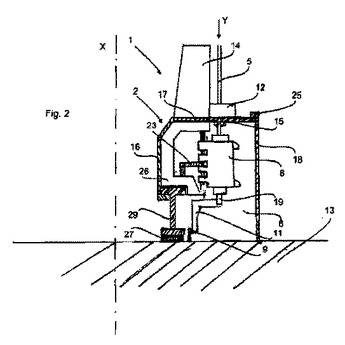
滅菌室を備えたプラスチック材料プリフォームを成形するための装置
プラスチック材料プリフォーム(10)を成形するための装置(1)を開示する。装置(1)は運搬装置(2)を有し、運搬装置(2)に複数のブロー成形ステーション(8)が配置される。ブロー成形ステーション(8)の各々はブロー成形金型を含み、ブロー成形金型の内部にて、プラスチック材料プリフォーム(10)がプラスチック材料容器(20)に成形される。装置(1)は、さらにクリーンルーム(6)を有し、クリーンルーム(6)内でプラスチック材料プリフォーム(10)が運搬可能とされる。ブロー成形ステーションが設けられた運搬装置(2)の一の領域がクリーンルーム(6)内に配置され、運搬装置(2)の少なくとも1つの他の領域がクリーンルーム(6)の外側に配置される。
 (もっと読む)
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの座屈強度を高めるとともに、重量を軽量化することが可能なプリフォーム、およびこのようなプリフォームにより作製されたプラスチックボトルを提供する。
【解決手段】プリフォーム10は、底部外面13aと底部内面13bとを有する底部13と、胴部外面12aと胴部内面12bとを有する胴部12と、口部11と、首下部14とを備えている。胴部12の肉厚t3は底部13の肉厚t4より大きくなっており、底部外面13aと底部内面13bは、その断面が各々同心状の円弧Ca、Cbを有している。また胴部内面12bは、その断面が底部内面13bの円弧両端13sに接続された一対の平行線Pb1、Pb2からなり、胴部外面12aは、その断面が底部外面13aの円弧両端13tに外方へ延びる一対の段部21aを介して接続された一対の平行線Pb3、Pb4からなっている。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
合成樹脂製ブローボトル及びその成形方法
【課題】環状三量体の低減を図る特別な処方を施すことなしに良好な品質をもったブローボトルとその製造方法を提案する。
【解決手段】加熱処理を挟む二回の二軸延伸ブロー成形によって得られた合成樹脂製ブローボトルであって、該ブローボトルは、環状三量体の含有量が0.40重量%以上、材料そのものがもつ固有粘度が0.70〜0.90dl/gになる合成樹脂材料若しくはプリフォームの成形体からなり、かつ、ブロー成形終了後におけるボトルの少なくとも胴体部分が1.38g/cm3以上の密度を有するもので構成する。
(もっと読む)
熱可塑性物品の成形方法
【課題】変化する色および/または模様が形成される熱可塑性物品の成形方法を提供する。
【解決手段】熱可塑性物品の成形方法は、注型することによって第一の色の熱可塑性材料の素材を形成する工程(a)と、第二の色の熱可塑性材料を用いて射出成形によって上記素材に注型することによって上記素材に第二の色を付加する工程(b)と、上記素材の温度を上記熱可塑性材料の少なくとも成形温度に加熱する工程(c)と、ブロー成形によって上記素材を拡大する工程(d)とを有している。
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 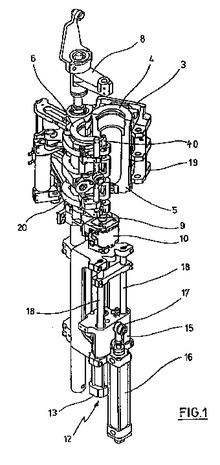 (もっと読む)
(もっと読む)
中空体をブロー成形する装置であって加圧・温度制御された流体の回路を備える装置
【課題】型がそのそれぞれのキャリアから回路が接続解除されたときに高温流体が圧力で噴出する危険性を低減すると同時に、型をそのキャリアに接続することが容易な型を提供する。
【解決手段】取り外し可能な型(3)が流体接続手段(4)を介して接続される少なくとも1つのキャリア(2)と、前記キャリア及び前記型を通過する少なくとも1つの加圧・温度制御された流体の回路(5)と、キャリア(2)に設けられて回路(5)を自動で遮断する手段と、を備え、回路(5)は、少なくとも1つのチャンバ(8)に流体接続されており、チャンバ(8)は、所定の圧力で補助流体を生成する手段(9)によって当該チャンバ(8)に付与された外部圧力に応じた可変容積を有し、所定の圧力は、温度制御された流体の圧力と大気圧との間で調節可能であり、加圧・温度制御された流体は、所定の圧力を用いた減圧によって前記チャンバ(8)内で低減される。
(もっと読む)
プラスチック材容器のためのコンベアシステム
プラスチック材の容器の予備成型品(30)のためのコンベアシステムであって、前記予備成型品をブロー成型機械に運搬するためのシステムであり、あらかじめ定められた参照システムに対して容器を正しい角度に配置するためのシステムを備え、前記予備成型品をコンベアラインに積載するステップから、ブロー機械で前記容器をブローするステップまでの間、前記予備成型品を正しく位置づけることができる。前記容器を正しく配置する、付随する方法がより詳細に述べられるが、それは、このシステムで実行してもよい。 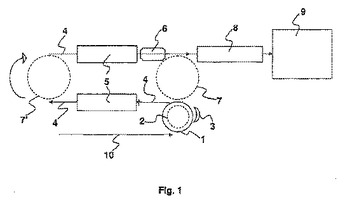 (もっと読む)
(もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
液体食品を包装する方法及び装置
金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
延伸ブロー成形用プリフォーム
【課題】胴部が口部よりも細い形状の延伸ブロー成形用プリフォームを用いた延伸ブロー時に胴部が延伸ロッドに接触して成形不良が発生することを防止できるようにすること。
【解決手段】延伸ブロー成形用プリフォーム1は、胴部2が口部3より細い形状をしており、胴部2と底部4の境界部分には円環状段差部5が形成されている。延伸ブロー成形において、延伸ロッド21による延伸時に、細い胴部2が細長く引き伸ばされる際に、円環状段差部5によって胴部2の半径方向の変化が抑制される。この結果、胴部2が延伸ロッド21に接触して成形不良が発生するという弊害を回避できる。
(もっと読む)
121 - 140 / 379
[ Back to top ]