
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
21 - 40 / 379
プリフォームの切断装置
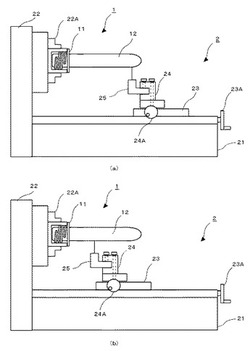
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器

【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
複合容器、及びその製造方法
【課題】組み立てが容易で液残りがしにくい複合容器、及びその製造方法を提供する。
【解決手段】、複合容器は、紙製の外側容器2内に注出口部7を有するプラスチック製の内側容器1を配置した複合容器において、前記内側容器1は、直線状に形成された筒状の胴部6を有し、その胴部6の上端面には前記注出口部7が斜めに傾斜して一体的に形成されている。
(もっと読む)
ボトル成型設備の情報管理方法及び情報管理システム並びにボトル成型設備
【課題】成型された樹脂製ボトルに不備な点が発見されて排除された時に、不備となった原因を、プリフォームの製造時にまで追跡できるようにする。
【解決手段】コンテナ受取部3と、複数のコンベア装置9を設け、その複数のコンベア装置9により搬送されたコンテナ2からプリフォーム1を受け取って成型するブロー成型機6を設け、複数のコンベア装置9夫々にプリフォーム情報一時保管手段18を設けておいて、コンテナ2に付設のプリフォーム情報を読み取り、複数のコンベア装置9間でコンテナ2を受け渡しながら搬送すると同時に、その受け渡すコンテナ2におけるプリフォーム情報を順次リレー式に複数のプリフォーム情報一時保管手段18に受け渡し、プリフォーム情報一時保管手段18におけるプリフォーム情報を、ブロー成型機6によりプリフォーム1から成型される樹脂製ボトルに関連付けて保管しておく。
(もっと読む)
ブロー成形容器
【課題】底部をピンチオフ13で閉塞させた有底筒状の胴部より肩部を介して口頸部を起立した形態をなし、保形性のある外層と、外層内面に剥離可能に積層した内層とから構成され、底割れ現象が生じるのを防止でき、内層の潰れ変形形態をほぼ一定に規制することを可能として内容物の注出不良の発生を減少し、更に、底部に残る残液を防止して、この点からも良好な収容液の注出が行えるブロー成形容器を提案する。
【解決手段】外層と内層とを全高さ範囲に亘って接着する縦帯状の接着層20を、ピンチオフ13の一端部外方位置に縦設した第1接着層20aと、ピンチオフ13の他端部外方位置を挟む両側にそれぞれ縦設した第2接着層20b及び第3接着層20cとして3本形成し、第1接着層20aと第2接着層20bとの間の外層部分、及び第1接着層20aと第3接着層20cとの間の外層部分にそれぞれ外気導入孔を穿設した。
(もっと読む)
プリフォーム
【課題】樹脂量をより一層削減することができるプリフォームを課題とする。
【解決手段】プリフォーム10は、口部12と口部12から延在する有底筒状のプリフォーム本体部14とから構成され、二軸延伸ブロー成形によって口部12が延伸されることなくプリフォーム本体部14が延伸されてプラスチックボトル1へと成形される。プリフォーム本体部14は、口部12との境界部分であって且つ二軸延伸ブロー成形によって延伸される部分に、プリフォーム10の周方向に均等の間隔で形成された複数の肉抜き部50を有する。
(もっと読む)
透明性に優れた射出成形品及びその製造方法
【課題】透明性及び延伸バランスに優れた耐熱性延伸成形容器を熱固定に賦することなく成形することが可能な射出成形品を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂(A)と、該ポリエステル樹脂(A)の末端官能基と反応性を有する官能基を持つ鎖延長剤(B)から成り、重量平均分子量Mwが3.0×105以上の高分子量成分を1.0重量%以上の量で含有する樹脂組成物から成る射出成形品であって、下記式
ΔTc1 = 2ndTc1 ― 1stTc1
式中、2ndTc1は5分間加熱溶融後急冷した試料について示差走査熱量計で測定
した結晶化発熱ピークであり、1stTc1は溶融前の試料について示差走査熱
量計で測定した結晶化発熱ピークをそれぞれ表す、
で表されるΔTc1の値が20℃以下であることを特徴とする。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
バリア性を有する容器及びその製造方法
【課題】多層又は単層のプラスチック容器の製造方法が開示されている。この容器は、(i)ポリエステル樹脂、好ましくはポリエチレンテレフタレートのような芳香族ポリエステル樹脂と、(ii)ポリアミド材料、好ましくは芳香族ポリアミド材料と、(iii)脱酸素材料、好ましくは遷移金属と、から調製されるバリア層を有している。また、本発明は、多層又は単層の本体を有する容器を提供する。
【解決手段】バリア層の調製に於いては、最初に予備成型物が、希釈剤ポリエステル、ポリアミド材料、及び脱酸素材料を含むプレブレンドが射出成形プロセスの間にベースポリエステルに添加される射出成形プロセスで調製される。次に、予備成型物が延伸されて容器が形成される。
(もっと読む)
複合容器及びその製造方法
【課題】複合容器を簡易に製造する。
【解決手段】所定箇所に切欠(7)を有する外側容器(2)と、加熱した内側容器のプリフォーム(1a)とを、内側容器の成形型(10)内に装填し、次に、プリフォームを内側容器にブロー成形することにより、内側容器を外側容器の内面に密着させると同時に、内側容器に切欠内に突出する膨出部を形成する。内側容器の成形、及び内側容器と外側容器との一体化が同時に完了する。従って、複合容器の製造工程を簡略化、迅速化し、製造コストを低減することができる。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】成形または加工操作に先立つプラスチック部品の非接触熱処理のためのシステムで、改善された赤外線エネルギー変換効率を有する特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。
【解決手段】電流を光子に直接変換する工程を通じてプラスチック部品に所望の吸収特性と一致する狭波長領域の放射エネルギーを放射する1つ以上のレーザーダイオードを含み、かつ熱監視制御セクションを含むシステム。
(もっと読む)
ブロー成形装置の作動方法
【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
ブロー成形による中空容器の成形方法
【課題】 長期に亘り金型を清掃することなく連続ブロー成形を行うことが可能であり、生産性の向上、コスト低下、作業環境が向上したに優れたポリエチレンテレフタレートからなる中空容器の成形方法を提供する。
【解決手段】 フェノール基含有リン化合物およびアルミニウム化合物を触媒として重合されたポリエチレンテレフタレート、またはフェノール基含有リン化合物のアルミニウム塩を触媒として重合されたポリエチレンテレフタレートを用いて、一つの金型あたり10000回以上ブロー成形金型を清掃することなく連続して中空容器を成形する方法。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
21 - 40 / 379
[ Back to top ]