
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
61 - 80 / 379
熱可塑性樹脂成形体の製造方法
【課題】 耐熱収縮性にすぐれたポリエステル樹脂成形体等の熱可塑性樹脂成形体を、複雑な装置や煩雑な操作を必要とせず、簡易に且つ安価に製造できる方法を提供する。
【解決手段】 本発明の熱可塑性樹脂成形体の製造方法は、主鎖にカルボニル基を含む繰り返し単位を有する熱可塑性樹脂(例えば、ポリエステル樹脂)からなる被処理物にアルデヒド化合物を含浸させた後、延伸処理を施すことを特徴とする。アルデヒド化合物としては、アセトアルデヒド、プロピオンアルデヒド、ベンズアルデヒド等の炭素数1〜10のアルデヒド化合物が好ましい。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
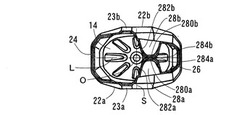
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
内部に空洞を含有する成形体、及びその製造方法
【課題】成形維持性、及び断熱性に優れ、高輝度であり、均一な光輝面が形成されている内部に空洞を含有する成形体及びその製造方法の提供。
【解決手段】パリソンを成形し、成形体を製造する成形工程を含み、前記成形工程が、加熱したパリソンを延伸する延伸処理と、前記延伸したパリソンをブローするブロー処理とを含み、前記パリソンが、開口部と、底とを有し、かつ、ネック起点部を設けた内部に空洞を含有する成形体の製造方法。延伸処理における延伸が、ネッキング延伸である態様、などが好ましい。
(もっと読む)
吸気ダクト

【課題】別途製作された内部仕切り部品を内蔵させることで内部を複数の流路に分割した吸気ダクトに関し、外気と一緒に吸い込まれてしまった雨や雪が壁面に衝突して水滴化したものを確実に外部へ排出し得るようにする。
【解決手段】空気取入口の開口側を前面として成形されたダクト本体と、該ダクト本体内を側壁12により左右方向に分割して複数の流路を区画形成した内部仕切り部品10と、ダクト本体下部の左右方向一側に形成されて上端をダクト本体内で開口し且つ下端を外部に開放したサイドブランチ部とを備え、側壁12を流下する水滴を各流路の後方壁面に導くビード19,20を側壁12に形成し、後方壁面を流下する水滴を受け止め得るよう樋状に形成され且つその受け止めた水滴をサイドブランチ部内に流し込むドリップチャンネル24,25を内部仕切り部品10に備える。
(もっと読む)
二軸延伸中空容器
【課題】ガスバリア性に優れ、かつ透明性を改善したポリエステル系樹脂組成物からなる二軸延伸中空容器を提供する。
【解決手段】スルホン酸金属塩基を有し、主として芳香族ジカルボン酸単位と脂肪族ジオール単位からなる共重合ポリエステル樹脂(A)と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位と、炭素数4〜20のα,ω−直鎖脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位からなるポリアミド樹脂(B)からなるポリエステル樹脂組成物(C)を成形した二軸延伸中空容器。
(もっと読む)
吸気ダクト及びその製造方法
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、ブロー成形により形成されたダクト本体9と、該ダクト本体9のブロー成形時に内包されて前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
容器、及び容器の製造方法
【課題】強度、遮光性、及び保温性に優れると共に、容易に圧縮廃棄でき、リサイクル性に優れる容器、及び該容器の製造方法の提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムを容器に巻回してなる容器であって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、下記式(1)の関係を満たす容器である。
h(avg)>T/100 ・・・(1)
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
多層構造体、延伸多層構造体、多層中空容器および製造方法
【課題】延伸性および外観に優れたガスバリア性成形体を提供する。
【解決手段】下記の一般式(1)で表される1,2−ジオール構造単位を有するエチレン−ビニルエステル系共重合体ケン化物(A)層とアミド化合物を含有するポリオレフィン系樹脂(B)層を有し、(A)層の少なくとも片面に(B)層を設けてなる多層構造体および延伸多層構造体を用いる。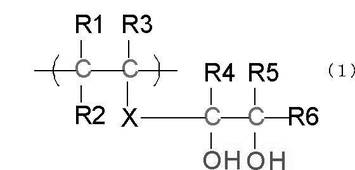
[一般式(1)において、R1、R2、及びR3はそれぞれ独立して水素原子または有機基を示し、Xは単結合または結合鎖を示し、R4、R5、及びR6はそれぞれ独立して水素原子または有機基を示す。]
(もっと読む)
真空に関連した力に反応する容器の底部構造
【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を備えたガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版のプラスチック容器を得る。
【解決手段】真空圧力吸収に適応した底部40を備えたプラスチック容器10である。底部40は、その表面で容器を支える接触リング34と、起立壁と、中心部とを備えている。起立壁は、接触リング34と隣り合い、接触リング34をほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部40をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部40および反転リング42は、容器内に発生した真空力を調節するために可動である。
(もっと読む)
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 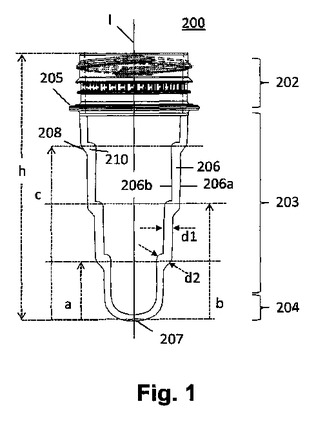 (もっと読む)
(もっと読む)
偏平容器のブロー成形方法
【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
エアバッグ
【課題】エアバッグ装置に組み込まれる樹脂製のエアバッグにおいて、さらなる展開膨張に際しての安定性及び迅速性が確保し易くなる、新規な構成のエアバッグを提供すること。
【解決手段】車両に搭載されるエアバッグ装置Mに組み込まれて、ガス充満膨出時に乗員と車内壁との間に乗員拘束緩衝部Bを形成する膨張部12を備えた樹脂製のエアバッグ。膨張部12を軟質樹脂材料でガス充満膨張形状に附形して成形する。該膨張部12は、折り畳み可能な可撓性を有し、さらに、ガス充満膨張形状が、乗員側へ膨出する鉛直断面山形状(湾曲状)とされて、乗員拘束緩衝部Bに肉盗み空間Sを形成する。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
延伸ブロー成形された容器および方法
容器を作るための方法が開示されている。1つの実施例において、この方法は、プリフォームを用意(提供)するステップ、プリフォームの少なくとも一部に熱あるいはエネルギーを加えないし供給してこの部分の温度を上昇させてプリフォームの内面を加熱するステップ、およびプリフォームにエアフローを供給するステップを含んでいる。1つの実施例において、加熱されたプリフォームの一部における内面と外面との間の温度差を約20°F以内に維持するためのエアフローは少なくとも約2,200フィート/分である。プリフォームは次いでブロー成形され容器が形成される。本願発明の実施例では、ポリプロピレン製容器の高速製造のために、ポリプロピレン製のプリフォームが射出遠心ブロー成形(ISBM)技術と関連付けて使用される。  (もっと読む)
(もっと読む)
エアクリーナホース
【課題】従来に比べて肉厚を薄くできるエアクリーナホースの提供。
【解決手段】(1)ハード材11とソフト材12の2種類の材料を用いたエクスチェンジブロー成形にて成形されるエアクリーナホース10であって、ハード材11のみで構成される単層構造の硬質部20と、硬質部20とはエアクリーナホース10の軸方向の異なる位置にありハード材11で構成される層とソフト材12で構成される層の2層構造とされた軟質部30と、を有するエアクリーナホース10。(2)軟質部30の、ハード材11で構成される層は、ソフト材12で構成される層の外側にある。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
61 - 80 / 379
[ Back to top ]