
Fターム[4F208LG28]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 射出成形方法によるもの (451)
Fターム[4F208LG28]の下位に属するFターム
射出金型 (72)
Fターム[4F208LG28]に分類される特許
141 - 160 / 379
ポリプロピレン系射出ブロー成形体
【課題】成形性が良好で、かつ衝撃強度、透明性に優れたポリプロピレン系射出ブロー成形体を提供する。
【解決手段】 下記(i)〜(vi)に規定する要件を満たすプロピレン系重合体(X)5〜50重量%と、プロピレン系重合体(Y)50〜95重量%とを混合した重合体混合物からなるプロピレン系樹脂組成物を、射出ブロー成形により成形してなるポリプロピレン系射出ブロー成形体など。
(i)MFRが1〜50g/10分である。
(ii)GPCで測定するQ値が3.5〜10.5である。
(iii)分子量(M)が200万以上の成分の比率が0.4重量%以上、10重量%未満である。
(iv)TREFにおいて、40℃以下の温度で溶出する成分が3.0重量%以下である。
(v)アイソタクチックトライアッド分率(mm)が95%以上である。
(vi)伸長粘度の測定における歪硬化度(λmax)が6.0以上である。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。 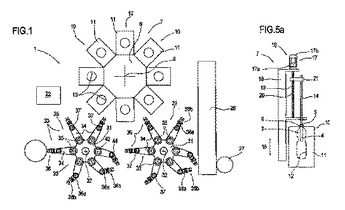 (もっと読む)
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器

【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
樹脂タンク及びその製造方法
【課題】温水を貯蔵しても、耐久性が高い樹脂タンク及びその製造方法を提供する。
【解決手段】ポリブテン系樹脂と酸化防止剤とで構成された樹脂層を少なくとも含み、給湯システムの温水を貯蔵するための樹脂タンク1を構成する。前記ポリブテン系樹脂は、数平均分子量(Mn)150,000〜300,000、重量平均分子量(Mw)750,000〜1,000,000である高分子量ポリブテン系樹脂で構成され、前記酸化防止剤は、高分子量酸化防止剤で構成されている。樹脂タンク1には、その中間部から下部にかけて、外周に沿って複数のリブ6が設けられている。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
合成樹脂製ブローボトル及びその製造方法
【課題】ブロー成形と同時に狭窄域を形成できるボトル及びその製造方法を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブローボトルにおいて、前記胴部4に、ブロー成形の前断階にて装着され、ブロー成形に際して延伸倍率を異ならせるか若しくは延伸を抑制することにより狭窄域6を形成するフィルム7を配設する。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 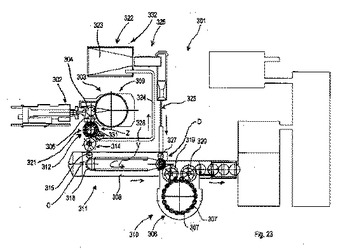 (もっと読む)
(もっと読む)
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
発泡プラスチック容器
【課題】従来公知の発泡容器にみられる発泡セルとは全く異なり、内容物保護性能の低下を生じせしめないようなセル径の傾斜勾配を有している発泡プラスチック容器を提供する。
【解決手段】発泡セル1が分布したプラスチックにより形成された容器壁10を有しており、該容器壁10の面方向の発泡セルの長さが、容器外面から内面に向かって小さくなっていることを特徴とする。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法
【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
積層紙コップの製造方法
【課題】紙製の外側コップの内側に延伸ブロー成形品である樹脂製の内側コップが一体化された構造の積層紙コップを、外側および内側のコップの密着強度を高めた状態で効率良く製造できるようにすること。
【解決手段】樹脂製のプリフォーム40を延伸ブロー成形に適した温度に加熱した後に、紙製の外側コップ20Aを重ねた状態で、延伸ブロー成形型アセンブリ52にセットして、延伸ブロー成形を行う。延伸ブロー成形時に、延伸ブローされるプリフォーム40が外側コップ20Aを介して延伸ブロー成形型53、54の成形面53a、54aに押し付けられ、双方が密着した状態で、成形面によって所定の形状に成形される。紙製の外側コップ20の内周面に樹脂製の内側コップ30が密着した状態で附形されるので、強固に一体化された座屈強度、剛性の高い積層紙コップ1を効率良く製造できる。
(もっと読む)
把手片が連結された合成樹脂製容器を製造する方法
【課題】把手片(2)が連結される部位でプリフォーム(40)が過剰に伸ばされてしまうことを確実に回避して、把手片が所要部位に連結されている合成樹脂製容器(4)を製造することを可能にする方法を提供する。
【解決手段】細長い筒形状であり軸線方向及び周方向に間隔をおいて複数個の噴出孔(50)が配設されている形態の延伸ロッド(46)を使用し、延伸ロッド内に高圧気体を供給して複数個の噴出孔から高圧気体を噴出せしめてプリフォームの成形部(44)をブローする。
(もっと読む)
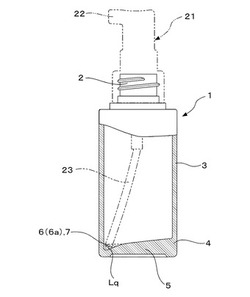
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 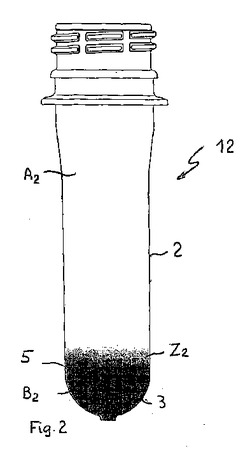 (もっと読む)
(もっと読む)
延伸ブロー成形容器
【課題】透明性等の外観特性に優れていると共に、延伸成形性に優れ、肉厚や形状の均一性等の延伸バランスに優れた延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂、及び疎水性有機官能基で表面が覆われている乾式疎水性シリカ粒子を含有して成る樹脂組成物から形成された延伸ブロー成形容器であって、下記式
δT(℃)=TC1(2nd)−TC1(1st)
式中、TC1(1st)は、容器の未延伸部分の示差走査熱量計(DSC)による結晶化発熱ピーク温度、TC1(2nd)は容器の未延伸部分を溶融急冷した後の示差走査熱量計(DSC)による結晶化発熱ピーク温度をそれぞれ表わす、で表わすδT(℃)の値が0より大きく且つ14以下であることを特徴とする。
(もっと読む)
141 - 160 / 379
[ Back to top ]