
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
161 - 180 / 379
彫刻模様付きの合成樹脂製ブロー容器

【課題】胴体表面に視認性の高い彫刻模様を有する合成樹脂製ブロー容器を提案する。
【解決手段】彫刻模様を、ブロー成形に用いるプリフォームの射出成形時に形成される凸部1と、該プリフォームを用いたブロー成形に際して該凸部1の周りに形成される溝部2にて構成する。
(もっと読む)
熱可塑性容器を製造するための型の底部及び得られる容器
本発明は、熱可塑性容器を製造する型の底部と、このように製造された容器とに関する。製造された容器(1)は、軸X−X’とほぼ同軸に延在する凹状周壁部(6)を有する基部(4)であって、この凹面が壁部(6)すべてに沿って0でない曲率を画定する、基部と、軸X−X’とほぼ同軸に延在する管状周壁部(8)を形成する環状領域(7)であって、軸X−X’と上記壁部(8)との間の横断する径方向距離が、軸X−X’と上記基部(4)の凹状周壁部(6)に沿う任意の点との間における横断する径方向距離よりも長い、環状領域と、基部(4)と環状領域(7)との間における接続領域を形成する肩部(9)と、を備える。上記環状領域の深さは、環状領域(7)の直径の0.5%から2%の間、好ましくは1%から1.5%の間の範囲、特に1.2%であり、基部(4)の高さは、5mmから15mmの間にある。 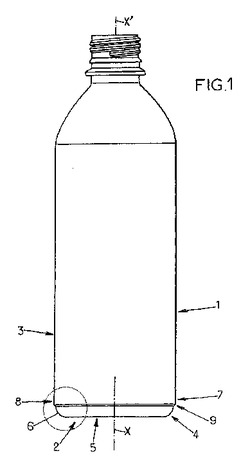 (もっと読む)
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置

【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
プロピレンが基になった低MFRの射出延伸ブロー成形用重合体
本明細書では射出延伸ブロー成形(ISBM)品およびこれの製造方法を記述する。この品はプロピレンが基になっていて10g/10分未満の溶融流れ速度を示す重合体を含有する。 (もっと読む)
高められた再加熱特性のポリプロピレンの成形
【課題】再加熱剤剤入りポリプロピレン組成物の提供。
【解決手段】ポリプロピレン組成物を形成するためのポリプロピレン中への再加熱剤の反応押出配合であって、再加熱剤が還元剤による金属化合物の金属状態へのインサイチュー化学的還元によってかかる反応押出配合中に生成され、そのように生成された再加熱剤が10nm〜100ミクロンの範囲のサイズを有する粒子の形にあり、かつ、かかる粒子が前記ポリプロピレンの全体にわたって一様に分配される配合を含む再加熱剤を含有するポリプロピレン組成物の製造方法。
(もっと読む)
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
オーバーパック容器用ブロー成形ライナーおよびその製造方法
本発明は、オーバーパック、瓶、容器などに使用される3次元ライナーであって、射出ブロー成形または射出延伸ブロー成形により成形された可撓性を有する3次元ライナーおよびその製造方法に関する。前記ライナーの製造方法には、予備成形体を形成するために予備成形用鋳型に重合体を射出すること、ライナーを形成するために予備成形体をブロー成形すること、ライナーを折畳んでオーバーパック内に配置させることおよびライナーを膨張させることが含まれる。予備成形体にはフルオロ重合体が用いられる。ライナーは、オーバーパックの内面に実施的に一致する可撓性本体と、可撓性本体に一体化された嵌めこみ開口部とからなる。可撓性本体は、可撓性本体を折畳むことによってオーバーパック内に着脱自在に挿入されるように構成されても良く、可撓性本体をオーバーパック内に装入してオーバーパック内で可撓性本体を再膨張させる。可撓性本体はフルオロ重合体からなり、多層を構成する。  (もっと読む)
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
射出延伸ブロー成形のためのプリフォームの設計
射出延伸ブロー成形法において使用するためのプリフォームと、その製造方法がこの明細書で述べられている。このプリフォームは、ネック内径およびネック外径を有するネックと、ボディ内径およびボディ外径を有するボディを概ね含み、ボディ内径とボディ外径は側壁を形成し、ボディ内径はネック内径の少なくとも80%である。このプリフォームは、遷移点においてボディ上に配置され、エンドキャップ深さと遷移点半径を含んでなり、エンドキャップ深さが遷移点半径よりも大きいエンドキャップをさらに含む。 (もっと読む)
高温充填用容器
本発明は、PET容器の製造および高温充填方法に関し、次のステップ:
a)ブロー成形され得るPETプリフォームを用意すること;
b)容器を形成するために金型のキャビティ内でプリフォームをブロー成形すること;
c)金型キャビティから容器を取り出すこと;
d)容器に液体を充填し、その温度は80℃より高いこと;
e)漏れ防止の態様で容器をシールすること;
f)容器を殺菌および冷却すること;ならびに
g)容器を収縮させること、
を含み、次の特徴:
−ステップa)において、テレフタル酸に基づくコポリマーからなるPETプリフォームが使用され;
−ステップa)において、プリフォームの少なくとも1部分は110℃より高い温度である;
−ステップb)で使用される金型の温度は、65℃以下である;
−ステップg)の間、容器は、収縮を創り出し、容器の容量を減少させるために、容器の少なくとも1部分において、1〜5秒間、600〜1000℃の温度に加熱される、
を有する。本発明は、さらに上記の方法を用いて得られた容器に関する。
(もっと読む)
ポリエチレンテレフタレート樹脂ペレットおよびそれを用いて得られる成形体
【課題】溶融成形において低温での成形が可能であり、アセトアルデヒドなど副生成物の生成量を少なくできるポリエチレンテレフタレート樹脂ペレットおよびそれから得られる成形体を提供すること。
【解決手段】ポリエチレンテレフタレート樹脂ペレットは、(A)テレフタル酸を除くジカルボン酸成分およびエチレングリコールを除くグリコール成分を、共重合モノマー単位として合計で1.5〜6.0モル%含有し、(B)固有粘度(IV)が0.70〜1.10dl/gの範囲にあり、(C)結晶化度が55〜60%の範囲にあり、(D)球晶の径が5μm以下であるポリエチレンテレフタレート樹脂からなる。
(もっと読む)
環状オレフィン樹脂組成物
【課題】環状オレフィン樹脂の柔軟性を制御し、140℃を超える環境で成形可能な環状オレフィン樹脂組成物、これを用いた環状オレフィン樹脂フィルム、環状オレフィン樹脂プリフォーム等を提供する。
【解決手段】Tgが10℃以上異なる2種類以上の環状オレフィン共重合体樹脂を含有する環状オレフィン樹脂組成物であって、50℃における貯蔵弾性率(E’50)に対する120℃における貯蔵弾性率(E’120)の比(E’120/E’50)を0.15〜0.65の範囲にする。
(もっと読む)
改良された延伸ブロー成形用モノビニリデン芳香族ポリマー
本発明に従って、特定の比較的高い分子量並びに必要なゴムレベル及び粒子を有する、改良されたゴム改質モノビニリデン芳香族ポリマーが提供される。これらの改良された樹脂は、延伸ブロー成形方法に於いて使用するのに特に適合している。これらは、容器ネック強度及び靱性、壁強度及び剛性並びに包装効率の改良された組合せをもたらす。本発明は延伸ブロー成形容器のメーカーに改良された包装コスト及び効率のための選択を与える。 (もっと読む)
変形可能な膜を具備する底部を備える容器
【課題】本発明は、剛性化された本体(5)、容器(1)の下端部に延びる底部(8)であって、本体(5)の延長で、その本体にほぼ垂直に延びている環状の台(9)、その台(9)から容器(1)の内側へ向かって延びる環状階の段(10)、底部(8)の中心から容器(1)の内側へ突出して、延びる駒(12)、段(10)及び駒(12)の間の本体にほぼ垂直に延びている球形ドームの形状の変形可能な環状膜(11)を備える底部(8)を備えることを特徴とするプラスチック材料製容器(1)に関する。 (もっと読む)
射出ストレッチ吹込成形用プロピレンに基くポリマー
本明細書には射出ストレッチ吹込成形(ISBM)製品および同を形成する方法が提供される。1つの実施態様において、ISBM製品は一般的に約9〜約20の分子量分布を有するプロピレンに基くランダム・コポリマーを含む。他の実施態様において、ISBM製品は一般的に、サクシネートの内部供与体を含むチーグラー・ナッタ触媒から形成される、プロピレンに基くランダム・コポリマーを含む。 (もっと読む)
耐熱圧性ポリエステルボトル及びその製造方法
【課題】優れた耐熱性及び耐圧性をバランスよく有する耐熱圧性ポリエステルボトルを提供する。
【解決手段】ポリエステル樹脂から成るプリフォーム10を二軸延伸成形して成る耐熱圧性ポリエステルボトルにおいて、胴部のレーザーラマン分光法により測定した円周方向の配向パラメータが2.80以上で且つTMA測定による80℃における収縮量が15μm以上であることを特徴とする。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 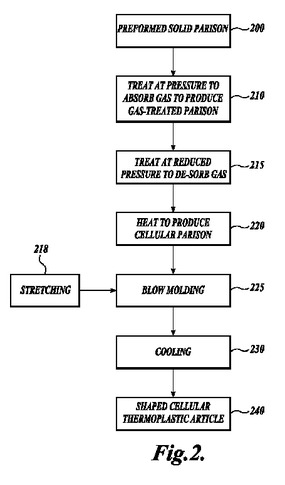 (もっと読む)
(もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
161 - 180 / 379
[ Back to top ]