
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
101 - 120 / 379
臨床検査用試薬収容容器
【課題】
臨床検査用自動分析装置で用いられる試薬収容容器において、容器の成形がし易く、凍結乾燥処理を行うことが可能であり、安価な、試薬を収容可能な臨床検査用試薬収容容器を提供することを目的とする。
【解決手段】
本発明は、臨床検査用試薬を収容し、臨床検査用自動分析装置に用いられる臨床検査用試薬収容容器であって、シクロオレフィンコポリマーを一体成形することにより得られ、凍結乾燥処理に適用可能であることを特徴とする臨床検査用試薬収容容器を提供する。
(もっと読む)
飲料充填方法及び装置

【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら過酸化水素ミスト又はガスKを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 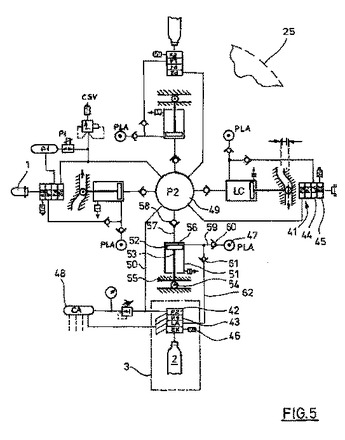 (もっと読む)
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
射出伸長ブロー成形品およびそれに使用されるランダム共重合体
射出伸長ブロー成形(ISBM)された製品およびその製造法が記載されている。ISBM製品は一般にメタロセンを用いてつくられるプロピレンをベースにしたランダム共重合体を含んでいる。 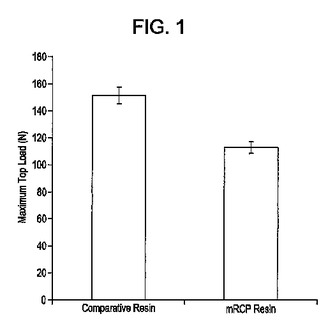 (もっと読む)
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
半加工品からコンテナを製造するためのブロー成形装置
【課題】ノズルを鋳型に自動的にロックするための手段を備え、この手段は信頼性が高く、構成が単純で、高速であり、操作にほとんどエネルギーを必要としないブロー成形装置を提供する。
【解決手段】半加工品12からコンテナを製造するためのブロー成形装置10に関連し、半加工品12が配置される成形空洞18の範囲を定める鋳型20を備え、半加工品12が鋳型20の開口部を通って現れ、高留置位置と低ブロー位置との間でスライド可能に取り付けられるチューブ状のブローノズル28を備え、低ブロー位置ではノズル28が半加工品12内へ加圧流体を適切に運び、低ブロー位置でノズル28をロックするための少なくとも1つの手段46aを備え、ロック手段46aは、ストライク48aと、ストライクでロック位置に弾性的に戻される移動可能なボルト58aとを備えるロック46aである。
(もっと読む)
底付き筒状容器の製造方法
【課題】延伸ブロー成形により製造されるカップ状容器の薄肉、軽量化を実現すること。
【解決手段】延伸ブロー成形によりカップ状容器1を製造するために用いる熱可塑性樹脂からなる板状プリフォーム10は、板状体部分12と、この外周縁部分に形成したフランジ13とを備えている。板状体部分12は延伸ブローされてカップ状容器1の容器本体部2になる延伸部分であり、フランジ13は延伸ブローされることなく、そのままカップ状容器1の容器口部3になる非延伸部分である。板状体部分12の表面12aは平坦面であり、その裏面12bは中央が最大肉厚となる凸状の曲面によって規定されている。板状プリフォーム10は立体的な形状ではないので、肉厚を薄くしても加熱時に延伸ブロー成形に支障を来すような変形が発生しない。よって、板状プリフォーム10を薄肉化して軽量なカップ状容器1が得られる。
(もっと読む)
プリフォーム用吸着ヘッド、並びにこれを用いたプリフォーム搬送装置及びプリフォーム検査装置
【課題】比較的簡単な構成で従来よりもプリフォームの保持及びその保持の解除に要する時間を短縮できるプリフォーム用吸着ヘッドを提供する。
【解決手段】吸着ヘッド20の第1収容室26a内にピストン部22を上下動自在に嵌め合わせるとともにプリフォーム100内に挿入する突出部23を連結し、これらピストン部22及び突出部23をコイルばね24で上方に押し付ける。ピストン部22の下方には、第1減圧室36が上方には第1減圧室36より断面積が小さい第2減圧室37が設けられるとともに、これら減圧室36、37が吸着ヘッド20の軸線CL上に配置された共通の吸引路44に接続されている。吸引路44を介して吸引口20cから空気が吸引されると第1減圧室36と第2減圧室37との断面積差に応じて生じた駆動力によりコイルばね24に抗してピストン部22及び突出部23が下降し、下面21aから突出部23のコーン部23cが突出する。
(もっと読む)
中空成形用エチレン系樹脂および容器
【課題】柔軟性、耐熱変形性および透明性のバランスに優れた中空成形用エチレン系樹脂を提供する。
【解決手段】以下の条件を全て満足する中空成形用エチレン系樹脂。
(a)密度が890〜930kg/m3
(b)メルトフローレート(MFR)が0.1〜10g/10分
(c)流動の活性化エネルギー(Ea)が50kJ/mol未満
(d)Mz/Mwが3.5以上
(e)(Mz/Mw)/(Mw/Mn)≧0.9
(f)温度上昇溶離分別法によって測定される100℃以上での溶出樹脂量の割合が1重量%未満(ただし、エチレン系樹脂の重量を100重量%とする)
(g)150℃における溶融張力が4〜30cN
(もっと読む)
プリフォーム搬送プラグ、ブロー成形機及びプリフォーム搬送プラグの交換方法
【課題】 ブロー成形機への着脱を、工具等を要せずにワンタッチで行うことができるプリフォーム搬送プラグ、それを用いたブロー成形機、及びブロー成形機でのプリフォーム搬送プラグの交換方法を提供すること。
【解決手段】 搬送部材360に取り付けられて、プリフォーム10を搬送するプリフォーム搬送プラグ100は、搬送部材360に支持される基部110と、基部に対して着脱される着脱部210を含み、プリフォーム10のネック部12を保持するプリフォーム保持部200とを有する。着脱部210は、基部110に係止される被係止部211を含む。基部110は、被係止部211を係止する係止部111と、被係止部211が係止部111により係止される係止状態を維持する第1位置P1と、その係止状態を解除する第2位置P2とに移動される移動部材120と、移動部材120を第1位置P1に維持するように移動付勢する付勢部材130とを含む。
(もっと読む)
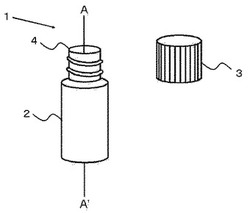
容器成形用エチレンテレフタレート系ポリエステル樹脂及びその製造方法
【課題】MHET及びBHET等のモノマーが低減され、容器成形の際に生じる上述した問題を生じることがないポリエステル樹脂及びこのポリエステル樹脂から成るプリフォームを提供することである。
【解決手段】固有粘度が0.65乃至0.85dL/gの範囲にあると共に、モノヒドロキシエチルテレフタレートとビスヒドロキシエチルテレフタレートとの合計含有量が0.005重量%未満であり、且つ融解熱が50J/g以下、融点終了温度が270℃以下、結晶化度が0.48未満であることを特徴とする。
(もっと読む)
深い差込み基部を有するプラスチック容器
再加熱延伸ブローモールディング工程を用いて、PET等の材料から形成されたタイプのプラスチック容器は、主本外部と、基礎部分とを含み、基礎部分は直立リングの上方の比較的に高く狭い輪郭により特徴付けられ、内部に画成された深い差込み溝を有する。深い差込み溝は、直立リングに隣接した直立内部側壁部分により一部が画成され、約0.35インチよりも大きい高さを有する。直立内部側壁部分は、基礎の外部側壁の実質的に直線的な部分に実質的に平行な、実質的に直線的な部分を有する。 (もっと読む)
射出引っ張り吹込み成形のためのスチレン・ポリマー並びにその製法および使用法
スチレン・ポリマー組成物を調製し、スチレン・ポリマー組成物を溶融して溶融ポリマーを形成し、溶融ポリマーを型穴中に射出して予備成形物を形成し、予備成形物を加熱して加熱予備成形物を製造し、そして加熱予備成形物を膨張させて製品を形成する工程、を含んでなる方法。射出引張り吹込み成形法において、その重量%がポリマー組成物の総重量に基づく、0重量%〜6.5重量%の可塑化剤および2.5重量%以上のエラストマーを含んでなるスチレン・ポリマー組成物をポリエチレン・テレフタレートに代用する工程を含んでなる方法。スチレン・ポリマー組成物から予備成形物を調製し、予備成形物を1種または複数の発熱体に曝露し、そして予備成形物を急速に加熱して加熱予備成形物を製造する工程を含んでなる方法。 (もっと読む)
合成樹脂製壜体
【課題】より簡単な設備と工程で、色の濃淡等の変化を高度に現出可能な2軸延伸ブロー成形による合成樹脂製壜体を創出する。
【解決手段】試験管状のプリフォーム1を2軸延伸成形した透明性、若しく半透明性を有する合成樹脂製壜体11において、内周面と外周面の少なくとも一方に壁厚差による凹凸模様を形成したプリフォーム1の2軸延伸ブロー成形により、内周面に、前記凹凸模様15が延伸されると共に金型キャビティ面に押圧されて形成された延伸凹凸模様15を有し、この延伸凹凸模様15による壁厚の変化に係る光学的な視覚効果の変化を利用して周壁を加飾する。
(もっと読む)
合成樹脂製プリフォーム及び2軸延伸ブロー成形壜体
【課題】2軸延伸ブロー成形壜体、特に口筒部の径が比較的大きくて胴部の径が比較的小さな壜体における、肩部から胴部の上端部に至る領域の延伸倍率を高くして当該領域の薄肉化を達成するためのプリフォームを提供する。
【解決手段】2軸延伸ブロー成形用の試験管状のプリフォーム1において、口筒部2の下端から、下方に向かって縮径するテーパー状短筒部3を介して口筒部の内径よりも小さな外径を有する有底の円筒部4を垂下延設すると共に、テーパー状短筒部と円筒部の上端部を外装するように短円筒状の外筒部5を垂下設し、この外筒部の下端に外鍔状にネックリング6を周設する。
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
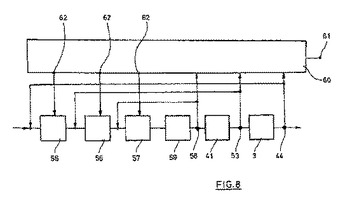
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
合成樹脂製カップ状容器の熱結晶化処理方法
【課題】 本発明は、カップ状容器の特に頸部の熱結晶化処理方法に係る上記問題点を解決するために創案したものであり、頸部を短時間に、限定的に全周に亘って均一に加熱することを課題として、もって変形のない、耐熱性にすぐれたカップ状容器を提供することを目的とする。
【解決手段】 上端に外鍔状にフランジを周設した合成樹脂製カップ状容器の、フランジ部分直下の頸部にレーザ光を照射して、この照射部分を熱結晶化することを特徴とする熱結晶化処理方法、また上端にフランジを外鍔状に周設したカップ状の、2軸延伸ブロー成形して合成樹脂製カップ状容器を成形するためのプリフォームのフランジ部分直下の頸部にレーザ光を照射して、照射部分を熱結晶化することを特徴とする結晶化処理方法である。
(もっと読む)
101 - 120 / 379
[ Back to top ]